一种高效一模双出管材生产设备的制作方法
1.本实用新型涉及管材生产领域,尤其涉及一种高效一模双出管材生产设备。
背景技术:
2.一模双出是用注塑成型机把塑料加热成一种流体状态,通过高速高压注射到模具的型腔然后冷却成型,所谓一模双出是一种模具的设计,就是一个模具同时成型两个同样或多样产品,根据需要和产品的结构可以一模多出不止双出。
3.常规的管材一模双出模具在使用时,管材成型速度较慢,在工作中效率较低。
技术实现要素:
4.本实用新型的目的是为了解决背景技术中存在的缺点,而提出的一种高效一模双出管材生产设备。
5.本实用新型提供的技术方案如下:一种高效一模双出管材生产设备,包括:第一模体,与所述第一模体连接的分流模体,以及与所述分流模体连接的两个成型模体,所述成型模体的出口端嵌入有用于冷却管件的环形冷却管。
6.进一步的,所述第一模体中部设有注塑口,所述分流模体中部开设有倒置的y型的第一溶道,所述第一溶道与所述注塑口连通。
7.进一步的,所述分流模体底部连接有连接模体,所述连接模体上对称设有两个第二溶道,所述第二溶道分别与所述第一溶道的两个口连通。
8.进一步的,所述连接模体内开设有活动槽,所述活动槽与所述第二溶道连通。
9.进一步的,所述活动槽内活动连接有挡板,所述挡板的侧壁向内开设有一t型槽,所述t型槽内活动连接有推杆的一端,所述推杆的另一端凸在所述连接模体外并与所述连接模体螺纹连接。
10.进一步的,所述成型模体分别与所述连接模体连接并与所述第二溶道连通。
11.进一步的,所述成型模体包括:第二模体和螺旋内芯,所述第二模体和螺旋内芯分别与所述连接模体连接,所述螺旋内芯在所述第二模体内部。
12.进一步的,所述第二模体端部向内开设有嵌入槽,所述嵌入槽内嵌入安装有所述环形冷却管,所述环形冷却管上分别设有进水口和出水口。
13.与现有技术相比,本实用新型的有益效果是:
14.(1)所述本实用新型的管材生产设备,通过设置连接模体,在原有结构不变的基础上,进行增设,安装方便。
15.(2)所述本实用新型的管材生产设备,通过设置挡板和推杆,在不需要双出口工作时,通过挡板挡住出口,实现单出口工作。
16.(3)所述本实用新型的管材生产设备,通过设置环形冷却管用于对成型模体内的成型管件快速冷却,从而使工作效率加快。
附图说明
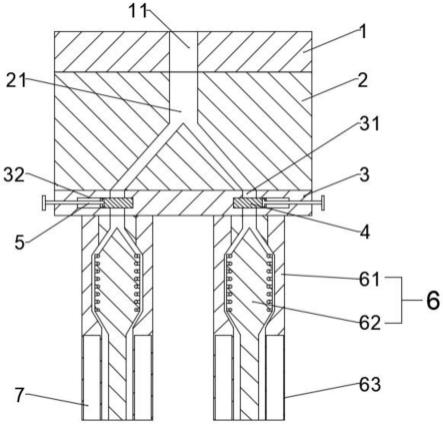
17.图1是本实用新型管材生产设备的整体结构示意图;
18.图2是本实用新型连接模体的结构示意图;
19.图3是本实用新型管材生产设备的仰视图;
20.附图标记如下:1、第一模体,11、注塑口,2、分流模体,21、第一溶道,3、连接模体,31、第二溶道,32、活动槽,4、挡板,41、 t型槽,5、推杆,6、成型模体,61、第二模体,62、螺旋内芯,63、嵌入槽,7、环形冷却管,71、进水口,72、出水口。
具体实施方式
21.以下结合附图和实施例,对本实用新型进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本实用新型,并不用于限定本实用新型。
22.如图1-3所示,本实用新型是一种高效一模双出管材生产设备,包括:第一模体1,与第一模体1连接的分流模体2,以及与分流模体2连接的两个成型模体6,成型模体6的出口端嵌入有用于冷却管件的环形冷却管7。
23.本实施例的第一模体1与分流模体2为可拆卸连接,通过四个螺钉从第一模体1的顶部穿过并与分流模体2螺纹连接。
24.优选的,分流模体2用于将注入的热塑材料分流成多个出塑口,实现一模双出的效果。
25.本实施例的成型模体6用于热塑材料的管件塑形,并与分流模体 2连通。
26.本实施例的环形冷却管7可以是水冷、电冷等工作原理,用于给热塑材料加速冷却成型。
