一种鞋面负压定位假熔机的制作方法
1.本实用新型涉及鞋面加工设备技术领域,具体涉及一种鞋面负压定位假熔机。
背景技术:
2.一只完整鞋面通常由鞋头、鞋舌、眼套、logo件、补强件等很多鞋面部件构成,鞋面熔接前需要将这些部件准确定位在鞋面上。
3.现有技术都需要在模具上设置数十个定位钉,鞋面部件上设置对位孔,通过人工将鞋面部件的对位孔定位在模具的定位钉上,然而,对鞋面的外观要求,对位孔不能做大,否则将影响鞋面外观。由于对位孔小,且鞋面部件摆上去会遮挡视线,操作人员对位困难,需要用手去摸与感觉,然后再慢慢套孔对位,有的时候甚至会把定位钉扎到手,效率低下。且有些部件,例如logo件,不能设置对位孔,只能直接摆放在模具内,生产过程极易发生因部件跑位造成鞋面报废。具体的,当鞋面覆盖在logo件上时,由于看不见logo件,且logo件并没有定位,任何的logo件与鞋面的摩擦移动都可能导致logo件发生移位,而logo件发生移位后由于看不见logo件就直接进一步加工,就会导致整个鞋面的logo件位置的不合格而报废。
4.另一方面,在鞋面熔接加工中,鞋面上方覆盖有硅胶,定位钉在每一次的熔接中都要扎入硅胶,随着硅胶被定位钉扎入次数的增多,会导致硅胶被扎烂,而且加工的鞋面的品质也随着硅胶的扎烂程度而次第降低。
5.再一方面,在鞋面部件的定位中,薄、细、长的鞋面部件会有卷曲、褶皱现象,难以平复定位,成为多年困扰行业的技术难题。
6.也有人利用超声点融枪将鞋面部件点融在鞋面上,但一个部件均需两三个点融点,且只能单手操作,另一只手需要拿点融枪,需要一点一点地去点,生产效率较低,而且还会出现疤痕,会影响产品外观。
技术实现要素:
7.有鉴于此,为解决上述技术问题,本实用新型的目的在于提出一种鞋面负压定位假熔机,其能够快速、准确、平整定位,提高生产效率和产品品质。
8.所采用的技术方案为:
9.一种鞋面负压定位假熔机,包括能产生真空吸附或负压吸附的吸附台、以及位于所述吸附台上方的能够加压加热的上加热板;所述吸附台的台面设有吸附孔,所述吸附台上设有定位模板,所述定位模板上设有用于放置鞋面部件的定位孔。
10.进一步地,所述吸附台为可滑动的滑台。
11.进一步地,所述定位模板的面积大小与所述吸附台的台面大小相匹配。
12.进一步地,所述吸附台设有红外加热器。
13.进一步地,所述吸附孔为多个均匀排列的微孔。
14.进一步地,所述上加热板的表面固定有硅胶。
15.进一步地,所述定位孔的大小形状与鞋面部件的大小形状相匹配。
16.作为一种替代方案,用定位槽替代定位孔,所述定位槽设有多个通孔,多个所述通孔与所述吸附台的台面相通。
17.作为另一种替代的技术方案,本实用新型还提出一种鞋面负压定位假熔机,包括能产生真空吸附或负压吸附的吸附台、以及位于所述吸附台上方的能够加压加热的上加热板;所述吸附台的台面与一激光投影仪相对设置,所述激光投影仪可以将鞋面部件的形状投射到吸附台的台面上。
18.本实用新型的有益效果在于:
19.将鞋面部件放置于定位模板的定位孔内,这样就可以以定位模板的外框形式来定位鞋面部件,鞋面部件摆放在定位孔内,可视性好,操作方便快速;然后通过真空吸附或负压吸附的吸附台将鞋面部件吸附固定,这样更重要的是,薄、细、长的鞋面部件的卷曲、褶皱会被吸附台吸附平整,很好地解决了多年困扰行业的难题;然后再通过上加热板将鞋面与鞋面部件短时熔接,可称之为假性熔接,从而初步将鞋面与鞋面部件熔接在一起,从而能够实现快速、准确、平整定位,提高生产效率和产品品质的效果。
附图说明
20.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
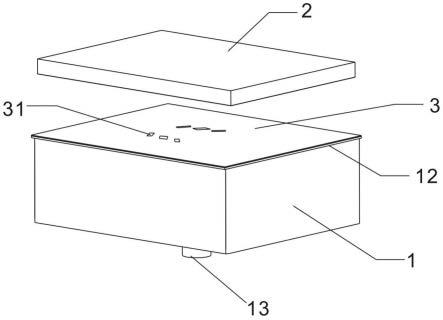
21.图1为实施例1的一种鞋面负压定位假熔机未覆盖鞋面的立体结构示意图。
