无铆压式铁素体油冷器的制作方法
1.本发明涉及油冷器技术领域,具体为无铆压式铁素体油冷器。
背景技术:
2.油冷却器是液压系统和润滑系统中普遍使用的一种油冷却设备。利用该设备可使具有一定温差的两种流体介质实现热交换,从而达到降低油温,保证系统正常运行的目的,传统油冷器在生产过程中使用的是采用304不锈钢,需要通过对周边进行固定式铆压以达到密闭的效果。
3.由于304不锈钢的强度和导热性能较弱,周边的铆压结构会引起板片变形,同时阻碍板片在钎焊过程中的自由合理移动,最终引起钎焊缺陷,同时会增加制造成本。
技术实现要素:
4.本发明的目的在于提供无铆压式铁素体油冷器,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:无铆压式铁素体油冷器,包括外芯板,所述外芯板设置有多个上下垂直排布,相邻外芯板之间均固定连接有内芯板,内芯板与位于其顶部的外芯板连接处之间固定连接有水侧隔圈,内芯板与位于其底部的外芯板连接处之间固定连接有油翅片,所述外芯板和内芯板连接处上下贯穿设置有通孔,所述外芯板和内芯板的连接处设置有两个。
6.更进一步地,位于最上方的所述外芯板顶部位于通孔的上方固定连接有法兰接头,法兰接头顶部开设有与通孔相连接的连接孔。
7.更进一步地,所述法兰接头为圆角三角形结构,法兰接头顶部位于连接孔的两侧分别开设有固定孔。
8.更进一步地,所述外芯板和内芯板均为z形结构,相邻的外芯板和内芯板之间通过钎焊固定,相邻的外芯板1和内芯板2的通孔处呈相反方向翻边。
9.更进一步地,位于最下方的所述外芯板底部固定连接有封板,封板位于通孔下方将通孔密封。
10.更进一步地,所述封板底部中心处设置有圆形凹坑,以优化油冷器的耐压寿命性能。
11.与现有技术相比,本发明的有益效果是:
12.该无铆压式铁素体油冷器,通过在外芯板和内芯板之间采用免铆压式的结构,可以避免因为铆压引起变形,从而避免最终的产品结构连接强度减弱,同时提高产品的价格优势。
13.同时,整体采用采用铁素体不锈钢替代传统的奥氏体304不锈钢材料,可以进一步提高产品的强度及产品换热性能。
附图说明
14.图1为本发明的半剖结构示意图;
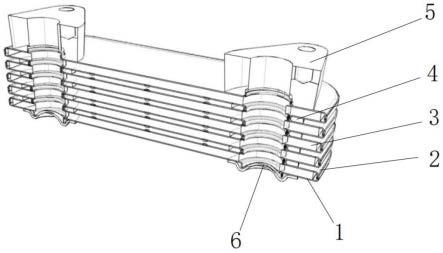
15.图2为本发明的整体结构示意图;
16.图3为本发明的外芯板和内芯板的连接结构示意图;
17.图4为传统情况下外芯板和内芯板的连接结构示意图;
18.图5为本发明的实体半剖结构示意图;
19.图6为本发明的图5中a处放大结构示意图。
20.图中:1、外芯板;2、内芯板;3、油翅片;4、水侧隔圈;5、法兰接头;6、封板。
具体实施方式
21.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
22.需要说明的是,在本发明的描述中,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,并不是指示或暗示所指的装置或元件所必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.此外,应当理解,为了便于描述,附图中所示出的各个部件的尺寸并不按照实际的比例关系绘制,例如某些层的厚度或宽度可以相对于其他层有所夸大。
24.应注意的是,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义或说明,则在随后的附图的说明中将不需要再对其进行进一步的具体讨论和描述。
