一种用于陶瓷高温真空烧结炉真空系统的制作方法
1.本实用新型涉及陶瓷相关技术领域,具体为一种用于陶瓷高温真空烧结炉真空系统。
背景技术:
2.陶瓷是陶器与瓷器的统称,同时也是我国的一种工艺美术品,远在新石器时代,我国已有风格粗犷、朴实的彩陶和黑陶,在陶瓷制作过程中需要真空烧结炉,故此我们需要用于陶瓷高温真空烧结炉真空系统。
3.但是目前使用的真空烧结炉真空系统,无法根据不同陶瓷所需要用到的温度来进行调节温度,真空烧结炉的隔热效果不佳,在抽气过程中由于过多的陶瓷粉尘会阻碍真空泵转子的转动,甚至烧毁真空泵的损坏。
技术实现要素:
4.本实用新型的目的在于提供一种用于陶瓷高温真空烧结炉真空系统,以解决上述背景技术中提出的目前使用的真空烧结炉真空系统,无法根据不同陶瓷所需要用到的温度来进行调节温度,真空烧结炉的隔热效果不佳,在抽气过程中由于过多的陶瓷粉尘会阻碍真空泵转子的转动,甚至烧毁真空泵的损坏的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种用于陶瓷高温真空烧结炉真空系统,包括燃烧炉和加热机构,所述燃烧炉的外侧壁顶端安装有炉盖,且炉盖的外侧壁两端均螺纹连接有螺杆,所述炉盖的外侧壁下方贴合有密封条,所述燃烧炉的内侧壁开设有调节机构,所述加热机构焊接在燃烧炉的内侧壁底端,所述燃烧炉的外侧壁一端开设有抽气孔,且抽气孔的外侧壁一端焊接有套杆,所述套杆的内侧壁开设有过滤机构,所述燃烧炉的外侧壁一端安装有抽气机构。
6.优选的,所述炉盖通过螺杆与燃烧炉构成固定结构,且螺杆通过燃烧炉的中轴线对称设置。
7.优选的,所述密封条与炉盖之间紧密贴合,且密封条的外侧壁半径大于炉盖的外侧半径。
8.优选的,所述调节机构包括滑槽、滑块、安装板、定位孔和定位块,所述滑槽开设在燃烧炉的内侧表面,所述滑槽的内侧活动连接有滑块,且滑块的外侧壁一端焊接有安装板,所述滑块的内侧壁开设有定位孔,且定位孔的外侧壁安装有定位块。
9.优选的,所述加热机构包括固定杆、卡扣、第一卡块和加热管,所述固定杆焊接在燃烧炉的内侧壁底端,所述固定杆的外侧壁一端焊接有卡扣,且卡扣的外侧壁一端铆接有第一卡块,所述第一卡块的外侧壁一端安装加热管。
10.优选的,所述过滤机构包括卡槽、第二卡块和过滤网,所述卡槽的开设在套杆外侧表面,所述卡槽的外侧壁一端铆接有第二卡块,且第二卡块的外侧壁一端安装有过滤网。
11.优选的,所述抽气机构包括真空泵、抽气管、卡箍和出气管,所述真空泵安装在燃
烧炉的外侧壁一端,所述真空泵的外侧壁一端法兰连接有抽气管,且抽气管的外侧壁安装有卡箍,所述真空泵的外侧壁一端法兰连接有出气管。
12.与现有技术相比,本实用新型的有益效果是:
13.1、该用于陶瓷高温真空烧结炉真空系统,通过固定机构和密封条的设置,能够在高温加热过程中起到保温效果,不让热气过多的流失,提高了加热效率和降低成本;
14.2、该用于陶瓷高温真空烧结炉真空系统,通过调节机构和加热机构的设置,可根据不同陶瓷所需要用到的温度来调节陶瓷和加热管之间的距离,从而来控制温度,对陶瓷的质量起到了较好的效果;
15.3、该用于陶瓷高温真空烧结炉真空系统,通过过滤网能够对粉尘进行过滤,使原来吸入真空泵内的陶瓷粉尘被过滤网过滤掉,使吸入真空泵内的陶瓷粉尘颗粒大幅减少,提高了真空泵的使用寿命,降低了生产成本。
附图说明
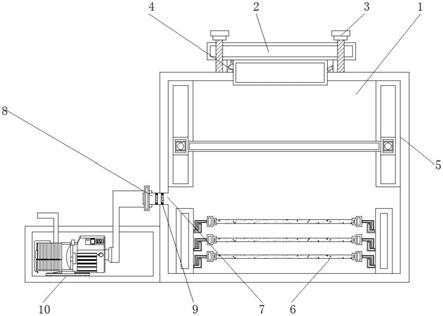
16.图1为本实用新型正视剖面结构示意图;
17.图2为本实用新型调节机构结构示意图;
18.图3为本实用新型加热机构结构示意图;
19.图4为本实用新型过滤机构结构示意图;
20.图5为本实用新型抽气机构结构示意图。
21.图中:1、燃烧炉;2、炉盖;3、螺杆;4、密封条;5、调节机构;501、滑槽;502、滑块;503、安装板;504、定位孔;505、定位块;6、加热机构;601、固定杆;602、卡扣;603、第一卡块;604、加热管;7、抽气孔;8、套杆;9、过滤机构;901、卡槽;902、第二卡块;903、过滤网;10、抽气机构;1001、真空泵;1002、抽气管;1003、卡箍;1004、出气管。
具体实施方式
22.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
