脱水污泥干式厌氧消化处理方法
1.本发明涉及污泥处理技术领域,具体涉及脱水污泥干式厌氧消化处理方法。
背景技术:
2.污泥是指污水处理过程中产生的半固态或固态物质。目前,在中国,污水处理的一般工艺流程为:厌氧处理
→
脱氮
→
好氧处理。好氧处理阶段,nh
4+
被氧化为no
3-,含有no
3-的液体返送至脱氮槽,将no
3-还原为n2。污泥一部分返送至厌氧处理槽,其余部分进行浓缩。在浓缩工段,添加高分子絮凝剂后用压带机进行脱水,得到含水约80%的脱水污泥(或浓缩污泥)。据统计,2020年,脱水污泥(含水80%)在全国年排放量已达到6000万吨。
3.浓缩污泥的处理方式包括填埋、焚烧、好氧消化、厌氧消化等,由于消化的成本高、处理难度大,目前通常采用填埋、焚烧的方式处理。但是,由于浓缩污泥仍含有80%左右的水分,用于焚烧耗能大,如焚烧温度未达到800℃以上时,易产生二噁英的二次污染物;此外,由于浓缩污泥用于填埋会引发渗滤液污染地下水系统,浓缩污泥的填埋受到限制。
4.厌氧消化是一种实现污泥减量化、无害化的有效手段,产生的沼气可以用于锅炉烧蒸汽或发电,无二次污染物产生。然而,目前的厌氧消化技术处理污泥的浓度一般不超过10%,需加大量水稀释脱水污泥,降低了反应罐单位容积的处理能力,造成反应器体积太大,成本过高,且处理后的沼液沼渣难以进一步处理。而采用干式发酵技术(固体含量≥15%或者)可以减小反应器体积以及较少的能量投入;同时,同中温发酵相比(35-37℃),采用高温发酵(50-60℃)可使发酵微生物具有较高的活性,可达到更高的发酵效率;另外,采用高温发酵更能有效杀灭病原菌。
5.现有技术研究了在中温条件下使用未稀释的脱水(含15%
–
20%固含量)作为底物的高固体厌氧消化工艺,研究表明脱水污泥的高固含量厌氧消化是不稳定的。在研究过程中观察到污水处理厂不同进水废水引起的进料污泥中固含量、挥发性固体比例和c/n比的频繁变化将可能导致厌氧消化反应器的性能下降,例如沼气产量减少和氨的抑制。当在高温条件下进行污泥(固含量为10%)的高固体厌氧消化过程时,来自两个污水处理厂(不同污水厂)的污泥性质的波动会对厌氧消化过程的稳定性产生负面影响。
技术实现要素:
6.本发明的目的在于提供脱水污泥干式厌氧消化处理方法,解决采用现有厌氧消化处理技术处理脱水污泥导致厌氧消化过程不稳定的问题。
7.本发明通过下述技术方案实现:
8.脱水污泥干式厌氧消化处理方法,包括以下步骤:
9.s1、种子污泥制备:将消化污泥固液分离至固含量为10-15%,作为种子污泥;
10.s2、原料调制:利用农作物秸秆调整脱水污泥的碳氮比为大于等于10形成混合物,调节混合物的水分使混合物中的水分为大于等于80%,作为厌氧消化反应的原料;
11.s3、发酵:将步骤s1制备的种子污泥和步骤s2制备的原料加入发酵罐中进行发酵
处理。
12.本发明的额脱水污泥无需经过稀释、热处理和酸处理等预处理,直接加入农作物秸秆调整碳氮比即可。
13.实验证明:采用本发明所述处理方法处理脱水污泥,用调整c/n比的污泥作为原料液可以维持反应器的性能稳定且高效。
