一种CO变换冷凝液精制工艺系统的制作方法
一种co变换冷凝液精制工艺系统
技术领域
1.本实用新型属于煤化工及设备技术领域,尤其是涉及一种co变换冷凝液精制工艺系统。
背景技术:
2.凝液汽提装置主要是以气化高闪气和低压蒸汽作为热源,将co变换装置产生的高温变换冷凝液和低温变换冷凝液进行净化,除去凝液中含有的h2s、nh3、co等气体,然后送回气化装置,作为气化装置的补水,减少气化装置脱盐水的补充。
3.常见的低温变换冷凝液处理工艺有单塔汽提流程和两塔汽提流程,具体流程分别如下:
4.单塔汽提流程:来自变换工段洗氨塔的低温冷凝液经过一道压力调节阀减压至0.5mpa进入低温冷凝液汽提塔顶部,高温冷凝液闪蒸罐顶部闪蒸汽进入汽提塔中部作为补充热媒,气化高闪气和低压蒸汽作为主要汽提热媒,低温冷凝液汽提塔操作压力0.24mpa,塔顶汽提气(0.24mpa,120℃)经过水冷器冷却至75℃,进重力式气液分离罐进行气液分离,气相经复热15
‑
30℃送硫磺回收装置,液相可以选择回流至汽提塔或者外送污水处理。低温冷凝液汽提塔塔底凝液(0.24mpa,130℃)经泵加压至2.0mpa后送回气化装置除氧器。
5.公开(公告)号:cn104495965a公开了一种双塔汽提流程,此流程设置co2汽提塔和nh3精馏塔,co2汽提塔汽提出的酸性气送至硫磺回收单元,nh3精制塔分提馏段和精馏段,提馏段用于提取出co2汽提塔液体中的氨,精馏段制备富氨气或氨水。
6.传统的co变换工段冷凝液处理工艺一般存在以下问题:
7.1)高温冷凝液的处理比较简单,返回气化的高温冷凝液中含酸性气体成分较高,加重气化装置工艺水系统的腐蚀;
8.2)低温冷凝液单塔汽提工艺汽提塔出口含h2s、nh3、co2等介质,容易在低温情况形成碳铵结晶,堵塞管道阀门,造成汽提装置停车;
9.3)汽提塔出口汽提气含有co和h2,直接送入硫磺回收装置处理,造成了产品的浪费;
10.4)双塔流程氨精制塔进料为co2汽提塔塔底的凝液,塔负荷大,设备投资高,精制的富氨气或氨水纯度较低。
技术实现要素:
11.有鉴于此,本实用新型旨在提出一种co变换冷凝液精制工艺系统,采用四塔凝液装置对高温冷凝液进行精制,以克服现有技术的缺陷。
12.为达到上述目的,本实用新型的技术方案是这样实现的:一种co变换冷凝液精制工艺系统,包括高温冷凝液汽提塔、低温冷凝液汽提塔、汽提气分离塔和二氧化碳汽提塔,所述高温冷凝液汽提塔塔顶通过管路依次连接有废热锅炉和气液分离器,气液分离器顶部采出口和底部采出口分别通过管路与低温冷凝液汽提塔塔体中部采入口连接,高温冷凝液
汽提塔塔底通过管路与冷凝液泵连接;
13.低温冷凝液汽提塔塔顶采出口通过水冷管路与汽提气分离塔塔底一侧采入口连接,水冷管路上连接有水冷器,低温冷凝液汽提塔塔底采出口通过管路与洗涤水加热器连接;
14.汽提气分离塔塔底通过管路与洗涤水加热器连接,洗涤水加热器通过管路与二氧化碳汽提塔中部采入口连接;
15.二氧化碳汽提塔塔底采出口分为两条支路,一条支路与氨精制装置连接,另一条支路上连接有再沸器,再沸器通过回流管路连接至二氧化碳汽提塔塔底一侧。
16.其中,所述高温冷凝液闪蒸罐罐体一侧连接有高温冷凝液输入管路,高温冷凝液闪蒸罐顶部采出口通过管路与高温冷凝液汽提塔塔底一侧连接,高温冷凝液闪蒸罐底部采出口通过管路与液力透平连接,液力透平连接有两条支路,一条支路与高温冷凝液汽提塔塔顶一侧连接,另一条支路与冷凝液泵连接。
17.其中,所述汽提气分离塔塔顶采出口连接有气体采出管路;
18.汽提气分离塔和二氧化碳汽提塔的塔顶一侧分别连接洗涤水输入管路;
19.二氧化碳汽提塔塔顶采出口连接有酸性气体采出管路。
20.其中,所述高温冷凝液汽提塔和低温冷凝液汽提塔的塔底一侧分别连接有蒸汽输入管路;
