一种矩形阶梯式热交换器的制作方法
1.本实用新型属于超低温设备技术领域,具体涉及一种矩形阶梯式热交换器。
背景技术:
2.稀释制冷机具有超强的冷却能力,可以提供mk级温度,在量子计算、材料研究,基础物理研究等方面占有非常重要的地位。
3.热交换器作为稀释制冷机的“心脏”,对整套设备的性能起到决定作用。热交换器是利用回冷的氦对注入的氦进行预冷并冷却到极低温度。
4.现有技术中,传统热交换器常采用连续式热交换器,虽然一定程度上与注入的氦起到冷却作用,但是由于热交换不充分,无法有效利用回冷氦的冷量,导致冷量的浪费,最低温度只能到100mk左右,使得稀释制冷机的最低温受到限制,并且该类热交换器加工复杂,内部存在交叉泄漏的危险。
5.如果要获得更低的温度,需要提高对回流氦冷量的使用效率。
技术实现要素:
6.为解决现有技术中存在的不足,本实用新型的目的在于,提供一种矩形阶梯式热交换器,通过增大热接触面积,有效提高了回流氦冷量的利用效率,同时改善了制作工艺,降低了整个装置的热漏。
7.本发明采用如下的技术方案。
8.一种矩形阶梯式热交换器,包括:浓相换热部件、稀相换热部件和分隔板,其特征在于:
9.分隔板位于浓相换热部件和稀相换热部件中间,浓相换热部件和稀相换热部件以分隔板为中心呈180
°
对称布置;
10.浓相换热部件包括:浓相外壳和浓相烧结银饼;浓相外壳的边缘与分隔板的上表面焊接为闭合整体,浓相烧结银饼的上表面与浓相外壳焊接,浓相烧结银饼的下表面与分隔板的上表面焊接;
11.稀相换热部件包括:稀相外壳和稀相烧结银饼;稀相外壳的边缘与分隔板的下表面焊接为闭合整体;稀相烧结银饼的下表面与稀相外壳焊接,稀相烧结银饼的上表面与分隔板的下表面焊接。
12.分隔板的上表面的面积大于浓相外壳与浓相烧结银饼的上表面的焊接接触面积之和;
13.分隔板的下表面的面积大于稀相外壳与稀相烧结银饼的下表面的焊接接触面积之和。
14.优选地,分隔板采用纯银片制造而成。
15.浓相烧结银饼和稀相烧结银饼均由纯度高于99.999%的银粉烧制而成,浓相烧结银饼和稀相烧结银饼的长度、宽度、高度均相同。
16.优选地,浓相烧结银饼和稀相烧结银饼的热接触面积大于20m2。
17.所述浓相换热部件还包括浓相氦导管;
18.浓相外壳设有半圆形凹槽,浓相烧结银饼与浓相外壳的半圆形凹槽形成闭合空间,闭合空间内为中空,在闭合空间的进口端和出口端浓相外壳分别与浓相氦导管进行焊接。
19.所述稀相换热部件还包括稀相氦导管;
20.稀相外壳设有半圆形凹槽,稀相烧结银饼与稀相外壳的半圆形凹槽形成闭合空间,闭合空间内为中空,在闭合空间的进口端和出口端稀相外壳分别与稀相氦导管进行焊接。
21.优选地所述浓相外壳的半圆形凹槽的直径小于所述稀相外壳的半圆形凹槽的直径;浓相外壳的半圆形凹槽与稀相外壳的半圆形凹槽错位布置。
22.优选地,浓相氦导管和稀相氦导管均为筒状结构;并且稀相氦导管的直径大于浓相氦导管的直径;浓相氦导管与稀相氦导管错位布置。
