一种铝合金铸轧保温炉铝液温度的控制方法与流程
1.本发明涉及铝合金铸轧技术领域,具体为一种铝合金铸轧保温炉铝液温度的控制方法。
背景技术:
2.保温炉是铝合金铸轧工艺中的重要设备,在铝合金铸轧过程中承担着铝液分配、温度调整和熔体净化的重要作用,温度控制方法对铝液温度的精准稳定控制有着很大影响。
3.现有技术的温度控制方法是操作人员对保温炉内铝液温度频繁测量,当温度低于工艺控制下限时开启大功率加热,铝液迅速升温,当铝液升温达到工艺上限温度后根据经验降低加热功率,进入保温模式,低于工艺下限温度时再次加热升温。传统操作方法主要有以下几个方面的不足,一是保温炉处于频繁的加热升温和经验保温,然而经验保温并不完全可靠,温度始终处于持续的波动中,稳定性差;二是大功率加热会使高温炉气将保温炉内表层铝液温度过度加热,造成严重的铝液过烧,影响铸轧产品内部质量;三是频繁的测温致使炉门开启次数较多,耗费手持热电偶较多,操作人员劳动强度较大,也使保温炉热量的大量丧失,造成能源浪费,不利于环保。
技术实现要素:
4.本发明的目的在于提供一种铝合金铸轧保温炉铝液温度的控制方法,使保温炉内铝液和输出铝液温度均能保持稳定,有效避免温度波动对铸轧产品质量的影响,减少了铸轧产品内部晶粒组织不均和晶粒粗大缺陷的产生。
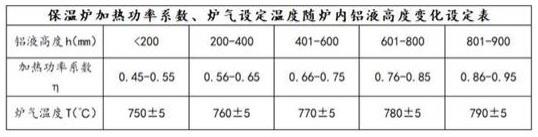
5.为解决上述技术问题,本发明一种铝合金铸轧保温炉铝液温度的控制方法包括有如下步骤:s1.测量保温炉内的铝液高度,并将铝液高度记为h;s2.根据步骤s测量的铝液高度h,设定保温炉加热功率,保温炉的额定加热功率为p
额定
,保温炉的实际加热功率为p
实际
,p
实际
=η
·
p
额定
,公式中η为加热功率系数,s2.1.当h<200mm时,η设定为0.45-0.55,此时炉气温度t为750℃
±
5℃;s2.2.当200mm≤h≤400mm时,η设定为0.56-0.65,此时炉气温度t为760℃
±
5℃;s2.3.当401mm≤h≤600mm时,η设定为0.66-0.75,此时炉气温度t为770℃
±
5℃;s2.4.当601mm≤h≤800mm时,η设定为0.76-0.85,此时炉气温度t为780℃
±
5℃;s2.5.当801mm≤h≤1000mm时,η设定为0.86-0.95,此时炉气温度t为790℃
±
5℃;s3.当保温炉内铝液高度h发生变化时,重复步骤s1和s2进行调节,直至生产结束。
6.进一步的,在熔炼炉倒炉时保温炉铝液会快速升高,所以在熔炼炉倒炉前,将η设定为0.86,待倒炉结束后再根据步骤s1和s2进行调节。
7.进一步的,在步骤s2调节时,铝液熔体温度保持在735-745℃。
8.由于保温炉炉底形状尺寸是固定的,根据体积公式v=s
底
•
h,只要保温炉内铝液高
度h即可等同于铝液体积,也可等同于铝液的质量。
9.本发明的有益效果是:1.本发明采用保温炉炉气连续控温方法替代传统的以个人经验为依据的短时间高温控温操作方法,根据铝液高度变化连续控制炉气温度的方式,实现对保温炉铝液温度和保温炉输出铝液温度的稳定控制,避免因炉气温度的急剧变化造成保温炉内铝液温度的大幅波动,降低保温加热过程对铝液过烧的影响;2.使保温炉内铝液和输出铝液温度均能保持稳定,有效避免了后续铸轧过程中的温度波动对铸轧产品质量的影响,显著减少了铸轧产品内部晶粒组织不均和晶粒粗大缺陷的产生;3.显著减少因保温炉测温需要而开启炉门的次数,减低操作人员劳动强度和减少热电偶的消耗,有效控制热量散失减少能源浪费;4.杜绝了保温炉内加热装置硅碳棒频繁的启停,延长了硅碳棒使用寿命,降低生产成本。