21.高温冷凝液汽提塔塔底一侧还连接有高闪气输入管路;
22.低温冷凝液汽提塔塔顶一侧连接有低温冷凝液输入管路。
23.co变换冷凝液精制工艺方法:高温变换冷凝液进入到高温冷凝液闪蒸罐中闪蒸分离出气液两相,闪蒸气相和气化高闪气共同作为高温冷凝液汽提塔的热源,闪蒸液相经过液力透平回收能量用于驱动冷凝液泵,闪蒸液相经过液力透平形成的低压冷凝液进入到高温冷凝液塔进行汽提;
24.高温冷凝液塔塔底的净化高温冷凝液通过液力透平驱动的冷凝液泵送到气化装置回用,塔顶的汽提气进入废热锅炉,对废热锅炉中的锅炉水回收热量,副产蒸汽;
25.废热锅炉出口的汽提气和冷凝液进入到气液分离器中进行气液分离,气液分离器中气相和液相进入低温冷凝液汽提塔中部,低温变换冷凝液进入低温冷凝液汽提塔上部;
26.低温冷凝液汽提塔塔顶汽提气进入水冷器冷却后进入汽提气分离塔用洗涤水喷淋洗涤,洗涤后的富含一氧化碳和氢气的气相作为变换装置原料回收,低温冷凝液汽提塔塔底凝液送入气化装置回用;
27.汽提气分离塔塔底液相分两股,一股冷进料进入二氧化碳汽提塔第二层填料,另一股经低温冷凝液汽提塔塔底的凝液加热后从第一层塔板进入二氧化碳汽提塔;
28.二氧化碳汽提塔塔顶酸性气体送入硫磺回收装置,塔底稀氨水分两股,一股进入氨精制装置进行液氨回收,另一股经过再沸器蒸发后回流至二氧化碳汽提塔。
29.其中,所述低压蒸汽作为热源分别从高温冷凝液汽提塔、低温冷凝液汽提塔塔底进入;
30.高温冷凝液汽提塔汽提压力为0.8
‑
1.0mpa,塔顶温度为160
‑
180℃;
31.低温冷凝液汽提塔操作压力为0.3
‑
0.5mpa,塔顶温度为115
‑
135℃;
32.高温冷凝液汽提塔、低温冷凝液汽提塔均采用板式塔,塔板数均为8
‑
18层。
33.其中,所述洗涤水分别从汽提气分离塔和二氧化碳汽提塔塔顶一侧进入;汽提气分离塔和二氧化碳汽提塔利用净化水的热量,将洗涤凝液加热至130
‑
150℃;
34.汽提气分离塔采用板式塔,塔板数为8
‑
18层,汽提气分离塔操作压力为0.2
‑
0.4mpa,塔顶温度为115
‑
135℃,塔底温度为30
‑
45℃;
35.二氧化碳分离塔上部采用填料,下部采用塔板,二氧化碳汽提塔操作压力为0.2
‑
0.4mpa,塔顶温度为115
‑
135℃。
36.其中,所述高温凝液闪蒸罐的压力控制在3.6
‑
5.6mpa,操作温度为160
‑
195℃。
37.其中,所述气液分离罐采用带丝网除沫器的气液分离器或高效分离器;
38.气液分离罐的操作压力为0.75
‑
0.95mpa。
39.其中,所述液力透平出口高温冷凝液压力为0.8
‑
1.0mpa;
40.水冷器采用石墨换热器;水冷器汽提气出口温度30
‑
45℃;
41.废热锅炉采用釜式废热锅炉进行能量回收,副产0.35
‑
0.45mpa饱和蒸汽。
42.本实用新型所述的废热锅炉、洗涤水加热器、水冷器、再沸器均为热交换器,其分别包括两条换热通道,一条换热通道为管程,另一条换热通道为壳程。
43.相对于现有技术,本实用新型所述的一种co变换冷凝液精制工艺系统具有以下优势:
44.(1)本实用新型所述的一种co变换冷凝液精制工艺系统,通过四塔凝液装置,减少气化水系统的腐蚀,合理回收了气化高闪气和变换冷凝液中的有效气成分(co和h2),回收汽提气中的氨;保证装置长期稳定运行,为企业节省生产成本。
45.(2)本实用新型所述的一种co变换冷凝液精制工艺系统,采用了高温冷凝液汽提工艺,深度净化了高温冷凝液,降低了返气化高温冷凝液中的酸性气成分,减少了气化装置工艺水系统的腐蚀;
46.(3)本实用新型所述的一种co变换冷凝液精制工艺系统,采用了高温冷凝液汽提工艺,热源为高温冷凝液闪蒸罐顶部闪蒸汽和气化高闪气,高温冷凝液汽提塔正常操作时无需额外蒸汽输入,节省能耗;
