一种增压空冷器侧板结构的制作方法
1.本实用新型属于增压空冷器技术领域,更具体地说,是涉及一种增压空冷器侧板结构。
背景技术:
2.现有技术中的箱式增压空冷器侧板,侧板底板与支撑筋板通过角焊缝焊接在一起,支撑筋孔加工后,连接孔部位的内侧底板与筋板没有焊接密封,气体从支撑筋孔,通过侧板底板与筋板之间的间隙流到各个角焊缝里面,在一定气压下,通过角焊缝产生泄露并很难修复。传统的箱式增压空冷器侧板,在连接孔内侧底板与筋板没有焊接密封的情况下,气体从支撑筋孔,通过侧板底板与筋板之间的间隙流串到各个角焊缝里面,在一定气压下,通过角焊缝产生泄露并很难修复。
技术实现要素:
3.本实用新型所要解决的技术问题是:提供一种结构简单,通过结构改进,实现支撑筋孔和底板通孔部位的可靠焊接密封,侧板底板与支撑筋板之间消除间隙,避免了气体流入的增压空冷器侧板结构。
4.要解决以上所述的技术问题,本实用新型采取的技术方案为:
5.本实用新型为一种增压空冷器侧板结构,所述的增压空冷器侧板结构包括侧板,侧板包括侧板底板、侧板筋板,侧板底板上设置底板通孔,侧板底板上设置的底板通孔和侧板筋板设置为密封焊接后形成密封焊接部位的结构,侧板底板和侧板筋板上设置支撑筋孔,所述的侧板筋板与侧板底板通过两侧角焊缝焊接。
6.所述的侧板底板上焊接多道侧板筋板,每道侧板筋板上的每个支撑筋孔设置为形成密封焊接部位后能够与侧板底板一起加成成型的结构。
7.所述的底板通孔的直径尺寸大于支撑筋孔直径尺寸。
8.所述的侧板筋板与侧板底板之间除了一道角焊缝外,还有密封焊接部位。
9.所述的侧板底板和侧板筋板设置为焊接连接的结构。
10.所述的侧板筋板包括两道支撑筋侧边和支撑筋底边,两道支撑筋侧边和支撑筋底边呈n字形结构,支撑筋孔位于支撑筋底边上。
11.采用本实用新型的技术方案,能得到以下的有益效果:
12.本实用新型所述的增压空冷器侧板结构,针对现有技术中的问题,提出改进方案。在侧板底板和侧板筋板焊接连接时,除了设置两侧的角焊缝焊接之外,将侧板底板上设置的底板通孔和侧板筋板进行密封焊接,密封焊接部位完成后,在侧板底板和侧板筋板上设置支撑筋孔。这样,实现侧板底板和侧板筋板的可靠焊接和密封。因此,有效解决了原来气体通过支撑筋孔内侧的侧板底板与侧板筋板之间的间隙流到外侧产生泄露的问题。原来的设计在进行气压测试时,可能发现不同位置角焊缝处的泄露,反复补焊,一方面气压测试工序时间延长,浪费人力物力,另一方面侧板补焊的时候可能造成局部尺寸的变形,影响最终
的产品尺寸精度。本实用新型的增压空冷器侧板结构,结构简单,通过结构改进,实现支撑筋孔处,侧板底板和侧板筋板可靠焊接密封,消除了侧板底板与侧板筋板之间间隙,避免了气体流入。
附图说明
13.下面对本说明书各附图所表达的内容及图中的标记作出简要的说明:
14.图1为本实用新型所述的增压空冷器的结构示意图;
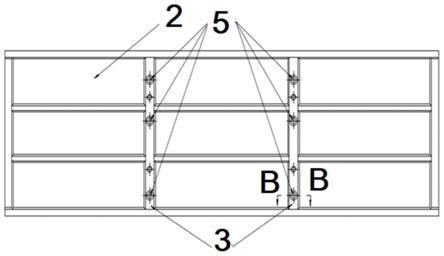
15.图2为本实用新型所述的增压空冷器侧板结构的结构示意图;
16.图3为本实用新型所述的增压空冷器侧板结构的另一角度的结构示意图;
17.图4为图2所述的增压空冷器侧板结构的b-b面的剖视结构示意图;
18.附图中标记分别为:1、侧板;2、侧板底板;3、侧板筋板;4、底板通孔; 5、支撑筋孔;6、角焊缝;7、密封焊接部位;8、上支撑筋;9、支撑筋侧边; 10、支撑筋底边。
具体实施方式
19.下面对照附图,通过对实施例的描述,对本实用新型的具体实施方式如所涉及的各构件的形状、构造、各部分之间的相互位置及连接关系、各部分的作用及工作原理等作进一步的详细说明:
20.如附图1-附图4所示,本实用新型为一种增压空冷器侧板结构,所述的增压空冷器侧板结构包括侧板1,侧板1包括侧板底板2、侧板筋板3,侧板底板 2上设置底板通孔4,侧板底板2上设置的底板通孔4和侧板筋板3设置为密封焊接后形成密封焊接部位7的结构,侧板底板2和侧板筋板3上设置支撑筋孔5,所述的侧板筋板3与侧板底板2通过两侧角焊缝6焊接。针对现有技术中的问题,提出改进方案。在侧板底板和侧板筋板焊接连接时,除了设置两侧的角焊缝焊接之外,将侧板底板上设置的底板通孔和侧板筋板进行密封焊接,密封焊接部位完成后,在侧板底板和侧板筋板上设置支撑筋孔。这样,实现侧板底板和侧板筋板的可靠焊接和密封。因此,有效解决了原来气体通过支撑筋孔内侧的侧板底板与侧板筋板之间的间隙流到外侧产生泄露的问题。原来的设计在进行气压测试时,可能发现不同位置角焊缝处的泄露,反复补焊,一方面气压测试工序时间延长,浪费人力物力,另一方面侧板补焊的时候可能造成局部尺寸的变形,影响最终的产品尺寸精度。本实用新型的增压空冷器侧板结构,结构简单,通过结构改进,实现支撑筋孔处,侧板底板和侧板筋板可靠焊接密封,消除了侧板底板与侧板筋板之间间隙,避免了气体流入,提升性能。
