真空干燥箱的制作方法
1.本实用新型涉及变压器的制造领域,具体为一种将将环氧树脂更好填充到变压器内部的真空箱。
背景技术:
2.目前变压器本体组装完成后,会用灌胶机胶枪从变压器本体顶部进行环氧树脂填充,将填充完环氧树脂的变压器本体置于真空环境下,以让环氧树脂能更好的填充内部所有空隙,以加强变压器短路承受能力。
3.在抽真空的过程中,变压器中的环氧树脂液面会下降,此时需要再次利用胶枪将其填满环氧树脂,待干燥后,灌胶工艺才算完成;因此如何合理的设计真空干燥箱的结构,以便于变压器的干燥成型是目前的设计方向。
技术实现要素:
4.针对现有技术中存在的问题,本实用新型提供了一种新的技术方案,通过一种真空干燥箱体结构,来实现适用于变压器这种大型产品的流体重复填充并干燥。
5.本实用新型提出的技术方案如下:
6.真空干燥箱,包括
7.箱体;所述箱体具有空腔且所述空腔的开口朝上;所述空腔的开口处设置有密封圈;
8.盖板,与所述箱体通过铰链可开合连接;
9.抽真空组件,设置在所述盖板上;所述盖板与所述箱体盖合时,所述抽真空组件抽走所述空腔内的空气以形成真空腔。
10.进一步的,所述盖板上设置有可视窗口,所述可视窗口内安装有透明件。
11.进一步的,所述可视窗口内具有有十字结构的支撑条,所述支撑条用于支撑所述透明件。
12.进一步的,所述抽真空组件包括三通管和与所述三通管连接的真空机,所述三通管为具有真空侧球阀和外部侧球阀;所述真空侧球阀通过宝塔接头与所述真空机连通;
13.所述外部侧球阀关闭时打开所述真空侧球阀,在所述真空机的作用下实现对所述空腔的抽真空;
14.所述外部侧球阀与所述真空侧球阀同时关闭时,可保持所述空腔的真空状态;
15.所述真空侧球阀关闭时打开所述外部侧球阀,使得所述真空腔与外部大气连通实现泄压。
16.进一步的,所述盖板与所述箱体通过快拆结构件实现开合连接。
17.进一步的,所述快拆结构件包括
18.固定座,呈u型结构且固定在所述箱体的外壁;
19.螺纹杆,通过销轴活动设置在所述固定座的u型口处;
20.耳环螺母,与所述螺纹杆可调节的旋合设置;
21.所述盖板上设置有与所述螺纹杆对应且适配的缺口,所述螺纹杆与所述缺口配合并通过所述耳环螺母的作用使得所述盖板与所述箱体固定。
22.进一步的,所述盖板上还设置有测量所述空腔内部气压用的真空表。
23.进一步的,所述箱体的内部还设置了可调加热器及风扇。
24.进一步的,所述铰链为15
°
铰链,使得所述盖板完全打开时与水平面形成75
°
夹角姿态。
25.采用本技术方案所达到的有益效果为:
26.本方案中设计了一种专用于变压器中环氧树脂进行干燥的箱体,通过设置带有空腔的箱体和用于封闭空腔的盖板,再利用抽真空组件对空腔进行抽真空操作,使得放置在空腔中并且填充有环氧树脂的变压器在真空环境中逐渐干燥,以形成较好的产品质量。
附图说明
27.图1为真空干燥箱闭合状态下的立体示意图。
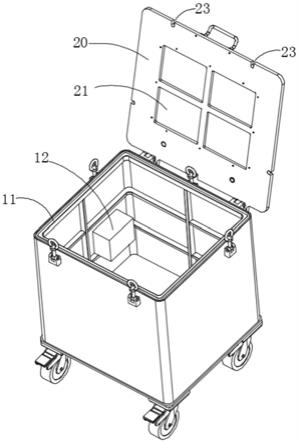
28.图2为真空干燥箱打开状态下的立体示意图。
29.图3为图1中a处的局部放大图。
30.图4为图1中b处的局部放大图。
31.图5为真空干燥箱打开状态下的侧面结构图。
32.其中:10箱体、11密封圈、12加热器及风扇、20盖板、21可视窗口、22真空表、23缺口、31三通管、32真空侧球阀、33外部侧球阀、41固定座、42螺纹杆、43销轴、44耳环螺母。
具体实施方式
33.以下结合附图对本实用新型的原理和特征进行描述,所举实例只用于解释本实用新型,并非用于限定本实用新型的范围。
34.本实施例提供了一种真空干燥箱,通过利用该真空干燥箱实现对环氧树脂的干燥,以提升变压器的产品质量。
35.本方案中,参见图1-图3,真空干燥箱包括箱体10;本箱体10 采用q235材质,易折弯易焊接易喷涂;箱体10具有空腔且该空腔的开口朝上,以便于变压器的顺利放入;同时在空腔的开口处设置有密封圈11;空腔密封通过盖板20实现,即在箱体10上通过铰链连接有盖板20,盖板20与箱体10可开合的连接设置。
36.本方案中,提供的盖板20采用7075铝合金材质,抗压强度大,同时因为其质量轻,操作人员单手即可打开或关闭;并且在空腔的开口处设置密封圈11,在盖板20进行盖合操作时,与密封圈11的紧密配合能够使得空腔处于完全的密封状态,以便于抽真空组件的抽真空操作。
37.抽真空组件设置在盖板20上;在盖板20与箱体10盖合时,抽真空组件抽走空腔内的空气以形成真空腔。