47.(4)本实用新型所述的一种co变换冷凝液精制工艺系统,采用液力透平回收高温冷凝液闪蒸罐中冷凝液的压力能,为冷凝液泵的运行提供能量,降低了装置的能耗;
48.(5)本实用新型所述的一种co变换冷凝液精制工艺系统,利用汽提气的热量副产低压饱和蒸汽,有效利用了低位热量;
49.(6)本实用新型所述的一种co变换冷凝液精制工艺系统,利用汽提气分离塔和汽提气分离塔塔顶的闪蒸汽回收了有效气体(co和h2),提高了经济效益;
50.(7)本实用新型所述的一种co变换冷凝液精制工艺系统,利用co2分离塔和氨精制装置,将氨从酸性气中分离,解决了酸性气管线发生碳铵结晶堵塞的问题,回收的氨可根据需要制备液氨和氨水,得到纯度高于99%的氨水,减少酸性气排放,工艺环保,装置运行可靠性强。
附图说明
51.构成本实用新型的一部分的附图用来提供对本实用新型的进一步理解,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。
52.在附图中:
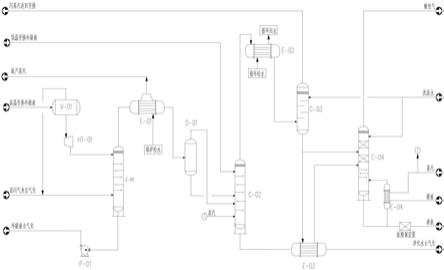
53.图1为本实用新型实施例所述的co变换冷凝液精制工艺的流程示意图;
54.图2为本实用新型对比例所述的co单塔汽提工艺的流程示意图。
55.附图标记说明:
56.c
‑
01、高温冷凝液汽提塔;c
‑
02、低温冷凝液汽提塔;c
‑
03、汽提气分离塔;c
‑
04、二氧化碳汽提塔;d
‑
01、气液分离器;e
‑
01、废热锅炉;e
‑
02、水冷器;e
‑
03、洗涤水加热器;e
‑
04、再沸器;ht
‑
01、液力透平;p
‑
01、冷凝液泵;v
‑
01、高温冷凝液闪蒸罐;
57.c
′‑
02、低温冷凝液汽提塔;d
′‑
01、气液分离器;e
′‑
01、水冷器;e
′‑
02、过热器;v
′‑
01、高温冷凝液闪蒸罐;p
′‑
01、冷凝液泵。
具体实施方式
58.为了更好的理解本实用新型,下面结合具体附图对本实用新型进行详细描述。为了详细阐述本实用新型,下面的实例进行了诸多工艺细节的说明,并非用于对本实用新型造成不当限定。
59.在本实用新型的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”等的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型的描述中,除非另有说明,“多个”的含义是两个或两个以上。
60.在本实用新型的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以通过具体情况理解上述术语在本实用新型中的具体含义。
61.实施例
62.如图1所示,高温变换冷凝液(物料为h2、co、h2o、h2s,其中99%为h2o)通过高温冷凝液输入管路进入高温冷凝液闪蒸罐v
‑
01闪蒸分离出气液两相,高温冷凝液闪蒸罐(v
‑
01)顶部采出口通过管路与高温冷凝液汽提塔c
‑
01塔底一侧连接,高温冷凝液闪蒸罐v
‑
01的压力控制在3.6
‑
5.6mpa,操作温度为160
‑
195℃,高温冷凝液闪蒸罐v
‑
01顶部采出闪蒸气相,气相组份占组份总量的1
‑
5%,该闪蒸气相和气化高闪气通过管路进入到高温冷凝液汽提塔c
‑
01的塔底,共同作为高温冷凝液汽提塔c
‑
01的热源;高闪气来自气化的温度为170
‑
190℃,使得高温冷凝气体塔c
‑
01在正常操作时无需额外蒸汽输入源,节省了能源的投入,并改善气化水质,减少气化水系统的腐蚀。
63.高温冷凝液闪蒸罐v
‑
01底部采出口采出闪蒸液相,液相组份占组份总量的95
