热水器的制作方法
1.本发明涉及利用燃烧器的燃烧排气对通过热交换器的水进行加热的热水器。
背景技术:
2.热水器将燃烧器、热交换器等的燃烧装置收纳在壳体中,对于壳体而言,将前盖从前方螺纹固定于将不包括前表面的5个面封闭的箱主体的前表面,来进行组装。例如专利文献1所公开的那样,该前盖的组装是通过如下方式进行的:对于箱主体的开口的四条边,向外侧形成弯折部(凸缘),另一方面,对于前盖的周围四条边,也向外侧形成同样的弯折部,将弯折部彼此从正面螺纹固定。
3.专利文献1:日本特开2015-155773号公报
技术实现要素:
4.在该情况下,由于弯折部向壳体的外周突出,因此外观变差。因此,如果使箱主体的弯折部和前盖的弯折部分别向内侧形成,则左右宽度变小而狭窄。但是,螺纹固定是在上边侧或下边侧进行的,在左右侧面,弯折部彼此仅抵接,因此,在搬运过程中以箱主体朝向下的姿势落下等而从外部施加冲击时,箱主体的侧面变形而向内侧弯曲,有可能损害外观性。也可以考虑在箱主体内沿左右方向设置加强板等,但部件数量增加,导致成本提高。
5.因此,本发明的目的在于提供一种热水器,该热水器即使向内侧形成箱主体的弯折部及前盖的弯折部,也能够抑制成本提高,并且确保壳体的侧面强度,还能够维持外观性。
6.为了达到上述目的,技术方案1的发明具有收纳燃烧装置的壳体,
7.壳体由箱主体以及前盖构成,该箱主体的前表面开口,该箱主体从正面看呈矩形状,该前盖组装于箱主体的前表面,从正面看呈与箱主体相同的形状,该前盖具有比箱主体浅的深度,
8.在箱主体的左右侧板的前端分别形成有向内侧弯折的主体侧弯折部,
9.另一方面,在前盖的左右侧板的后端分别形成有盖侧弯折部,该盖侧弯折部向内侧折弯,在前盖向箱主体组装的状态下该盖侧弯折部与主体侧弯折部抵接,
10.在盖侧弯折部的内侧端部形成有内弯曲部,该内弯曲部向后方折回,在组装的状态下位于主体侧弯折部的内侧延长线上。
11.技术方案2的发明的特征在于,在上述结构中,内弯曲部是越过主体侧弯折部而向后方延伸的板状。
12.技术方案3的发明的特征在于,在上述结构中,内弯曲部在越过主体侧弯折部之后向内侧弯折,横截面呈l字状。
13.技术方案4的发明的特征在于,在上述结构中,内弯曲部不与主体侧弯折部接触。
14.技术方案5的发明的特征在于,在上述结构中,内弯曲部与主体侧弯折部接触。
15.根据本发明,通过内弯曲部的形成,即使箱主体的主体侧弯折部以及前盖的盖侧
弯折部向内侧弯折形成,也能够抑制成本上升,并且能够确保壳体的侧面强度。另外,主体侧弯折部和盖侧弯折部未从壳体的侧面向外侧突出,因此能够维持外观性。
16.特别是,若将内弯曲部形成为越过主体侧弯折部而向后方延伸的板状、或者形成为越过主体侧弯折部之后向内侧弯折的横截面l字状,则能够简单地形成内弯曲部,并且还能够期待内弯曲部的强度提高。
17.另外,如果使内弯曲部不与主体侧弯折部接触,则能够使主体侧弯折部朝向内侧的势头减小地与内弯曲部碰撞。
18.另外,若使内弯曲部与主体侧弯折部接触,则主体侧弯折部和内弯曲部成为一体而能够期待刚性提高。
附图说明
19.图1是热水器的立体图。
20.图2是从前方观察的箱主体的立体图。
21.图3是从后方观察的前盖的立体图。
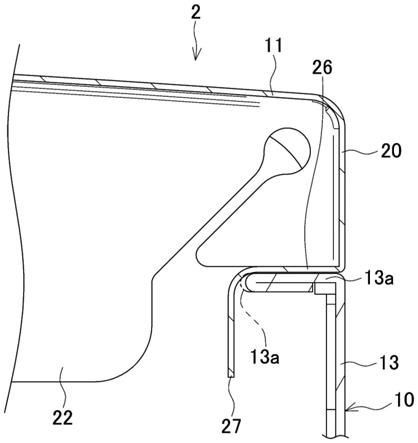
