一种基于视觉检测的垃圾入炉均匀化控制系统及方法与流程
1.本发明涉及控制垃圾焚烧入炉投入量的系统和方法,尤其涉及一种基于视觉检测的控制系统及方法。
背景技术:
2.生活垃圾是指人们在日常生活中产生的固体废弃物、液体废弃物及混合物等。生活垃圾的成分复杂、种类繁多、体积大小不等且数量巨大,如不及时处理,将极大地污染环境、危害人类健康,同时还要占用大量的土地资源。因此,生活垃圾需要及时进行处理,现有技术中,生活垃圾处理的方式主要有堆肥、卫生填埋和焚烧。其中,焚烧由于能使垃圾大幅减容减重,并能通过焚烧产生电能,成为当下较为热门的垃圾处理方式。
3.进行垃圾焚烧时,为了提高垃圾的燃烧效率,使得焚烧更充分,一般需要在焚烧前进行粉碎搅匀等操作。目前使用的垃圾焚烧设备主要是由行车司机手动控制将垃圾送入给料斗,再由锅炉控制人员手动控制垃圾粉碎输送装置的粉碎速度,达到焚烧垃圾量与锅炉负荷相一致的目的。这种由人工来控制垃圾焚烧均匀性的操作,存在以下缺点,一个是人工控制的方式比较随意,不能保证垃圾的搅拌均匀性,达不到与锅炉负荷相一致的目的;另一个缺点是手动控制本身就具有滞后性的特点,达不到根据输送装置上的垃圾量来实时调节粉碎速度的目的,对垃圾焚烧的最终环保排放也是不利的。
4.因此,如何提供一种能够保证垃圾输送均匀性、提高燃烧效率和稳定度、降低环境污染的系统,是垃圾处理领域亟待解决的热点问题。
5.本“背景技术”段落只是用来帮助了解本
技术实现要素:
,因此在“背景技术”中所揭露的内容可能包含一些没有构成本领域技术人员所知道的已知技术。此外,在“背景技术”中所揭露的内容并不代表该内容或者本发明一个或多个实施例所要解决的问题,也不代表在本发明申请前已被本领域技术人员所知晓或认知。
发明内容
6.本发明提供一种基于视觉检测的垃圾入炉均匀化控制系统,能够保证入炉垃圾的均匀性、提高垃圾焚烧效率和稳定度,使得垃圾入炉焚烧后能够达到环保排放指标。
7.本发明还提供了一种垃圾入炉均匀化控制系统的控制方法,能够实时调整入炉前垃圾的输送速度,保证垃圾入炉的均匀性。
8.本发明的其他目的和优点可以从本发明所揭露的技术特征中得到进一步的了解。
9.为达上述之一或部分或全部目的或是其他目的,本发明一实施例所提供的基于视觉检测的垃圾入炉均匀化控制系统,包括给料装置、0级输送装置、落料装置以及驱动所述0级输送装置的驱动电机,待焚烧的垃圾自给料装置进入0级输送装置,经0级输送装置匀化后送入所述落料装置,再经落料装置送入焚烧炉。本实施例的基于视觉检测的垃圾入炉均匀化控制系统还包括视觉检测装置和控制装置,所述视觉检测装置对所述0级输送装置上的垃圾进行三维建模,所述控制装置接收所述视觉检测装置的三维建模数据,并依据所述
三维建模数据控制所述驱动电机的转速,从而控制所述0级输送装置的匀化速度。
10.上述的视觉检测装置可以为一个双目视觉检测装置或两个单目视觉检测装置或两个双目视觉检测装置中的一种。若为一个双目视觉检测装置,则该双目视觉检测装置位于所述0级输送装置一侧的上方;若为两个单目视觉检测装置或两个双目视觉检测装置,则位于所述0级输送装置两侧的上方。且上述的视觉检测装置的检测范围覆盖靠近落料装置侧的0级输送装置0-3米的位置。
11.为达上述能够覆盖靠近落料口侧的0级输送装置0-3米的位置的检测范围,上述的视觉检测装置在安装时与水平面的夹角在30
°
到60
°
之间,优选为与水平面呈45
°
夹角。
12.此外,为进一步使得垃圾搅拌均匀,所述落料装置与焚烧炉之间还设置有若干级输送装置。
13.上述的0级输送装置和若干级输送装置为输送螺旋铰刀,用于对垃圾进行搅拌切割实现匀化。
14.为达上述之一或部分或全部目的或是其他目的,本发明一实施例所提供的垃圾入炉均匀化控制系统的控制方法,包括垃圾入炉均匀化控制系统设定落料斗的下料流量标准q;视觉检测装置对0级输送装置上的垃圾进行三维建模;控制装置提取垃圾三维建模数据中的横截面积s;依据q=s*v*ρ,ρ为经验密度常数,推算出0级输送装置的标准速度v;控制装置依据该标准速度v,控制驱动电机的转速,使0级输送装置的匀化速度调整为标准速度v。