23.优选地,所述稀相氦导管采用铜制成;
24.所述浓相氦导管采用铜制成。
25.本发明的有益效果在于,与现有技术相比,
26.1)本实用新型整体采用对称式夹心结构,浓、稀相换热部件,除浓、稀相换热部件外壳的凹槽直径及浓、稀相氦导管直径尺寸外,整体结构设计一致;分隔板位于浓、稀相换热部件中间,二者以分隔板为中心呈180
°
对称,保证了浓、稀相换热部件传递冷量和接收冷量的一致。本设计有效利用回流氦的冷量对即将注入稀释制冷机混合氦室的氦进行预冷,提高了冷量利用效率;
27.2)大尺寸烧结银饼通过增大热接触面积,减小了注入氦和回流氦之间的热阻,也大大提高了冷量的利用效率;高纯银分隔板,尽可能消除了浓、稀两相的氦发生交叉泄漏的风险;热交换器整体采用焊接工艺,避免打孔,使得整个装置热漏小于10nw,制作高效,维护成本低。
附图说明
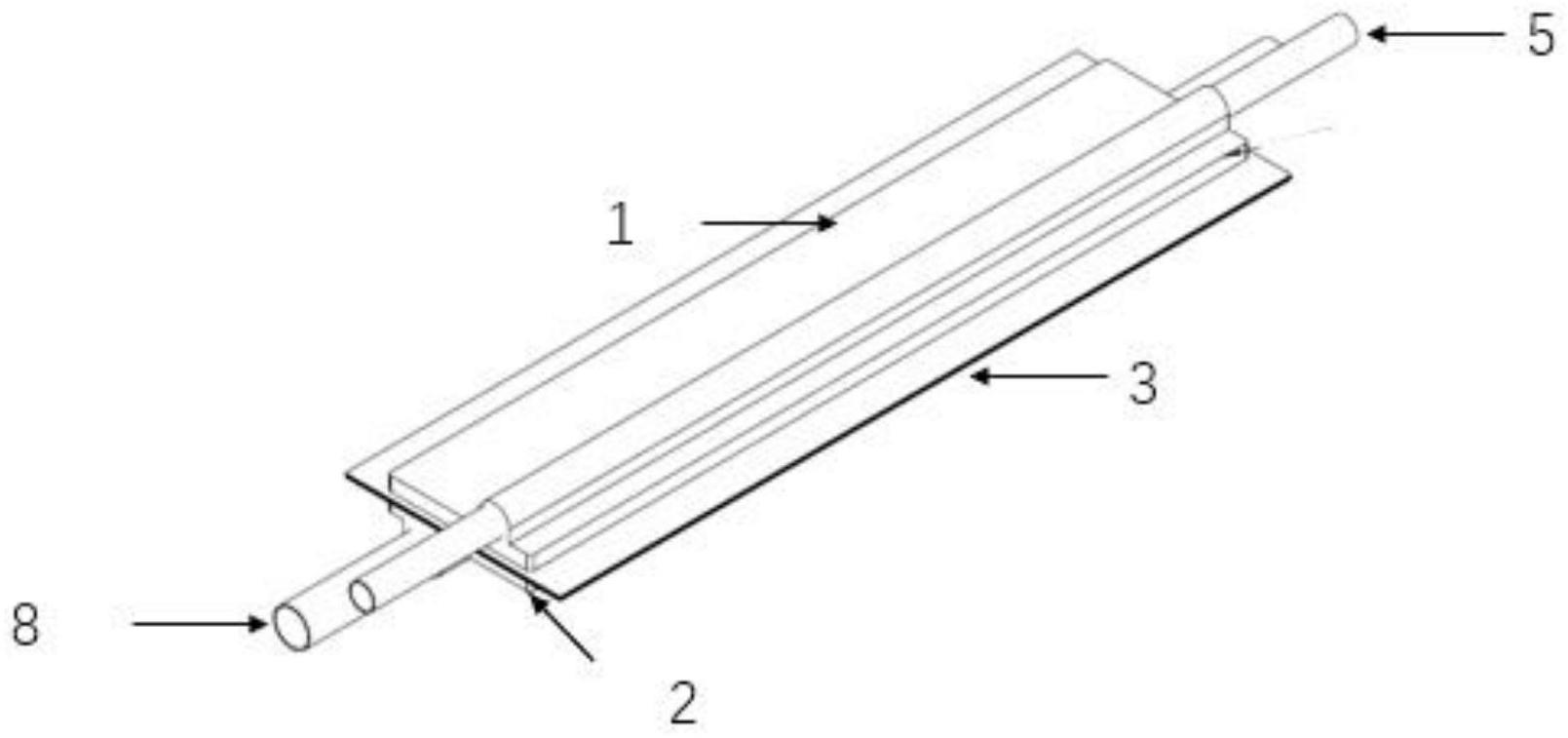
28.图1是本实用新型的一种矩形阶梯式热交换器的斜视图;
29.图2是本实用新型的一种矩形阶梯式热交换器的截面图;
30.图1至2中附图标记说明如下:
31.1-浓相换热部件、2-稀相换热部件、3-分隔板、4-浓相外壳、5-浓相氦导管、6-浓相烧结银饼、7-稀相外壳、8-稀相氦导管、9-稀相烧结银饼。
具体实施方式
32.下面结合附图对本技术作进一步描述。以下实施例仅用于更加清楚地说明本发明的技术方案,而不能以此来限制本技术的保护范围。
33.实施例1,一种矩形阶梯式热交换器。
34.如图1、图2所示,本实用新型的一种矩形阶梯式热交换器,包括:浓相换热部件1、稀相换热部件2以及分隔板3。
35.分隔板3位于浓相换热部件1和稀相换热部件2中间;浓相换热部件1和稀相换热部件2以分隔板3为中心呈180
°
对称布置。
36.浓相换热部件1包括:浓相外壳4、浓相氦导管5和浓相烧结银饼6;浓相外壳4的边缘与分隔板3的上表面焊接为闭合整体,浓相烧结银饼6的上表面与浓相外壳4焊接,浓相烧结银饼6的下表面与分隔板3的上表面焊接。
37.浓相外壳4设有半圆形凹槽,浓相烧结银饼6与浓相外壳4的半圆形凹槽形成闭合空间,闭合空间为中空,在闭合空间的进口端和出口端浓相外壳4分别与浓相氦导管5进行焊接。
38.稀相换热部件2包括:稀相外壳7、稀相氦导管8和稀相烧结银饼9;稀相外壳7的边缘与分隔板3的下表面焊接为闭合整体;稀相烧结银饼9的下表面与稀相外壳7焊接,稀相烧结银饼9的上表面与分隔板3的下表面焊接。
39.稀相外壳7设有半圆形凹槽,稀相烧结银饼9与稀相外壳7的半圆形凹槽形成闭合空间,闭合空间为中空,在闭合空间的进口端和出口端稀相外壳7分别与稀相的氦导管8进行焊接。
40.浓相外壳4的半圆形凹槽与稀相外壳7的半圆形凹槽错位布置。