22.图2为实施例1的一种鞋面负压定位假熔机有覆盖鞋面的立体结构示意图。
23.图3为实施例1的一种鞋面负压定位假熔机的剖视结构示意图。
24.图4为实施例4的一种鞋面负压定位假熔机未覆盖鞋面的立体结构示意图。
25.图5为实施例4的一种鞋面负压定位假熔机有覆盖鞋面的立体结构示意图。
26.图6为实施例5的一种鞋面负压定位假熔机的剖视结构示意图。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型优选的实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.实施例1
29.参见图1、图2和图3所示,一种鞋面负压定位假熔机,包括能产生真空吸附或负压吸附的吸附台1、以及位于所述吸附台上方的能够加压加热的上加热板2。本实施例以真空吸附的吸附台为例。吸附台1设有真空腔11,吸附台的顶面为吸附台的台面,简称吸附台面12。吸附台面上设有吸附孔,该吸附孔可优选为多个细小的均匀排列的微孔。虽然吸附孔也可用小孔、中孔,但可以优选多个细小的均匀排列的透气微孔。吸附台1的底部设有抽气管13,该抽气管用于连通真空泵,通过真空泵来抽气。
30.吸附台1上设有定位模板3,该定位模板3也可以称之为定位卡板。该定位模板3上设有用于放置鞋面部件的定位孔31。作为一种优选的具体实施方式,定位孔的大小形状与鞋面部件的大小形状相匹配,这样可以在吸附台上确定唯一位置,操作更快速。当然,作为一种可选择的具体实施方式,定位孔也可以不与鞋面部件的大小形状相匹配,也可以实现本实用新型,例如鞋面部件为三角形,定位孔为长方形,其中长方形的长边与三角形的底边相等,长方形的短边与三角形的高相等,从而可以在确定三角形两点的基础上,就可以唯一确定三角形的位置。但是定位孔的大小形状与鞋面部件的大小形状相匹配,是比较优选的具体实施方式。
31.为便于上加热板的上下移动,上加热板有固定连接一动力装置。该动力装置也可以称之为上下升降机构。该动力装置可以为电机、气缸或螺旋丝杆。以电机为例,电机固定在支架上,电机的动力杆固定连接上加热板。从而可以使上加热板上下运动。附图虽未示出该动力装置,但该动力装置是可常规设置出来的。附图示意出了重要的几个部件,可以更重点地理解本实用新型。
32.该鞋面负压定位假熔机工作时,将鞋面部件放置于定位模板的定位孔内,可优选定位模板的面积大小与吸附台的台面大小相匹配,即两者的面积大小相等或差不多,这样只有定位孔与吸附台面的微孔相通,吸附台面的其他微孔被定位模板覆盖,这样可以使真空吸附力集中在定位孔处。当然,定位模板的厚度也应适合,即比鞋面部件的厚度要低,使当鞋面4覆盖在鞋面部件时,两者能够有直接接触。
33.将鞋面部件放置在定位孔,通过真空泵抽气,使鞋面部件吸附在吸附台上。真空吸附的优点在于,一方面,使鞋面部件定位在固定的位置上,即便有与鞋面产生摩擦,也不会发生移位;另一方面,使鞋面部件的边缘凭证,即便鞋面部件的边缘有卷起,也会被平整吸附。第三方面,真空吸附效率加快,所有几处的鞋面部件都短时间被吸附,比背景技术中的定位钉和点融枪的效率要快速得多;第四方面,人工操作简便快速,只需要将鞋面部件放置于定位模板的定位孔内,然后启动下真空泵,无需对所有鞋面部件用手工一个个地通过手摸定位钉定位,也无需一个一个地用点融枪点胶。
34.然后,鞋面4覆盖在鞋面部件后,启动上加热板向下短时加压加热,例如1-10s的加压加热,即可将部件以假熔方式定位在鞋面上。
35.假熔,即为假性熔接。假性熔接是一种熔接力较小的熔接。也可称之为微熔。即只要保证在假性熔接后,用手抖动,也不会使鞋面部件脱离鞋面掉落,但是如果用力扯下鞋面部件也是可以扯下的。是介于一种无粘接力和无法扯开之间的,有粘接力又可以扯开的粘接,是一种稍微粘住,称之为假性熔接,简称假熔。