22.图4是壳体的侧面部分的剖视图。
23.图5是表示内弯曲部的变形例的壳体的侧面部分的剖视图。
24.图6是表示内弯曲部的变形例的壳体的侧面部分的剖视图。
25.图7是表示内弯曲部的变形例的壳体的侧面部分的剖视图。
26.标号说明
27.1:热水器;2:壳体;10:箱主体;11:前盖;13:侧板;13a、14a:后侧弯折部;20:前侧板;26:前侧弯折部;27、27a、27b:内弯曲部。
具体实施方式
28.下面,根据附图说明本发明的实施方式。
29.图1是表示热水器的一例的立体图。
30.该热水器1具有正面呈矩形状的壳体2,在壳体2内设置有燃烧器单元、热交换器、具有排气罩的燃烧装置(省略图示)。在壳体2的正表面下部设置有显示操作面板3,在壳体2的上部突出有排气罩的排气筒4。在壳体2的背面上下方设有用于设置于屋内的墙壁等的安装配件5、5。
31.壳体2由箱主体10以及前盖11,该箱主体10收纳有燃烧装置,前表面开口且前后形成深底,该前盖11将箱主体10的前表面封闭并具有比箱主体10浅的深度。
32.如图2所示,箱主体10具有背板12、左右的侧板13、13、顶板14、底板15、15。
33.在侧板13、13的前端和顶板14的前端分别形成有向内侧呈直角弯折的后侧弯折部13a、13a、14a。如图4所示,对其中的侧板13、13的后侧弯折部13a、13a的内侧端部进行向后侧折回180
°
的卷边弯曲加工。在顶板14的后侧弯折部14a形成有一对狭缝16、16。
34.底板15的前端比侧板13、13向前方突出,在突出部分形成有螺钉18、18
……
的安装孔17、17
……
。
35.如图3所示,前盖11为与箱主体10相同的正面形状,具有左右的前侧板20、20、前顶板21、前底板22,并在后表面开口。在前盖11的中央下部形成有显示操作面板3用的窗23。
36.在前顶板21的后端,朝向下方形成有能够从上方插入箱主体10的顶板14的狭缝16、16的爪24、24。在前底板22形成有与底板15的安装孔17、17
……
对应的螺纹孔25、25
……
。
37.而且,在前盖11的后表面开口中,在前侧板20、20的后端形成有向内侧呈直角弯折的前侧弯折部26、26。如图4所示,该前侧弯折部26、26在前盖11组装到箱主体10的状态下与箱主体10的后侧弯折部13a、13a抵接,左右方向的宽度比后侧弯折部13a、13a大。另外,在前侧弯折部26、26的内侧端部形成有向后方呈直角弯折的板状的内弯曲部27、27。
38.在如上构成的热水器1中,在向箱主体10安装前盖11时,将设置于前盖11的前顶板21的爪24、24从上方插入在箱主体10的顶板14的后侧弯折部14a设置的狭缝16、16。这样,爪24、24卡定于顶板14,并且前盖11的前底板22载置在箱主体10的底板15的突出部分上,前盖11以将箱主体10的前表面封闭的状态被悬挂支承。此时,前盖11的前侧弯折部26、26与侧板13、13的后侧弯折部13a、13a抵接。如图4所示,内弯曲部27、27在不与后侧弯折部13a、13a的内侧端部接触的状态下穿过后侧弯折部13a、13a的内侧延长线上而向后方延伸。由此,若内弯曲部27、27与后侧弯折部13a、13a的内侧对合,则容易进行前盖11的组装时的定位。
39.然后,若将螺钉18、18
……
