T酸废水回收系统的制作方法
t酸废水回收系统
技术领域
1.本发明属于环保领域,涉及t酸废水,具体涉及一种t酸废水回收系统。
背景技术:
2.t酸工业废水主要来源于产品生产工序的酸析和过滤工段,其主要成份为水溶性萘胺磺酸类有机物和少量的无机酸及其盐类物质。该废水因其具有高浓度、高酸度、高盐度、高色度等特点,导致治理难度大。目前国内就t酸工业废水开发了吸附、凝聚、焚烧等处理技术,虽在一定程度上解决因其产生的环境污染问题,但实际运行成本较高。络合萃取分离技术通过选用合适的萃取体系,对废水中的有机污染物进行高效分离,大幅度降低水体特征污染物含量,同时可以回收溶解于废水中的产品,在实现废水资源化的同时,降低废水后续深度治理的处理难度与运行成本。通常选择叔胺类物质(如三辛胺、三癸胺、n235等)为络合剂与其他稀释剂组成复合萃取剂,但实际处理过程中易发生乳化现象,且在反萃过程中存在油水分离困难的现象。
3.针对这一问题,公开号为cn106745444a的中国发明专利公开了一种t酸工业废水的处理方法,包括以下步骤:(1)向t酸工业废水中加入由稀释剂和络合剂2,6-二乙基苯胺基-n-乙基丙基醚组成的萃取剂进行萃取,并进行油水分离;(2)向步骤(1)萃取后的有机相中加入反萃剂无机碱溶液,使有机相中的t酸以离子形式转移到反萃液中,同时将萃取剂再生;(3)向步骤(2)反萃水相中加入无机酸溶液进行酸化处理,使t酸析出;(4)将析出的固体进行过滤,得到t酸产品。该技术方案需要利用大量的稀释剂和络合剂组我诶萃取剂来进行t酸萃取,但是,废水中含有氨氮,并不能有效的处理,造成污染。
技术实现要素:
4.针对现有技术中的问题,本发明提供了一种t酸废水回收处理系统,解决了现有工艺处理氨氮不佳,造成二次污染的问题,利用中空纤维膜丝进行跨膜分相处理,不仅实现了氨氮的分离,而且确保了氨氮的快速吸收,杜绝了污染。
5.为实现以上技术目的,本发明的技术方案是:
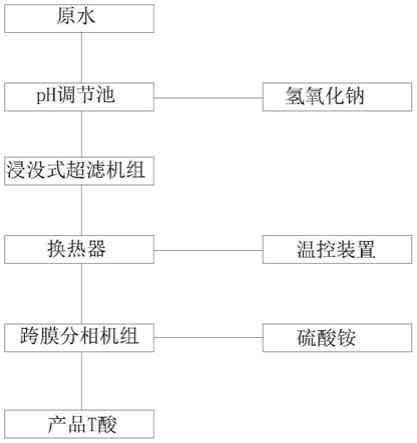
6.t酸废水回收处理系统,包括ph调节池、浸没式超滤机组、换热器和跨膜分相机组,所述ph调节池内设置有进水端和进水端,且所述进水端与原水池连通,出水端连通浸没式超滤机组,所述浸没式超滤机组的出水端与换热器的进水端相通,所述换热器上设置有温控装置,且所述换热器的出水端与跨膜分相机组的进水端相通;
7.废水通过ph调节池的进水端进入至ph调节池内,ph调节池中采用碱性材料调节废水的ph值,将废水的ph值调节在10以上,一般为10.5,同时,碱性材料一般采用氢氧化钠,优选为氢氧化钠溶液,浓度为1-5mo l/l;氢氧化钠材料在水中的溶解过程中是放热过程,造成ph调节池局部温度不稳,氨气转化为气体形成外泄,带来二次污染,ph调节池采用密封水池;
8.经ph调节池处理后的废水进入至浸没式超滤膜机组,浸没式超滤膜机组利用超滤
膜本身的过滤效果,将废水内的悬浮物去除,大大降低了悬浮物的含量;
9.经浸没式超滤膜机组过滤后的废水通入至换热器内,换热器利用蒸汽热源将废水的温度上升至35-45℃,所述换热器内设置有温控装置,温度控制出口的温度,温度上升后的废水通入至跨膜分相机组内;
10.经换热器升温后的废水通入至跨膜分相机组内进行脱氨处理,所述跨膜分相机组采用多级串联循环膜脱氨,且所述膜采用中空纤维膜丝,所述废水通入至中空纤维膜丝外侧,且中空纤维膜丝内侧通有吸收酸。吸收酸采用硫酸,且ph控制1-2;
11.经过脱氨处理后的废水位于中空纤维膜丝的外侧,ph值在10左右,在ph监测下加入酸液,将废水的ph调节至6-9,得到产品t酸。
12.中空纤维膜丝内侧的吸收酸吸收氨气后,ph上升,并超过2,当ph超过2时,吸收酸的吸氨能力大幅度下降,为保持吸收酸的吸氨能力,将吸氨处理后的酸吸收液与新鲜的吸收酸混合,将ph调节至1-2,并通入至中空纤维膜丝的内侧。
13.吸收氨气后的酸吸收液的ph为2左右,并设置有铵盐排放泵,铵盐排放泵将酸吸收液通入铵盐处理单元,并将硫酸铵转化为产品,一般采用蒸发器进行蒸发结晶。
14.所述铵盐处理单元前端设置有铵盐ph回调单元。
15.从以上描述可以看出,本发明具备以下优点:
16.1.本发明解决了现有工艺处理氨氮不佳,造成二次污染的问题,利用中空纤维膜丝进行跨膜分相处理,不仅实现了氨氮的分离,而且确保了氨氮的快速吸收,杜绝了污染。
