新型烟闸控制装置的制作方法
1.本实用新型涉及铝加工行业的熔炼、保温炉技术领域,更具体地说,本实用新型涉及新型烟闸控制装置。
背景技术:
2.烟闸是铝加工行业熔保炉不可缺少的设备,它对于炉子的排烟维持、炉压稳定、炉子燃料的节约起了重要作用,早期烟闸的升降是通过电机
→
减速机
→
链轮、链条带动闸板升降,升降的行程控制采用编码器来定位升降的高度。
3.但是其在实际使用时,仍旧存在一些缺点,如:原设计的减速机为:
4.s67-yej0.37-4p-227.20-m1-270
°
,采用多年后发现运行不稳定,经常受到卡阻(最早采用0.18kw的电机,后一阶段加大到0.37kw)编码器的定位控制也产生了重复精度差,定位会发生偏差,影响了闸板的正常运行,往往几个月不到就会产生闸板运行产生问题,需要进行检修,为了保持闸板运行的正常必须对其结构和控制方式作根本性的改造。
技术实现要素:
5.为了克服现有技术的上述缺陷,本实用新型的实施例提供新型烟闸控制装置,以解决现有技术的新型烟闸控制装置的问题。
6.为解决上述技术问题,本实用新型提供如下技术方案:新型烟闸控制装置,包括烟闸机箱,所述烟闸机箱的底部固定安装有支撑缓冲座组件,所述烟闸机箱的侧面固定安装有三路气控柜,所述烟闸机箱的侧面固定安装有执行气缸,所述执行气缸的顶部固定安装有拉杆式位移传感器,所述支撑缓冲座组件包括上底座和下底座,所述上底座的底端固定安装有弹簧柱,所述下底座顶部的左右两侧均固定安装有底板,所述底板内腔的左右两侧均固定安装有第一缓冲弹簧柱,所述第一缓冲弹簧柱的顶部固定连接有缓冲柱,所述缓冲柱的顶部固定连接有第二缓冲弹簧柱,所述第二缓冲弹簧柱的顶部固定连接有支撑板,所述支撑板的顶部固定安装有受压弹簧,所述支撑板的外表面活动套装有受压板。
7.其中,所述拉杆式位移传感器的表面活动套装有螺栓,所述拉杆式位移传感器通过螺栓螺纹连接在执行气缸的上方。
8.其中,所述三路气控柜由三组带不同节流孔径节流件的三位五通电磁阀组成。
9.其中,所述烟闸机箱固定安装在熔炼炉中,所述烟闸机箱的内部固定连通有导烟管。
10.其中,所述弹簧柱的底部与下底座的顶端固定连接,所述上底座的顶部与烟闸机箱的底部焊接。
11.其中,所述上底座和下底座的材质为金属钢材料,所述受压板的顶部与上底座的底部焊接。
12.其中,所述受压弹簧和第二缓冲弹簧柱、第一缓冲弹簧柱的数量有若干个。
13.本实用新型的上述技术方案的有益效果如下:
14.1、上述方案中,利用三路气控柜、执行气缸和拉杆式位移传感器等结构的相互配合,能够节约成本,响应速度快,能对炉压波动做出迅速调整,使其具有更好的传动性,同时拉杆式位移传感器用于测量和控制系统中,对位移和长度进行直接和绝对测量,工作量程最大达1250mm以及高分辨率(0.01mm),可提供精确的线性位移测量,设置三路气控柜,采用三组带不同节流孔径节流件的三位五通电磁阀进行控制,即设立三挡调节速度;当短时间炉压波动较大时比如蓄热式烧嘴定周期切换,压缩空气通过节流孔径最大的一路电磁阀,对阀板开度实行快速调节,从而达到平衡炉压的目的;其他可根据算法计算出炉压波动情况,通过给不同的电磁阀控制信号而选择相应气路,从而以适当的调节速度进行炉压的平衡;
15.2、上述方案中,利用支撑缓冲座组件及其组件等相互配合,能够在烟闸机箱的底部进行缓冲支撑,然后当烟闸机箱在工作时发生震动时,能够通过上底座和受压板、受压弹簧和支撑板等组件进行受压缓冲,以防止底部不稳定,提高烟闸机箱的稳定性。
附图说明
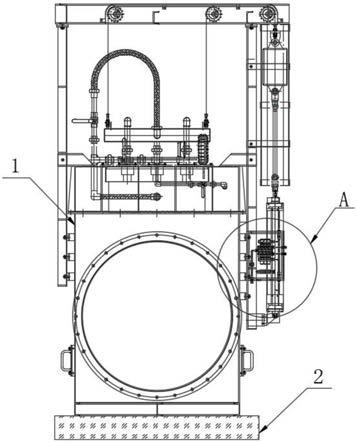
16.图1为本实用新型的整体结构示意图;
17.图2为本实用新型的烟闸机箱侧面结构示意图;
18.图3为本实用新型图1的a处放大结构示意图;
19.图4为本实用新型图2的b处放大结构示意图;
20.图5为本实用新型的支撑缓冲座组件内部结构示意图。
21.[附图标记]
[0022]
1、烟闸机箱;2、支撑缓冲座组件;3、三路气控柜;4、执行气缸;5、拉杆式位移传感器;21、上底座;22、下底座;23、弹簧柱;24、底板;25、第一缓冲弹簧柱;26、缓冲柱;27、第二缓冲弹簧柱;28、支撑板;29、受压弹簧;291、受压板。
具体实施方式
[0023]
为使本实用新型要解决的技术问题、技术方案和优点更加清楚,下面将结合附图及具体实施例进行详细描述。
[0024]
实施例1:
[0025]