从底板15的下方插入安装孔17、17
……
中并拧入螺纹孔25、25
……
中,则前盖11被固定于箱主体10。在该状态下,箱主体10的侧板13、13和前盖11的前侧板20、20沿前后方向连续地形成壳体2的左右侧表面。
40.在此,在搬运热水器1时,若以箱主体10成为下侧的姿势使壳体2落下或者物体强烈地碰撞壳体2的侧表面而对箱主体10的侧板13、13施加冲击,则侧板13、13将向内侧变形。但是,如图4中双点划线所示,后侧弯折部13a、13a的内侧端部与前盖11的内弯曲部27、27碰撞而使冲击缓和,因此防止了侧板13、13向内侧的变形。即,不另外使用加强部件,能够通过形成内弯曲部27、27的简单结构提高侧面强度。
41.这样,在上述方式的热水器1中,收纳燃烧装置的壳体2由箱主体10以及前盖11构成,该箱主体10的前表面开口,该箱主体10从正面看呈矩形状,该前盖11组装于箱主体10的前表面,从正面看呈与箱主体10相同的形状,具有比箱主体10浅的深度,在箱主体10的左右的侧板13、13的前端分别形成有向内侧弯折的后侧弯折部13a、13a(主体侧弯折部),并且,在前盖11的左右的前侧板20、20(侧板)的后端分别形成有前侧弯折部26、26(盖侧弯折部),该前侧弯折部26、26向内侧折弯,在前盖11向箱主体10组装的状态下与后侧弯折部13a、13a抵接,在前侧弯折部26、26的内侧端部形成有内弯曲部27、27,该内弯曲部27、27向后方折回,在组装的状态下位于后侧弯折部13a、13a的内侧延长线上。
42.根据该结构,即使箱主体10的后侧弯折部13a、13a及前盖11的前侧弯折部26、26向内侧弯折形成,也能够抑制成本上升,并且能够确保壳体2的侧面强度。另外,后侧弯折部13a、13a及前侧弯折部26、26不从壳体2的侧面向外侧突出,因此还能够维持外观性。
43.特别地,内弯曲部27形成为越过后侧弯折部13a而向后方延伸的板状,因此,能够简单地形成内弯曲部27,并且内弯曲部27变长,也能够期待强度提高。
44.此外,由于内弯曲部27不与后侧弯折部13a接触,因此能够使后侧弯折部13a朝向内侧的势头减小地与内弯曲部27碰撞。
45.另外,内弯曲部的形状不限于上述方式。例如,如图5所示,也可以是,内弯曲部27a形成为越过后侧弯折部13a之后向内侧弯折的横截面l字状。根据该结构,内弯曲部27a的刚
性变高。
46.另外,如图6所示,也可以是,内弯曲部27b形成为越过后侧弯折部13a之后向内侧卷绕的横截面卷曲状。在该情况下,内弯曲部27b的刚性也变高。
47.进而,也可以对图4的内弯曲部27的端部、图5的内弯曲部27a的端部实施卷边弯曲加工。在这种情况下,也能够提高内弯曲部的刚性。
48.而且,如图7所示,也可以是,内弯曲部27c通过沿着后侧弯折部13a的内侧端部折弯形成而与后侧弯折部13a接触。在该情况下,将后侧弯折部13a与内弯曲部27一体化而能够期待刚性提高。该接触结构也能够采用在图5、6的例子中。
49.此外,箱主体的宽度、高度、深度(进深)等不限于上述方式。另外,对于后侧弯折部也可以不进行卷边弯曲加工。
50.前盖的深度也不限于上述方式。向箱主体的组装结构也可以适当变更。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1