38.本方案中,抽真空组件(也可以称之为气路控制组件)包括三通管31和与三通管31连接的真空机(未画出),三通管31具有真空侧球阀32和外部侧球阀33;其中真空侧球阀32通过宝塔接头与真空机连通。
39.具体的抽真空操作为:
40.将常用型变压器组装完毕并装好灌胶工装后,即可全部放入该真空干燥箱内的空腔中,启动灌胶机,调整好参数,用胶枪将变压器全部填满环氧树脂,然后盖上盖板20,使得空腔处于密封状态,打开真空侧球阀32,关闭外部侧球阀33,打开真空机(未画出)电源开关,对箱体10内进行抽真空;达到预定的负压后,关闭真空机,同时关闭真空侧球阀32,可保持空腔的真空状态,等变压器环氧树脂里不再冒气泡时可进入下一环节。
41.本方案中,考虑到在抽真空的过程中,变压器中的环氧树脂液面会下降,此时需要再次利用胶枪将其填满环氧树脂,待干燥后,灌胶工艺才算完成,因此为了便于观察,在盖板20上设置有可视窗口21,在可视窗口内安装有透明件,即在抽真空负压状态下,操作人员从可视窗口21可看到,变压器环氧树脂里的气泡会迅速溢出,环氧树脂液面会逐渐下降;等气泡极少时,再次打开真空侧球阀32,打开真空机。
42.可选的,可视窗口21内安装有十字结构的支撑条,支撑条用于支撑透明件,保证整体结构的稳定性。
43.本方案中,为了准确并及时的知晓真空腔的负压压强,在盖板 20上还设置有测量所述空腔内部气压用的真空表22,比如,对箱体10内进行第一次抽真空,当真空表22指针达到-0.05mpa时,关闭真空机,同时关闭真空侧球阀32;在通过可视窗口21观察到环氧树脂液面逐渐下降,气泡极少时,再次打开真空侧球阀32,打开真空机,待真空表指针第二次达到-0.05mpa时,关闭真空机,同时关闭真空侧球阀32。
44.本方案中,箱体10的内部还设置了可调加热器及风扇12,这里的可调加热器及风扇12具体为200w-600w可调加热器及风扇,在完成对变压器进行第二次填充环氧树脂成型后,打开外部侧球阀33泄压,打开盖板20,用胶枪第三次将变压器内环氧树脂再次填满,再盖上盖板20,此次无需再抽真空;将加热器及风扇12通电加热,通过预设定的时间后,使得环氧树脂干燥后的质量得到有效的提升。
45.需要说明的是,变压器内置温度开关为75
°
,故在干燥时,加热温度不应超过65
°
,故在200w-600w可调加热器及风扇中加入了65
°
温控开关,将65
°
温控开关与加热器串联,然后再与风扇并联。加热器及风扇通电加热后,当温度未达到65
°
时,加热器与风扇会同时工作,风扇将加热器产生的热量吹出来在箱体10内循环,温度逐渐爬升,当温度达到65
°
时,温控开关断开,加热器没有电流通过,不会继续产生热量,但风扇依然会继续工作,带动箱体10内气流循环,通过箱体10热损失将气温降下来,当温度达到55
°
左右时,温度开关重新闭合,加热器通电加热,如此循环。通过该简单的温控方案实现对环氧树脂的干燥。
46.本方案中,为了开合的方便,盖板20与箱体10通过快拆结构件实现开合连接;具体的,参见图1、图4,快拆结构件包括固定座41,固定座41呈u型结构且固定在箱体10的外壁;螺纹杆42,螺纹杆 42通过销轴43活动设置在固定座41的u型口处;耳环螺母44与螺纹杆42可调节的旋合设置;并且盖板20上设置有与螺纹杆42对应且适配的缺口23,螺纹杆42与缺口23配合并通过耳环螺母44的作用使得盖板20与箱体10固定。
47.本方案中,箱体10的结构为四边型结构,因为在箱体10的每个侧边均设置有快拆结构件,操作人员通过拧紧或者松动耳环螺母44,就可是实现盖板20与箱体10的闭合或者松动。
48.可选的,参见图5,盖板20相对于箱体10进行打开时,为了方便使用,采用的铰链为
15
°
铰链,使得盖板20完全打开时与竖直面形成75
°
夹角姿态。
49.本技术方案设计了一种专用于变压器中环氧树脂进行干燥的箱体,通过设置带有空腔的箱体10和用于封闭空腔的盖板20,再利用抽真空组件对空腔进行抽真空操作,使得放置在空腔中并且填充有环氧树脂的变压器在真空环境中逐渐干燥,以形成较好的产品质量,并且,本方案提供的干燥箱能够放置4-9台本公司不同型号的变压器,完全能满足每天的生产需求。
50.本实施例中,在箱体10的底部还设有万向轮,以便于整个干燥箱的移动。
51.以上所述仅为本实用新型的较佳实施例,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1