‑
99%,闪蒸液相通过液力透平ht
‑
01回收能量用于驱动冷凝液泵p
‑
01,闪蒸液相通过液力透平ht
‑
01形成的低压冷凝液通过管路从高温冷凝液汽提塔c
‑
01塔顶一侧采入。
64.高温冷凝液汽提塔c
‑
01塔内设置8
‑
18层塔板,高温冷凝液汽提塔汽提压力为0.8
‑
1.0mpa,塔顶气相温度为160
‑
180℃,高温冷凝液汽提塔c
‑
01塔顶采出气相组份,高温冷凝液汽提塔c
‑
01塔底塔底的净化高温冷凝液通过液力透平ht
‑
01驱动的冷凝液泵p
‑
01送到气化装置回用,高温冷凝液汽提塔c
‑
01底部的液相组份进入到冷凝液泵p
‑
01进行冷凝冷却,冷凝冷却的能量来自液力透平ht
‑
01,液力透平ht
‑
01出口的高温冷凝液压力为0.8
‑
1.0mpa,液力透平ht
‑
01回收了高温冷凝液中的压力能,将高温冷凝液中的压力能转换为机械能,用于驱动高温冷凝液泵p
‑
01,液力透平ht
‑
01通过回收高温冷凝液的能量,降低了装置的能耗,冷凝液泵p
‑
01将高温冷凝液汽提塔c
‑
01中的nh3、h2、co、co2等酸性气体进行冷凝液去气化,冷凝液去气化后得到纯净的水。
65.高温冷凝液汽提塔c
‑
01的塔底一侧连接有蒸汽输入管路,在系统启动时为高温冷凝液汽提塔c
‑
01提供蒸汽,系统启动后正常工作时,蒸汽无需提供。
66.高温冷凝液汽提塔c
‑
01塔顶采出的汽提气通过管路进入到废热锅炉e
‑
01的管程进行换热,管程中的汽提气温度较高,废热锅炉e
‑
01的壳程由锅炉给水,壳程中的水的温度较低,与废热锅炉e
‑
01的管程中的汽提气进行热交换,壳程中的水升温后副产蒸汽采出,产出0.35
‑
0.45mpa饱和蒸汽,管程中的汽提气和降温后冷凝液进入到气液分离器d
‑
01进行气液分离。
67.气液分离器d
‑
01采用带丝网除沫器的气液分离器或高效分离器,操作压力为0.75
‑
0.95mpa,气液分离器d
‑
01顶部采出气相组份,气相组份通过管路进入低温冷凝液汽提塔c
‑
02中部,和低压蒸汽共同作为低温冷凝液汽提塔c
‑
02的热源;气液分离器d
‑
01底部采出低温变换冷凝液,低温变换冷凝液通过管路进入低温冷凝液汽提塔c
‑
02上部进行汽提。
68.低温变换冷凝液通过管路从低温冷凝液汽提塔c
‑
02塔顶一侧采入,对来自气液分离罐d
‑
01中的组份进行提取低温冷凝液,低温冷凝液汽提塔c
‑
02采用板式塔,塔板数为8
‑
18层,操作压力为0.3
‑
0.5mpa,塔顶温度为120
‑
150℃,低温冷凝液汽提塔c
‑
02塔顶采出汽提气,低温冷凝液汽提塔c
‑
02塔顶的汽提气通过水冷器e
‑
02降温后进入到汽提气分离塔c
‑
03中,水冷器e
‑
02采用石墨换热器,水冷器e
‑
02汽提气出口温度30
‑
45℃,低温冷凝液汽提塔c
‑
02塔顶采出的汽提气进入水冷器e
‑
02的管程,循环水进入到水冷器e
‑
02的壳程,水冷器e
‑
02壳程中的循环水的温度较低,与水冷器e
‑
02的管程中的汽提气进行热交换,水冷器e
‑
02管程中的汽提气降温后,通过管路进入到汽提气分离塔c
‑
03塔底一侧进行气提;
69.汽提气分离塔c
‑
03的入口温度为30
‑
45℃,汽提气分离塔c
‑
03塔顶一侧连接有洗涤水输入管路,洗涤水进入到汽提气分离塔c
‑
03,利用净化水的热量,将洗涤凝液加热至130
‑
150℃,经过洗涤水洗涤后,汽提气分离塔c
‑
03塔顶采出气相组份(h2、co、co2),气相组份(h2、co、co2)通过气体采出管路采出后闪蒸汽返回变换,进行回收有效组份作为变换进口的原料。
70.低温冷凝液汽提塔c
‑