27.具体的,热塑材料从第一模体1内注入,并通过分流模体2分流分别进入成型模体6内,热塑材料塑形,并通过环形冷却管7加速热塑材料的冷却成型,完成管材的生产。
28.进一步的,第一模体1中部设有注塑口11,分流模体2中部开设有倒置的y型的第一溶道21,第一溶道21与注塑口11连通。
29.本实施例的注塑口11用于注入热塑材料。
30.本实施例的第一溶道21为倒置的y型,用于分流成两个热塑溶道,从而实现一模双出的效果。
31.进一步的,分流模体2底部连接有连接模体3,连接模体3上对称设有两个第二溶道31,第二溶道31分别与第一溶道21的两个口连通。
32.进一步的,连接模体3内开设有活动槽32,活动槽32与第二溶道31连通。
33.进一步的,活动槽32内活动连接有挡板4,挡板4的侧壁向内开设有一t型槽41,t型槽41内活动连接有推杆5的一端,推杆5 的另一端凸在连接模体3外并与连接模体3螺纹连接。
34.本实施例的连接模体3与分流模体2可拆卸连接,可以在结构不变的基础上,增设连接模体3。
35.本实施例中通过挡板4用于拦截住分流模体2的分流溶道,实现单出、双出的工作模式可控。
36.本实施例的推杆5上设有外螺纹,螺纹连接在连接模体3内。
37.具体的,当需要单出模式时,拧动推杆5,推杆5的端部在t型槽41内转动,并带动挡板4在活动槽32内移动;当挡板4将第二溶道31拦截住时,则实现本实施例的单出效果。
38.进一步的,成型模体6分别与连接模体3连接并与第二溶道31 连通。
39.进一步的,成型模体6包括:第二模体61和螺旋内芯62,第二模体61和螺旋内芯62分别与连接模体3连接,螺旋内芯62在第二模体61内部。
40.本实施例的螺旋内芯62中部设有通孔,用于与第二溶道31连通;螺旋内芯62外部设有螺旋溶道与中部的通孔连通,螺旋溶道上设有多个流通口。
41.本实施例的螺旋内芯62端部设有塑形部,螺旋内芯62的塑形部与第二模体61之间形成管材塑形间隙,从螺旋内芯62的螺旋溶道流出的热塑材料通过塑形间隙成管材。
42.进一步的,第二模体61端部向内开设有嵌入槽63,嵌入槽63 内嵌入安装有环形冷却管7,环形冷却管7上分别设有进水口71和出水口72。
43.本实施例的环形冷却管7为水冷,冷水通过进水口71进入,从出水口72流出,冷水在环形冷却管7内循环,对塑形管材加速冷却成型,完成生产工作。
44.工作原理:热塑材料从注塑口11进入,通过第一溶道21分流进入第二溶道31内;由第二溶道31进入到成型模体6内,塑材后的管材通过环形冷却管7冷却,加速管材的成型;
45.当需要改变单出模式时,向内拧动其中一个推杆5,推杆5的端部在t型槽41内转动,并带动挡板4在活动槽32内移动;当挡板4 将第二溶道31拦截住时,则实现本实施例的单出效果。
46.本实用新型通过设置环形冷却管7用于对成型模体6内的成型管件快速冷却,从而加快工作效率;并通过设置连接模体3,实现可控的单出、双出模式。
47.需要说明的是,在附图或说明书正文中,未绘示或描述的实现方式,均为所属技术领域中普通技术人员所知的形式,并未进行详细说明。此外,上述对各元件和方法的定义并不仅限于实施例中提到的各种具体结构、形状或方式。
48.还需要说明的是,本文可提供包含特定值的参数的示范,但这些参数无需确切等于相应的值,而是可在可接受的误差容限或设计约束内近似于相应值。实施例中提到的方向用语,如涉及“上”、“下”、“前”、“后”、“左”、“右”等,仅是参考附图的方向,并非用来限制本技术的保护范围。
49.上述说明示出并描述了本实用新型的优选实施例,如前所述,应当理解本实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离本实用新型的精神和范围,则都应在本实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1