25.本设备针对传统的油冷器上存在的使用材料的弊端以及铆压连接的弊端进行改进,在传统的奥氏体材料基础上,开发适用于更高强度的铁素体不锈钢材料的冲压模具;
26.在产品的生产过程中,取消了传统的板片铆压方式,直接叠装后进行真空高温钎焊,整个油冷器的连接部位均采用钎焊工艺进行焊接固定,保证其密封性,整体均采用更高强度的铁素体不锈钢材料制成,提高产品的强度。
27.如图1-图6所示,本发明提供一种技术方案:无铆压式铁素体油冷器,包括外芯板1,外芯板1设置有多个上下垂直排布,相邻外芯板1之间均固定连接有内芯板2,内芯板2与位于其顶部的外芯板1连接处之间固定连接有水侧隔圈4,内芯板2与位于其底部的外芯板1连接处之间固定连接有油翅片3,外芯板1和内芯板2连接处上下贯穿设置有通孔,外芯板1和内芯板2的连接处设置有两个,位于最上方的外芯板1顶部位于通孔的上方固定连接有法兰接头5,法兰接头5顶部开设有与通孔相连接的连接孔,法兰接头5为圆角三角形结构,法兰接头5顶部位于连接孔的两侧分别开设有固定孔,外芯板1和内芯板2均为z形结构,相邻的外芯板1和内芯板2的通孔处呈相反方向翻边,相邻的外芯板1和内芯板2之间通过钎焊固定,位于最下方的外芯板1底部固定连接有封板6,封板6位于通孔下方将通孔密封,封板6底部中心处设置有圆形凹坑。
28.需要注意的是,通过在外芯板1和内芯板之2间采用免铆压式的结构,外芯板1和内
芯板2根据使用场景的不同设置有多层,从而满足散热需求,设置在外芯板1和内芯板2之间的油翅片3用于对高温油进行散热,同时设置的水侧隔圈4能够实现外芯板1和内芯板2连接处的密封性保证,这种钎焊的连接方式可以避免因为铆压引起变形,从而避免最终的产品结构连接强度减弱,同时提高产品的价格优势,同时,整体采用采用铁素体不锈钢替代传统的奥氏体304不锈钢材料,解决了304不锈钢的强度和导热性能较弱,周边的铆压结构会引起板片变形,从而可以进一步提高产品的强度及产品换热性能。
29.如图3和图4所示所示,图3展示了本油冷器内芯板2和外芯板1之间的连接关系,图4展示了传统情况下内芯板2和外芯板1之间的铆压连接关系,在使用过程中,两个法兰接头5分别为进油端和出油端,从而在进入油冷器的过程中会填满内芯板2和外芯板1之间的间隙,并利用油翅片3的高导热形以及所使用的铁素不锈钢材料进行快速的热量传递,配合冷却液流经芯板外部表面时,能够将热量快速的带出,从而提高整个油冷器的散热效率,由于冷却的油具有较高的温度并带有一定的工作压力,尤其是在发动机冷启动时,压力脉冲更加明显,使用的封板6可能会出现膨胀的现象,因此封板6的底部设置有圆形凹坑,圆形凹坑能够传递冷却油内部压力至其他非垂直封板6的方向,封板6与外形板的连接位置的拉扯应力,从而提高整个油冷器的使用寿命。传统的铆压方式在面对高温真空钎焊时,由于材料热胀冷缩及钎焊前的相互位置影响,需要发生一定的板片移动,但是铆压方式会阻碍材料的自由热胀和移动,从而影响钎焊质量,并最终导致产品早期失效,并引起发动机大修甚至报废。
30.需要注意的是,油翅片3在选材的过程中应当选用导热效率高的材质,如铜或者碳钢,能够尽可能快速的将热量传递给外芯板1和内芯板2,从而高效的对油液进行降温。
31.除了在外接放置散热风扇进行油冷器的整体降温以外,还可以将整个油冷器放置在循环的冷却水中,采用水冷方式进行散热,水冷散热的成本比较高,散失效果较好,适合需要快速对油液进行降温的使用环境中,在内芯板2和外芯板1之间设置的水侧隔圈4正是应对此种环境,能够增加整个油冷器的密封性能,防止冷却水的进入保证发动机的恒温运行和油品的质量。
32.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1