02的塔底采出液相组分,塔底温度为120
‑
130℃,低温冷凝液汽提塔c
‑
02的塔底采出液相组分通过管路进入到洗涤水加热器
‑
03中的管程,汽提气分离塔c
‑
03的塔底采出液相组分(nh3、h2s)分两股,一股冷进料进入二氧化碳汽提塔c
‑
04第二层填料,另一股经低温冷凝液汽提塔c
‑
02塔底的凝液加热后从第一层塔板进入二氧化碳汽提塔c
‑
04,汽提气分离塔c
‑
03的塔底的液相组分(nh3、h2s)通过管路进入到洗涤水加热器e
‑
03
中的壳程,与低温冷凝液汽提塔c
‑
02的塔底的液相组分进行热交换,低温冷凝液汽提塔c
‑
02的塔底采出的液相组分换热降温后的冷凝液去气化直接采出。
71.经低温冷凝液汽提塔c
‑
02塔底的凝液加热后从二氧化碳汽提塔c
‑
04的第一层塔板进入,二氧化碳分离塔c
‑
04上部采用填料,下部采用塔板,操作压力1.7
‑
1.8mpa,塔顶温度115
‑
125℃,二氧化碳汽提塔c
‑
04塔顶一侧连接有洗涤水输入管路,洗涤水进入到二氧化碳汽提塔c
‑
04,利用净化水的热量,将洗涤凝液加热至130
‑
150℃,经过洗涤水洗涤后,二氧化碳汽提塔c
‑
04塔顶采出的酸性气体co2和h2s,酸性气体co2和h2s通过管路进入硫磺回收装置进一步的进行去硫回收;二氧化碳汽提塔c
‑
04塔底采出稀氨水,塔底采出分两股,一股通过管路进入氨精制装置进行液氨回收,得到纯度高于99%的氨水,减少酸性气排放,另一股经过再沸器e
‑
04蒸发后回流至二氧化碳汽提塔c
‑
04塔底一侧继续进行循环。
72.某化工厂采用co变换冷凝液精制工艺处理600t/h的高温变换冷凝液和150t/h的低温变换冷凝液,低温变换冷凝液氨含量2000ppm,气化高闪气为60t/h,各组分含量见表1:
73.表1
[0074][0075]
采用本实用新型所述的co变换冷凝液精制工艺系统,高温冷凝液中的h2s含量<20ppm,nh3含量小于80ppm,回收有效气体(co和h2)1900nm3/h(相当于节省1.2t/h原料煤),回收液氨345kg/h,副产蒸汽50t/h,送硫磺回收装置酸性气流量为1050kg/h。
[0076]
对比例
[0077]
如图2所示,图2为co单塔汽提的工艺流程,高温变换冷凝液(物料为h2、co、h2o、h2s,其中99%为h2o)通过高温变换冷凝液通过管路进入到高温冷凝液闪蒸罐v
′‑
01,高温冷凝液闪蒸罐v
′‑
01将高温变换冷凝液闪蒸分离出气液两相,高温冷凝液闪蒸罐v
′‑
01顶部采出口通过管路与低温冷凝液汽提塔c
′‑
02塔底一侧连接,高温冷凝液闪蒸罐v
′‑
01的压力控制在3.6
‑
5.6mpa,操作温度为160
‑
195℃,高温冷凝液闪蒸罐v
′‑
01顶部采出闪蒸气相,气相组份占组份总量的1
‑
5%,该闪蒸气相和气化高闪气通过管路进入到低温冷凝液汽提塔c
′‑
02的塔底,共同作为低温冷凝液汽提塔c
′‑
02的补充热源;高闪气来自气化的温度为170
‑
190℃。低温冷凝液汽提塔c
′‑
02的塔底一侧连接有蒸汽输入管路,在系统正常运行时为低
温冷凝液汽提塔c
′‑
02提供蒸汽。
[0078]
高温冷凝液闪蒸罐v
′‑
01底部采出口采出闪蒸液相,液相组份占组份总量的95
‑
99%,闪蒸液相通过冷凝液泵p
′‑
01加压送气化装置回用。
[0079]
低温变换冷凝液通过管路从低温冷凝液汽提塔c
′‑
02塔顶一侧采入,低温冷凝液汽提塔c
′‑
02采用板式塔,塔板数为8
‑
20层,操作压力为0.3
‑
0.5mpa,塔顶温度为120
‑
150℃,低温冷凝液汽提塔c
′‑
02塔顶采出汽提气,低温冷凝液汽提塔c
′‑
02塔顶的汽提气通过管路进入水冷器e