具体实施方式
10.本发明一种铝合金铸轧保温炉铝液温度的控制方法包括有如下步骤:s1.测量保温炉内的铝液高度,并将铝液高度记为h;s2.根据步骤s测量的铝液高度h,设定保温炉加热功率,保温炉的额定加热功率为p
额定
,保温炉的实际加热功率为p
实际
,p
实际
=η
·
p
额定
,公式中η为加热功率系数,s2.1.当h<200mm时,η设定为0.45-0.55,此时炉气温度t为750℃
±
5℃;s2.2.当200mm≤h≤400mm时,η设定为0.56-0.65,此时炉气温度t为760℃
±
5℃;s2.3.当401mm≤h≤600mm时,η设定为0.66-0.75,此时炉气温度t为770℃
±
5℃;s2.4.当601mm≤h≤800mm时,η设定为0.76-0.85,此时炉气温度t为780℃
±
5℃;s2.5.当801mm≤h≤1000mm时,η设定为0.86-0.95,此时炉气温度t为790℃
±
5℃;s3.当保温炉内铝液高度h发生变化时,重复步骤s1和s2进行调节,直至生产结束。
11.进一步的,在熔炼炉倒炉时保温炉铝液会快速升高,所以在熔炼炉倒炉前,将η设定为0.86,待倒炉结束后再根据步骤s1和s2进行调节。
12.进一步的,在步骤s2调节时,铝液熔体温度保持在735-745℃。
13.实施例一:某30t电加热保温炉使用本发明方法,在步骤s1用铝液测量装置测量保温炉内铝液高度h=862mm。
14.根据步骤s2中既下表的数据对应关系:。
15.根据步骤s1测量的铝液高度h=862mm,结合步骤s2给定的保温炉加热功率、炉气设
定温度随炉内铝液高度变化设定表,将加热功率系数η设定在0.86-0.95,经测量,当η设定在0.92时,保温炉炉气温度稳定保持在792℃-794℃之间,铝液温度稳定在738-740℃之间。
16.实施例二:在步骤s1用铝液测量装置测量保温炉内铝液高度h=410mm。
17.根据步骤s2将η设定在0.66-0.75,经测量,当η设定在0.66时,保温炉炉气温度可以稳定保持在765-768℃之间,铝液温度稳定在740-742℃之间。
18.实施例三:在步骤s1用铝液测量装置测量保温炉内铝液高度h=187mm。
19.根据步骤s2将η设定在0.45-0.55,经测量,当η设定在0.53时,保温炉炉气温度可以稳定保持在752-755℃之间,铝液温度稳定在738-740℃之间。
20.由于h=187mm,铝液高度已到较低水平,连续生产过程中此时需要熔炼炉倒炉以维持铝液供给,保温炉在熔炼炉倒炉过程中铝液液面会快速升高,倒炉前将保温炉加热功率系数η预先设定到0.86,倒炉后多余保温炉液位高度h=825mm,根据步骤s2将,加热功率系数η设定在0.86-0.95,经测量,将加热功率系数η设定在0.91时,使保温炉炉气温度可以稳定保持在792-795℃之间,铝液温度稳定在739-741℃之间。随着连续生产过程中保温炉内铝液高度的降低,在不同铝液高度时需重复步骤s1和s2,直至生产结束。
21.实施例四:在步骤s1用铝液测量装置测量保温炉内铝液高度h=161mm。
22.根据步骤s2将η设定在0.45-0.55,经测量,当η设定在0.46时,保温炉炉气温度可以稳定保持在748-751℃,铝液温度稳定在735-738℃。
23.铝液高度h=161mm已到保温炉正常生产下限,根据停机计划,在保持功率系数η=0.46的设定不变的情况下放干保温炉铝液,然后停电停炉。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1