21.所述的侧板底板2上焊接多道侧板筋板3,每道侧板筋板3上的每个支撑筋孔5设置为形成密封焊接部位7后能够与侧板底板2一起加成成型的结构。上述结构,在侧板底板与侧板筋板焊接时,除了角焊缝,还可以设置密封焊接部位,加强密封。
22.所述的底板通孔4的直径尺寸大于支撑筋孔5直径尺寸。所述的侧板筋板3 与侧板底板2之间除了一道角焊缝6外,还有密封焊接部位7。上述结构,通过局部结构改进,有效解决气体通过侧板底板与侧板筋板之间的间隙流到外侧产生泄露的问题。
23.所述的侧板底板2和侧板筋板3设置为焊接连接的结构。
24.所述的侧板筋板3包括两道支撑筋侧边9和支撑筋底边10,两道支撑筋侧边9和支撑筋底边10呈n字形结构,支撑筋孔5位于支撑筋底边10上。
25.本实用新型所述的增压空冷器侧板结构,针对现有技术中的问题,提出改进方案。在侧板底板和侧板筋板焊接连接时,除了设置两侧的角焊缝焊接之外,将侧板底板上设置的底板通孔和侧板筋板进行密封焊接,密封焊接部位完成后,在侧板底板和侧板筋板上设置支撑筋孔。这样,实现侧板底板和侧板筋板的可靠焊接和密封。因此,有效解决了原来气体通过支撑筋孔内侧的侧板底板与侧板筋板之间的间隙流到外侧产生泄露的问题。原来的设计在进行气压测试时,可能发现不同位置角焊缝处的泄露,反复补焊,一方面气压测试工序时间延长,浪费人力物力,另一方面侧板补焊的时候可能造成局部尺寸的变形,影响最终的产品尺寸精度。本实用新型的增压空冷器侧板结构,结构简单,通过结构改进,实现支撑筋孔处,侧板底板和侧板筋板可靠焊接密封,消除了侧板底板与侧板筋板之间间隙,避免了气体流入。
26.上面结合附图对本实用新型进行了示例性的描述,显然本实用新型具体的实现并不受上述方式的限制,只要采用了本实用新型的方法构思和技术方案进行的各种改进,或未经改进将本实用新型的构思和技术方案直接应用于其他场合的,均在本实用新型的保护范围内。
技术特征:
1.一种增压空冷器侧板结构,其特征在于:所述的增压空冷器侧板结构包括侧板(1),侧板(1)包括侧板底板(2)、侧板筋板(3),侧板底板(2)上设置底板通孔(4),侧板底板(2)上设置的底板通孔(4)和侧板筋板(3)设置为密封焊接后形成密封焊接部位(7)的结构,侧板底板(2)和侧板筋板(3)上设置支撑筋孔(5),所述的侧板筋板(3)与侧板底板(2)通过两侧角焊缝(6)焊接。2.根据权利要求1所述的增压空冷器侧板结构,其特征在于:所述的侧板底板(2)上焊接多道侧板筋板(3),每道侧板筋板(3)上的每个支撑筋孔(5)设置为形成密封焊接部位(7)后能够与侧板底板(2)一起加成成型的结构。3.根据权利要求1或2所述的增压空冷器侧板结构,其特征在于:所述的底板通孔(4)的直径尺寸大于支撑筋孔(5)直径尺寸。4.根据权利要求1或2所述的增压空冷器侧板结构,其特征在于:所述的侧板筋板(3)与侧板底板(2)之间除了一道角焊缝(6)外,还有密封焊接部位(7)。5.根据权利要求1或2所述的增压空冷器侧板结构,其特征在于:所述的侧板底板(2)和侧板筋板(3)设置为焊接连接的结构。6.根据权利要求1或2所述的增压空冷器侧板结构,其特征在于:所述的侧板筋板(3)包括两道支撑筋侧边(9)和支撑筋底边(10),两道支撑筋侧边(9)和支撑筋底边(10)呈n字形结构,支撑筋孔(5)位于支撑筋底边(10)上。
技术总结
本实用新型提供一种应用于增压空冷器技术领域的增压空冷器侧板结构,所述的增压空冷器侧板结构包括侧板(1),侧板(1)包括侧板底板(2)、侧板筋板(3),侧板底板(2)上设置底板通孔(4),侧板底板(2)上设置的底板通孔(4)和侧板筋板(3)设置为密封焊接后形成密封焊接部位(7)的结构,侧板底板(2)和侧板筋板(3)上设置支撑筋孔(5),所述的侧板筋板(3)与侧板底板(2)通过两侧角焊缝(6)焊接,本实用新型的增压空冷器侧板结构,结构简单,通过结构改进,实现支撑筋孔和底板通孔部位的可靠焊接密封,侧板底板与支撑筋板之间消除间隙,避免了气体流入。入。入。
技术研发人员:钟凤琴 张静
受保护的技术使用者:凯络文换热器(中国)有限公司
技术研发日:2021.09.02
技术公布日:2022/4/6
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1