′‑
01降温,水冷器e
′‑
01采用金属管壳式换热器,水冷器e
′‑
01汽提气出口温度65
‑
85℃,低温冷凝液汽提塔c
′‑
01塔顶采出的汽提气进入水冷器e
′‑
01的管程,循环水进入到水冷器e
′‑
01的壳程,水冷器e
′‑
01壳程中的循环水的温度较低,与水冷器e
′‑
01的管程中的汽提气进行热交换,水冷器e
′‑
01管程中的汽提气降温后和降温后产生的冷凝液,通过管路进入到汽提气分离罐d
′‑
01中进行气液分离。
[0080]
气液分离器d
′‑
01采用带丝网除沫器的气液分离器或高效分离器,操作压力为0.25
‑
0.45mpa,气液分离器d
′‑
01顶部采出气相组份,气相组份通过管路进入酸性气过热器e
′‑
02中升温过热,过热器e
′‑
02采用金属管壳式换热器,过热器e
′‑
02汽提气出口温度90
‑
95℃,气液分离器d
′‑
01顶部采出的酸性气进入过热器e
′‑
02的管程,蒸汽进入到过热器e
′‑
02的壳程,过热器e
′‑
02壳程中蒸汽的温度高,与过热器e
′‑
02管程中的酸性气进行热交换,过热器e
′‑
02管程中的酸性气升温后,酸性气体(含co、h2、nh3、co2、h2s)通过管路进入硫磺回收装置进行硫回收。
[0081]
气液分离器d
′‑
01的底部采出液相组分,温度为65
‑
85℃,含氨浓度约2000
‑
5000ppm,送污水装置进一步处理。
[0082]
某化工厂采用传统的高温冷凝闪蒸和低温冷凝单塔汽提工艺,处理600t/h的高温变换冷凝液和150t/h的低温变换冷凝液,低温变换冷凝液氨含量2000ppm,气化高闪气为60t/h,各组分含量见表2:
[0083]
表2
[0084][0085]
采用传统高温冷凝液闪蒸和低温冷凝液单塔汽提工艺,高温冷凝液中h2s含量为
105ppm,nh3含量为200ppm,无有效气和液氨的回收,无副产蒸汽,送硫磺回收装置酸性气流量为3500kg/h,送污水装置的含氨污水约3
‑
5t/h。
[0086]
投资比较
[0087]
以处理600t/h的高温变换冷凝液和150t/h的低温变换冷凝液为例,采用单塔汽提流程,设备投资约2000万,可产生3500kg/h的酸性气,增加了工厂废气物的排放,并产生含氨浓度>2.5wt%的高浓度废水,废水处理困难。
[0088]
采用本实用新型的co变换冷凝液精制工艺系统,设备投资约6500万;设备运行可回收co、h2和nh3,按每年操作时间8000小时计算,煤价按照300元/吨计算,液氨按照2200元/吨计算,每年可创造利润900万,运行5年即可回收多投资的成本,且本工艺系统无高浓度含氨污水,不需要另外投资污水处理装置,产生的酸性气更少,环境友好。
[0089]
工作原理
[0090]
高温冷凝液汽提塔c
‑
01在高温作用下,采出气相组份(co、co2和h2),降低了高温变换冷凝液中的酸性气成分,改善气化水质,减少气化水系统的腐蚀,并通过液力透平ht
‑
01回收了高温冷凝液中的压力能,将压力能转换为机械能,为冷凝液泵的运行提供能量,降低了装置的能耗;合理回收了气化高闪气和变换冷凝液中的有效气成分(co和h2),二氧化碳汽提塔c
‑
04顶部的酸性气体通过与洗涤水进行洗涤后采出,并进行去硫回收;回收酸性气体中的nh
3,
减少了酸性气的排量,避免了酸性气管线结晶堵塞的问题,回收的液氨纯度高于99%,并合理利用汽提气的低位热量副产蒸汽;本实用新型工艺环境友好,为企业节省成本,提高经济效益。
[0091]
以上所述仅为本实用新型的较佳实施例而已,并不用以限制本实用新型,凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1