41.浓相外壳4与稀相外壳7均位于热交换器最外部,其材质热导性差,可选不锈钢材质制成,可以有效降低整个热交换器的热漏;浓相外壳4与稀相外壳 7的一部分为半圆形凹槽,凹槽两端与对应的氦导管连接,且浓相外壳4凹槽直径小于稀相外壳的凹槽直径;浓相外壳4与稀相外壳7边缘与分隔板焊接在一起,形成闭合整体。
42.浓相氦导管5用于传输即将进入稀释制冷机混合室的氦,稀相氦导管8用于传输从稀释制冷机混合室出来的氦。浓相氦导管5和稀相氦导管8均为筒状结构,稀相氦导管8直径略粗于浓相氦导管5,均采用导热性能好的铜制成。由于稀相氦导管8中氦的温度低,粘滞系数较大,要保证提供给浓相氦足够的冷量,需要增大直径,提高氦的通量。
43.本实施例优选地,分隔板(3)采用纯银片制造而成,浓相烧结银饼6和稀相烧结银饼9由纯度大于99.999%高纯银粉烧制而成,浓相烧结银饼6和稀相烧结银饼9的热接触面积面积大于20m2,内嵌于浓相外壳4与稀相外壳7内部;浓、稀相烧结银饼长度、宽度、高度均相同,与对应的外壳及分隔板焊接在一起。
44.分隔板位于整个热交换器的中心,分隔板上、下两侧分别为浓相换热部件 1和稀相换热部件2。具体地,中心部分与浓相烧结银饼6和稀相烧结银饼9相连,周边与所述浓相外壳4和稀相外壳7边缘焊接在一起。为了方便焊接,分隔板尺寸略大于浓相外壳4与稀相外壳7。
45.分隔板3的上表面的面积大于浓相外壳4与浓相烧结银饼6的上表面的焊接接触面积之和。
46.分隔板3的下表面的面积大于稀相外壳7与稀相烧结银饼9的下表面的焊接接触面积之和。
47.浓相换热部件1和稀相换热部件2整体外观均呈阶梯状,其内部部件紧密接触。
48.浓相氦导管5和稀相氦导管8错位布置。
49.与现有技术相比,本实用新型的有益效果在于:
50.1)本实用新型整体采用对称式夹心结构,浓、稀相换热部件,除浓、稀相换热部件
外壳的凹槽直径及浓、稀相氦导管直径尺寸外,整体结构设计一致;分隔板位于浓、稀相换热部件中间,二者以分隔板为中心呈180
°
对称,保证了浓、稀相换热部件传递冷量和接收冷量的一致。本设计有效利用回流氦的冷量对即将注入稀释制冷机混合氦室的氦进行预冷,提高了冷量利用效率;
51.2)大尺寸烧结银饼通过增大热接触面积,减小了注入氦和回流氦之间的热阻,也大大提高了冷量的利用效率;高纯银分隔板,尽可能消除了浓、稀两相的氦发生交叉泄漏的风险;热交换器整体采用焊接工艺,避免打孔,使得整个装置热漏小于10nw,制作高效,维护成本低。
52.本实用新型申请人结合说明书附图对本实用新型的实施示例做了详细的说明与描述,但是本领域技术人员应该理解,以上实施示例仅为本实用新型的优选实施方案,详尽的说明只是为了帮助读者更好地理解本发明精神,而并非对本发实用新型保护范围的限制,相反,任何基于本实用新型的精神所作的任何改进或修饰都应当落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1