如附图1至附图4本实用新型的实施例提供新型烟闸控制装置,包括烟闸机箱1,所述烟闸机箱1的底部固定安装有支撑缓冲座组件2,所述烟闸机箱1的侧面固定安装有三路气控柜3,所述烟闸机箱1的侧面固定安装有执行气缸4,所述执行气缸4的顶部固定安装有拉杆式位移传感器5,所述拉杆式位移传感器5的表面活动套装有螺栓,所述拉杆式位移传感器5通过螺栓螺纹连接在执行气缸4的上方,所述三路气控柜3由三组带不同节流孔径节流件的三位五通电磁阀组成,所述烟闸机箱1固定安装在熔炼炉中,所述烟闸机箱1的内部固定连通有导烟管。
[0026]
有益性,把原有的电动减速机改为执行气缸4,设计简单直观,节约成本,响应速度快,能对炉压波动做出迅速调整,使其具有更好的传动性,此外采用拉杆式位移传感器5,拉杆式位移传感器5用于测量和控制系统中,对位移和长度进行直接和绝对测量,工作量程最大达1250mm以及高分辨率(0.01mm),可提供精确的线性位移测量,设置三路气控柜3,采用
三组带不同节流孔径节流件的三位五通电磁阀进行控制,即设立三挡调节速度;当短时间炉压波动较大时比如蓄热式烧嘴定周期切换,压缩空气通过节流孔径最大的一路电磁阀,对阀板开度实行快速调节,从而达到平衡炉压的目的;其他可根据算法计算出炉压波动情况,通过给不同的电磁阀控制信号而选择相应气路,从而以适当的调节速度进行炉压的平衡。
[0027]
实施例2:
[0028]
如附图5所示:所述支撑缓冲座组件2包括上底座21和下底座22,所述上底座21的底端固定安装有弹簧柱23,所述下底座22顶部的左右两侧均固定安装有底板24,所述底板24内腔的左右两侧均固定安装有第一缓冲弹簧柱25,所述第一缓冲弹簧柱25的顶部固定连接有缓冲柱26,所述缓冲柱26的顶部固定连接有第二缓冲弹簧柱27,所述第二缓冲弹簧柱27的顶部固定连接有支撑板28,所述支撑板28的顶部固定安装有受压弹簧29,所述支撑板28的外表面活动套装有受压板291,所述弹簧柱23的底部与下底座22的顶端固定连接,所述上底座21的顶部与烟闸机箱1的底部焊接,所述上底座21和下底座22的材质为金属钢材料,所述受压板291的顶部与上底座21的底部焊接,所述受压弹簧29和第二缓冲弹簧柱27、第一缓冲弹簧柱25的数量有若干个。
[0029]
有益性,利用上底座21和下底座22能够在烟闸机箱1的底部进行缓冲支撑,然后当烟闸机箱1在工作时发生震动时,能够通过上底座21和受压板291、受压弹簧29和支撑板28等组件进行受压缓冲,以防止底部不稳定,提高烟闸机箱1的稳定性。
[0030]
本实用新型的工作过程如下:
[0031]
上述方案,把原有的电动减速机改为执行气缸4,设计简单直观,节约成本,响应速度快,能对炉压波动做出迅速调整,使其具有更好的传动性,此外采用拉杆式位移传感器5,拉杆式位移传感器5用于测量和控制系统中,对位移和长度进行直接和绝对测量,工作量程最大达1250mm以及高分辨率(0.01mm),可提供精确的线性位移测量,设置三路气控柜3,采用三组带不同节流孔径节流件的三位五通电磁阀进行控制,即设立三挡调节速度;当短时间炉压波动较大时比如蓄热式烧嘴定周期切换,压缩空气通过节流孔径最大的一路电磁阀,对阀板开度实行快速调节,从而达到平衡炉压的目的;其他可根据算法计算出炉压波动情况,通过给不同的电磁阀控制信号而选择相应气路,从而以适当的调节速度进行炉压的平衡,且烟闸传动机构维护成本大大降低;控制定位准确,响应速度快,重复精度高;此套控制系统亦可以应用于主排烟蝶阀、炉门收尘蝶阀;
[0032]
利用上底座21和下底座22能够在烟闸机箱1的底部进行缓冲支撑,然后当烟闸机箱1在工作时发生震动时,能够通过上底座21和受压板291、受压弹簧29和支撑板28等组件进行受压缓冲,以防止底部不稳定,提高烟闸机箱1的稳定性。
[0033]
最后应说明的几点是:首先,在本技术的描述中,需要说明的是,除非另有规定和限定,术语“安装”、“相连”、“连接”应做广义理解,可以是机械连接或电连接,也可以是两个元件内部的连通,可以是直接相连,“上”、“下”、“左”、“右”等仅用于表示相对位置关系,当被描述对象的绝对位置改变,则相对位置关系可能发生改变;
[0034]
其次:本实用新型公开实施例附图中,只涉及到与本公开实施例涉及到的结构,其他结构可参考通常设计,在不冲突情况下,本实用新型同一实施例及不同实施例可以相互组合;
[0035]
最后:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1