15.本发明的有益效果在于,1)通过上述控制系统中的视觉检测装置对垃圾进行三维建模,将视觉检测技术应用到垃圾处理中,通过三维建模数据实现控制垃圾匀化速度、并间接控制垃圾送入焚烧炉的运送速度,从而保证送入的垃圾量与焚烧炉的锅炉负荷相一致,提高垃圾的焚烧效率,达到环保排放的需求,实践结果证明,排放指标至少可以降低20%;2)此外,通过上述的匀化控制方法,整合了双目视觉三维建模和控制电机转速,在精确分析落料前的垃圾横截面积的基础上,配合控制电机转速,准确给定了垃圾焚烧入炉的瞬时速度,精确控制垃圾焚烧炉的燃烧量,可以实现垃圾匀化及送入量的自动化调整,相较于人工手动控制,既克服了滞后调整的特点,又能减少人工成本,自动化程度得到很大提高。
16.上述说明仅是本发明技术方案的概述,为了能够更清楚了解本发明的技术手段,并可依照说明书的内容予以实施,以下以本发明的较佳实施例并配合附图详细说明如后。
附图说明
17.图1是本发明实施例一的基于视觉检测的垃圾入炉均匀化控制系统的0级输送装置的剖视图。
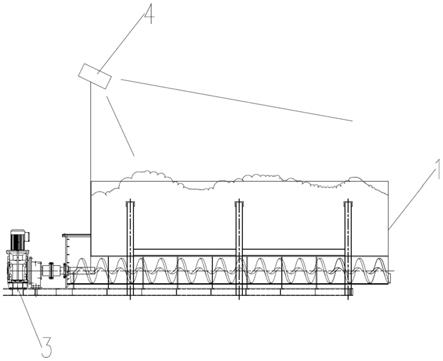
18.图2是本发明实施例一的基于视觉检测的垃圾入炉均匀化控制系统的落料装置和视觉检测装置的位置结构示意图。
19.图3是本发明实施例二的圾入炉均匀化控制系统的控制方法的原理图。
20.附图标记:1-0级输送装置,2-落料装置,3-驱动电机,4-视觉检测装置。
具体实施方式
21.下面将结合附图对本发明的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术
人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖 直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
23.在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以具体情况理解上述术语在本发明中的具体含义。
24.此外,下面所描述的本发明不同实施方式中所涉及的技术特征只要彼此之间 未构成冲突就可以相互结合。
25.图1是本发明实施例一的基于视觉检测的垃圾入炉均匀化控制系统的0级输送装置的剖视图,图2是本发明实施例一的基于视觉检测的垃圾入炉均匀化控制系统的落料装置与视觉检测装置的位置结构示意图。请参考图1和图2,本实施例中的垃圾入炉均匀化控制系统包括给料装置(图中未示出)、0级输送装置1、落料装置2以及驱动所述0级输送装置1的驱动电机3,垃圾自给料装置进入0级输送装置1,经0级输送装置1匀化后送入所述落料装置2,再经落料装置2进入焚烧炉;还包括视觉检测装置4和控制装置(图中未示出),所述视觉检测装置4对所述0级输送装置1上的垃圾进行三维建模,所述控制装置接收所述视觉检测装置4的三维建模数据,并依据所述三维建模数据控制所述驱动电机3的转速,从而控制所述0级输送装置1的匀化速度。
26.具体的,本实施例中的所述给料装置为给料斗,所述给料斗呈一定坡度倾斜设置在所述0级输送装置1的一侧,方便工作人员将垃圾车中的垃圾进行倾倒、并自动送入0级输送装置1内。本实施例中的所述给料斗的截面呈梯形,优选为梯形给料斗,所述梯形给料斗的梯形截面积约为4平方米,但不局限于此,在其他实施例中,所述给料斗可根据实际需要调整大小或形状,例如呈矩形等。
27.本实施例中的所述0级输送装置1为输送螺旋绞刀,用于对送入的垃圾进行搅拌切割,从而实现匀化。本实施例中的输送螺旋绞刀示例性的选用两轴螺旋,截距400mm。其配置的驱动电机3包括速比为100:1的减速机、以及满速为1500转/分钟的电机。螺旋15转/分钟,垃圾输送速度满速为6米/分钟。本实施例选用的输送螺旋绞刀可以通过变频器控制电机转速,从而垃圾输送速度可以在0-6米/分钟之间调整。上述的输送螺旋绞刀仅为示例性描述,本发明不局限于此,在其他实施例中,所述0级输送装置1还可以为其他可以进行搅拌切割、且速度可调的装置。同样的,上述的驱动电机3也为示例性描述,本发明不局限于此,在其他实施例中,所述驱动电机3可根据实际需求,选用与0级输送装置1相匹配的其他驱动电机,本发明不作限制。
28.本实施例中的落料装置2为落料斗,所述落料斗呈一定坡度设置在所述0级输送装置的另一侧,用于接收所述0级输送装置1输送过来的垃圾,并方便垃圾自动落入后续的焚烧炉内进行焚烧。本实施例中的所述落料斗的截面呈梯形,优选为梯形落料斗,但不局限于