23.请参阅图1
‑
5,本实用新型提供一种技术方案:一种用于陶瓷高温真空烧结炉真空系统,包括燃烧炉1和加热机构6,燃烧炉1的外侧壁顶端安装有炉盖2,且炉盖2的外侧壁两端均螺纹连接有螺杆3,炉盖2的外侧壁下方贴合有密封条4,燃烧炉1的内侧壁开设有调节机构5,加热机构6焊接在燃烧炉1的内侧壁底端,燃烧炉1的外侧壁一端开设有抽气孔7,且抽气孔7的外侧壁一端焊接有套杆8,套杆8的内侧壁开设有过滤机构9,燃烧炉1的外侧壁一端安装有抽气机构10。
24.进一步的,炉盖2通过螺杆3与燃烧炉1构成固定结构,且螺杆3通过燃烧炉1的中轴线对称设置,通过螺杆3将炉盖2和燃烧炉1进行连接固定,起到保温隔热效果,也方便对炉盖2进行打开取出陶瓷。
25.进一步的,密封条4与炉盖2之间紧密贴合,且密封条4的外侧壁半径大于炉盖2的外侧半径,密封条4可以对炉盖2和燃烧炉1之间的间隙进行密封,防止热气流出。
26.进一步的,调节机构5包括滑槽501、滑块502、安装板503、定位孔504和定位块505,滑槽501开设在燃烧炉1的内侧表面,滑槽501的内侧活动连接有滑块502,且滑块502的外侧壁一端焊接有安装板503,滑块502的内侧壁开设有定位孔504,且定位孔504的外侧壁安装有定位块505,通过手动推动安装板503,安装板503通过滑块502在滑槽501内进行滑动,后通过滑块502内侧壁上开设的定位孔504和定位块505之间的配合,将滑块502进行固定。
27.进一步的,加热机构6包括固定杆601、卡扣602、第一卡块603和加热管604,固定杆601焊接在燃烧炉1的内侧壁底端,固定杆601的外侧壁一端焊接有卡扣602,且卡扣602的外侧壁一端铆接有第一卡块603,第一卡块603的外侧壁一端安装加热管604,加热管604可以对陶瓷进行加热,同时通过卡扣602和第一卡块603的配合,方便对加热管604进行安装和拆卸。
28.进一步的,过滤机构9包括卡槽901、第二卡块902和过滤网903,卡槽901的开设在套杆8外侧表面,卡槽901的外侧壁一端铆接有第二卡块902,且第二卡块902的外侧壁一端安装有过滤网903,过滤网903能够对粉尘进行过滤,使原来吸入真空泵1001内的陶瓷粉尘被过滤网903过滤掉,使吸入真空泵1001内的陶瓷粉尘颗粒大幅减少,提高了真空泵1001的使用寿命。
29.进一步的,抽气机构10包括真空泵1001、抽气管1002、卡箍1003和出气管1004,真空泵1001安装在燃烧炉1的外侧壁一端,真空泵1001的外侧壁一端法兰连接有抽气管1002,且抽气管1002的外侧壁安装有卡箍1003,真空泵1001的外侧壁一端法兰连接有出气管1004,通过卡箍1003将抽气管1002和套杆8进行固定,从而通过真空泵1001将燃烧炉1内的空气从抽气管1002抽进从出气管1004排出。
30.工作原理:对于这类用于陶瓷高温真空烧结炉真空系统,首先将此高温真空烧结炉搬运至指定位置;
31.然后将炉盖2打开,根据所需要的燃烧的陶瓷所需要的温度,通过手动推动安装板503,安装板503通过滑块502在滑槽501内进行滑动,后通过滑块502内侧壁上开设的定位孔504和定位块505之间的配合,将滑块502进行固定,将陶瓷放在安装板503上,在通过螺杆3将炉盖2和燃烧炉1进行连接固定,再将密封条4对炉盖2和燃烧炉1之间的间隙进行密封贴合;
32.其次通过卡箍1003将抽气管1002和套杆8进行固定,在接通外部电源,通过真空泵1001将燃烧炉1内的空气从抽气管1002抽进从出气管1004排出,在对燃烧炉1内的空气抽取时经过过滤网903,过滤网903能够对粉尘进行过滤,使原来吸入真空泵1001内的陶瓷粉尘被过滤网903过滤掉,使吸入真空泵1001内的陶瓷粉尘颗粒大幅减少,提高了真空泵1001的使用寿命,在通过打开加热管604对燃烧炉1内的陶瓷进行加热;
33.最后加热完成后断开外部电源,当燃烧炉1内温度降低后,在通过螺杆3取出,将炉盖2打开,取出燃烧好的陶瓷,就这样完成整个用于陶瓷高温真空烧结炉真空系统的使用过程,真空泵1001的型号为fy
‑
1h,加热管604的型号为dn50
‑
380v12kw。
34.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1