17.2.本发明利用ph监测的方式稳定调节吸收酸的ph,确保吸收酸的循环使用。
附图说明
18.图1是本发明实施例的结构示意图。
具体实施方式
19.结合图1,详细说明本发明的一个具体实施例,但不对本发明的权利要求做任何限定。
20.如图1所示,t酸废水回收处理系统,包括ph调节池、浸没式超滤机组、换热器和跨膜分相机组,所述ph调节池内设置有进水端和进水端,且所述进水端与原水池连通,出水端连通浸没式超滤机组,所述浸没式超滤机组的出水端与换热器的进水端相通,所述换热器上设置有温控装置,且所述换热器的出水端与跨膜分相机组的进水端相通;
21.废水通过ph调节池的进水端进入至ph调节池内,ph调节池中采用碱性材料调节废水的ph值,将废水的ph值调节在10以上,一般为10.5,同时,碱性材料一般采用氢氧化钠,优选为氢氧化钠溶液,浓度为1-5mol/l;氢氧化钠材料在水中的溶解过程中是放热过程,造成ph调节池局部温度不稳,氨气转化为气体形成外泄,带来二次污染,ph调节池采用密封水池;
22.经ph调节池处理后的废水进入至浸没式超滤膜机组,浸没式超滤膜机组利用超滤膜本身的过滤效果,将废水内的悬浮物去除,大大降低了悬浮物的含量;
23.经浸没式超滤膜机组过滤后的废水通入至换热器内,换热器利用蒸汽热源将废水的温度上升至35-45℃,所述换热器内设置有温控装置温度控制出口的温度,温度上升后的
废水通入至跨膜分相机组内;
24.经换热器升温后的废水通入至跨膜分相机组内进行脱氨处理,所述跨膜分相机组采用多级串联循环膜脱氨,且所述膜采用中空纤维膜丝,所述废水通入至中空纤维膜丝外侧,且中空纤维膜丝内侧通有吸收酸,氨氮以气态形式由水侧向酸侧迁移,与吸收酸反应结合,随着反应的进行,水侧的氨氮不断减少,通过吸收酸完全去除,该处理过程能够将氨氮控制在5ppm以下。吸收酸采用硫酸,且ph控制1-2;
25.经过脱氨处理后的废水位于中空纤维膜丝的外侧,ph值在10左右,在ph监测下加入酸液,将废水的ph调节至6-9,得到产品t酸。
26.中空纤维膜丝内侧的吸收酸吸收氨气后,ph上升,并超过2,当ph超过2时,吸收酸的吸氨能力大幅度下降,为保持吸收酸的吸氨能力,将吸氨处理后的酸吸收液与新鲜的吸收酸混合,将ph调节至1-2,并通入至中空纤维膜丝的内侧。
27.吸收氨气后的酸吸收液的ph为2左右,并设置有铵盐排放泵,铵盐排放泵将酸吸收液通入铵盐处理单元,并将硫酸铵转化为产品,一般采用蒸发器进行蒸发结晶。
28.所述铵盐处理单元前端设置有铵盐ph回调单元。
29.本技术方案中的废水为氨氮废水,同时含有t酸,在处理过程中采用中空纤维膜丝进行跨膜分相脱氨。氨氮在碱性溶液中会转化为氨气和水,这一过程中属于可逆反应,在ph和温度的作用下,铵根离子会加速向氨气转化。运行中,含氨氮废水流动在中空纤维膜丝的外侧,酸吸收液流动在中空纤维的内侧。废水中ph提高或者温度上升时,上述平衡将会向右移动,铵根离子nh
4+
变成游离的气态nh3。这时气态nh3可以透过中空纤维表面的微孔从壳程中的废水相进入管程的酸吸收液相,被酸液吸收立刻又变成离子态的nh
4+
。保持废水的ph在10以上,并且温度在35℃-45℃之间,这样废水相中的nh
4+
就会源源不断地变成nh3向吸收液相迁移。从而废水侧的氨氮浓度不断下降,直至达到用户满意的标准;而酸吸收液相由于只有酸和nh
4+
,所以形成的是非常纯净的铵盐,并且在不断地循环后达到一定的浓度,可以被回收利用。
30.该跨膜分相脱氨方式能够精确控制脱除率,且氨氮脱除效率高,同时能耗大幅度下降,无氨气泄露,实现了清洁生产。
31.综上所述,本发明具有以下优点:
32.1.本发明解决了现有工艺处理氨氮不佳,造成二次污染的问题,利用中空纤维膜丝进行跨膜分相处理,不仅实现了氨氮的分离,而且确保了氨氮的快速吸收,杜绝了污染。
33.2.本发明利用ph监测的方式稳定调节吸收酸的ph,确保吸收酸的循环使用。
34.可以理解的是,以上关于本发明的具体描述,仅用于说明本发明而并非受限于本发明实施例所描述的技术方案。本领域的普通技术人员应当理解,仍然可以对本发明进行修改或等同替换,以达到相同的技术效果;只要满足使用需要,都在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1