36.本实用新型是实现鞋面加工的一个工序,初步实现鞋面与鞋面部件之间的假熔定位后,方便后续再进一步放入模具再进一步加工。但是由于有了初步的假熔定位后,不仅使后续进一步加工的加工效率大大提高,也大大提高了最终产品的产品质量和品质。
37.综上,本鞋面负压定位假熔机通过设置能产生真空吸附的吸附台,配上定位模板,将鞋面部件放入对应孔的对应位置,吸附台面即可将鞋面部件吸住定位,覆上鞋面后,经短时加热加压,即可将鞋面部件以假熔的方式定位在鞋面上。
38.由于真空吸附所具有的优点,从而能够实现快速、准确、平整定位,提高生产效率和产品品质的效果。
39.实施例2
40.参照实施例1,与实施例1不同的是,本实施例选择的吸附台为负压吸附的吸附台。该吸附台连通负压装置来替代真空泵。负压装置包括但不限于例如采用鼓风机、涡轮风机、空气压缩机等。
41.采用负压吸附与实施例1的真空吸附,能够实现相同的技术效果。可参照实施例1,不再赘述。
42.实施例3
43.参照实施例1,实施例1的吸附台可相对不动。而本实施例与实施例1不同的是,本实施例的吸附台为可滑动的滑台。采用可滑动的滑台,方便操作人员操作。例如更方便操作人员手动放置鞋面部件,不必有上加热板的空间限制。
44.实施例4
45.参照实施例1,在实施例1的基础上,参见图4和图5所示,本实施例的上加热板2的表面固定有硅胶5。硅胶5为导热硅胶,其为一种柔性材料。通过导热硅胶能够将热量更均匀地传导至鞋面与鞋面部件上进行短时熔接,形成假性连接。
46.相比于背景技术中的定位钉技术,本实施例采用的硅胶在使用寿命上要大大提高。因为不被定位钉扎入破坏,而使硅胶的使用寿命增加。
47.实施例5
48.参照实施例4,在实施例1的基础上,参见图6所示,本实施例的吸附台增设有红外加热器6,例如红外线石英灯管,进行红外辐射加热,通过红外辐射对吸附台面加热。这样,可以使鞋面与鞋面部件上下受热,从而将热量上下更均匀地传导至鞋面与鞋面部件上进行短时熔接,形成假性连接,且可以使短时熔接的时间更短。
49.实施例6
50.作为一种替代方案,用定位槽替代定位孔,定位槽设有多个通孔,多个通孔与吸附台的台面相通。即多个通孔与吸附台的台面的透气微孔相通。优选多个通孔能够包括将鞋面部件的边缘吸附住。即鞋面部件的整体包括边缘部分都能被多个通孔通过真空吸附整体吸附住。
51.实施例7
52.作为一种替代方案,用激光投影仪替代定位模板。即本实施例的一种鞋面负压定位假熔机,包括能产生真空吸附或负压吸附的吸附台、以及位于所述吸附台上方的能够加压加热的上加热板;所述吸附台的台面与一激光投影仪相对设置,所述激光投影仪可以将鞋面部件的形状投射到吸附台的台面上。
53.该鞋面负压定位假熔机工作时,包括如下步骤:
54.s1.激光投影仪将鞋面部件的形状投射到吸附台的台面上,
55.s2.根据投影放置鞋面部件,然后吸附台进行真空吸附或者负压吸附,将定位孔内的鞋面部件进行吸附固定;
56.s3.将鞋面覆盖在鞋面部件上,启动上加热板向下短时加压加热,利用鞋面部件背面自带的热熔胶,将鞋面部件假熔在鞋面上。该短时加压加热,例如1-10s的加压加热。
57.相比于背景技术,其也能实现快速、准确、平整定位,提高生产效率和产品品质的效果,也具有真空吸附的各方面优点。相比于实施例1,激光投影仪成本更高,且放置鞋面部
件时,用定位模板比用激光投影仪投影更快速准确。
58.或者在吸附台面上画线进去,即将鞋面部件的形状用人工画线的方式在吸附台面上呈现出来,从而等同于激光投影。但是这种具体实施方式仍然没有用定位模板来得更快速更准确。
59.上文所列出的一系列的详细说明仅仅是针对本实用新型的可行性实施例的具体说明,它们并非用以限制本实用新型的保护范围,凡未脱离本实用新型技艺精神所作的等效实施例或变更均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1