此,在其他实施例中,所述落料斗可根据实际需要调整落料斗的大小或形状,例如呈矩形等,本发明中不作具体限制。
29.为实现本发明中的保证送入垃圾量与焚烧炉的锅炉负荷相一致,提高垃圾焚烧效率,达到环保排放需求的目的,本实施例中的垃圾入炉均匀化控制系统还包括视觉检测装置4和控制装置,采用视觉检测中的三维建模的方法估算垃圾的送入量是否与锅炉负荷相一致。本实施例中的上述视觉检测装置4例如为两个双目视觉检测装置,但不局限于此,在其他实施例中还可以为一个双目视觉检测装置或两个单目视觉检测装置。由于只有一个单目视觉检测装置是不能进行三维建模的,因此本发明的视觉检测装置4包括除一个单目视觉检测装置以外的其他情形。
30.本实施例中的两个双目视觉检测装置设置在0级输送装置1和落料斗2之间,位于所述0级输送装置1上方的两侧,并且所述双目视觉检测装置的检测范围能够覆盖靠近落料斗2侧的0级输送装置1的0-3米的位置。为达上述目的,本实施例中的双目视觉检测装置与水平面的夹角需在30
°
到60
°
之间,优选例如为与水平面夹角为45
°
。
31.为进一步保证垃圾能够搅拌均匀,除0级输送装置1外,本实施例的垃圾入炉均匀化控制系统中,在所述落料斗与焚烧炉之间还设置了若干级输送装置。在综合考虑设备成本和搅拌均匀的情况下,本实施例中例如在落料斗和焚烧炉之间设置有1级输送装置,但不局限于此,在其他实施例中,还可以包括2级输送装置、3级输送装置等。本实施例中的上述1级输送装置例如为输送螺旋铰刀,其结构与性能与本实施例中的0级输送装置所采用的输送螺旋铰刀相同,此处不再重复描述。
32.通过上述控制系统中的视觉检测装置对垃圾进行三维建模,将视觉检测技术应用到垃圾处理中,通过三维建模数据实现控制垃圾匀化速度、并间接控制垃圾送入焚烧炉的运送速度,从而保证送入的垃圾量与焚烧炉的锅炉负荷相一致,提高垃圾的焚烧效率,达到环保排放的需求,实践结果证明,排放指标至少可以降低20%。
33.本发明实施例二提供了一种垃圾入炉均匀化控制系统的控制方法,包括s1:垃圾入炉均匀化控制系统的控制装置设定落料装置的下料流量标准q;s2:视觉检测装置对0级输送装置上的垃圾进行三维建模;s3:控制装置提取垃圾三维建模数据中的横截面积s;s4:依据q=s*v*ρ,ρ为经验密度常数,推算出0级输送装置的标准速度v;s5:控制装置依据该标准速度v,控制驱动电机的转速,使0级输送装置的匀化速度调整为标准速度v。
34.本实施例中的视觉检测装置对靠近落料装置侧的0级输送装置0-3米的位置进行三维建模,并提取0-3米位置的横截面积s。其中,上述的经验密度常数ρ指的是垃圾在库房内的平均密度,本实施例中的常数ρ例如为0.55吨/立方米,但不限于此,在其他实施例中,还可以根据每天垃圾的平均密度作微调。
35.本实施例中的匀化控制系统的控制方法,整合了双目视觉三维建模和控制电机转速,在精确分析落料前的垃圾横截面积的基础上,配合控制电机转速,准确给定了垃圾焚烧入炉的瞬时速度,精确控制垃圾焚烧炉的燃烧量,可以实现垃圾匀化及送入量的自动化调整,相较于人工手动控制,既克服了滞后调整的特点,又能减少人工成本,自动化程度得到很大提高。
36.综上所述,本发明所要保护的是通过视觉检测装置来实现对垃圾的三维重建,通过三维重建的数据评估垃圾的送入量是否与锅炉负荷相一致,从而实时调节电机的转速,
控制垃圾的送入量。
37.以上所述实施例的各技术特征可以进行任意的组合,为使描述简洁,未对上述实施例中的各个技术特征所有可能的组合都进行描述,然而,只要这些技术特征的组合不存在矛盾,都应当认为是本说明书记载的范围。
38.以上所述实施例仅表达了本发明的几种实施方式,其描述较为具体和详细,但并不能因此而理解为对发明专利范围的限制。应当指出的是,对于本领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干变形和改进,这些都属于本发明的保护范围。因此,本发明专利的保护范围应以所附权利要求为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1