14.优选地,碳氮比为10,水分为80%,污泥碳氮比低约6-9,不能正常发酵;秸秆碳氮比高>40,调整混合物的碳氮比为10,和更高碳氮比相比,可以节约秸秆辅料。大于10也可能可以正常发酵,但是会增加秸秆辅料量,在工程上实现有难度;单独脱水污泥的水分含量约为20%,为了让发酵正常运行,把混合物的水分调整到约20%和单独脱水污泥一致,有利于比较和利于反应器的正常发酵,水分高于80%应该更好发酵,但是也是因为不增加废物量,没有过多加水;水分低于80%有可能影响传质,不利于发酵,将水分设置为80%。
15.进一步地,步骤s3中,种子污泥和原料的初始加入量以初始有机负荷为2g有机物/kg-种子污泥/d计。
16.进一步地,步骤s3中,发酵过程长期运行,每7天补料一次。
17.进一步地,步骤s3中,每次补料后,充氮气使得反应罐处于厌氧状态。
18.进一步地,步骤s3中,在发酵过程中,逐步增加有机负荷,在每个有机负荷下维持达到稳定后,再增加有机负荷。
19.进一步地,步骤s3中,初始有机负荷为2g有机物/kg-种子污泥/d,逐步增加有机负荷至4g有机物/kg-种子污泥/d,6g有机物/kg-种子污泥/d和8g-有机物/kg-种子污泥/d,每一有机负荷下各运行至稳定。
20.所述2g有机物/kg-种子污泥/d是指按照每天每千克种子污泥添加原料污泥有机物的含量。
21.进一步地,步骤s3中,当发酵过程中存在多批次脱水污泥时,将上一批次脱水污泥的发酵剩余物作为下一批次的脱水污泥的种子污泥。
22.进一步地,步骤s3中,发酵过程中,控制发酵罐温度50-55℃。
23.进一步地,步骤s1中,消化污泥为厌氧消化工程反应器内污泥。
24.进一步地,步骤s2中,所述至少包括稻草秸秆、玉米秸秆和高粱秸秆中的任意一种。
25.本发明与现有技术相比,具有如下的优点和有益效果:
26.1、本发明针对我国多数污水处理厂排出脱水污泥的现状,设计了高效、稳定的脱水污泥干式厌氧消化处理方法,实现了脱水污泥的无害化、减量化和资源化,且发酵周期短,设备简单,易于维护。
27.2、本发明脱水污泥原料不经过任何预处理(如热处理或酸处理等),直接利用,无预处理成本。
28.3、本发明的脱水污泥不经过稀释,减少后续沼渣沼液处理成本。
29.4、本发明通过添加辅材料农作物秸秆,辅材料需求量少(本发明调整污泥c/n比为10,其他技术一般调整污泥c/n比20及以上才能实现厌氧消化的稳定运行)。
附图说明
30.此处所说明的附图用来提供对本发明实施例的进一步理解,构成本技术的一部分,并不构成对本发明实施例的限定。在附图中:
31.图1为实施例3的发酵效果图;
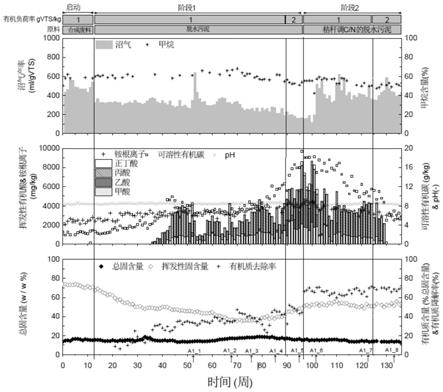
32.图2为实施例4的发酵效果图。
具体实施方式
33.为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
34.实施例1:
35.待处理脱水污泥的性质,如表1、表2所示:
36.表1
[0037][0038]
表2
[0039][0040]
备注:表1和表中的数据为三次测定结果的平均值。wwtp表示污水处理厂;ds表示脱水污泥;nd表示未检出;nm表示未检测。
[0041]
由表1和表2可知:
[0042]
总共从两个污水处理厂取脱水污泥原料9次(p1-p9)。固含量(ts)含量范围为15.7~21.7%,挥发性固体(vts)占ts的45.6~67.3。所有脱水污泥(ds)样品都表现出中性ph值。此外,c/n比在窄范围内波动,污水处理厂1(wwtp-1)ph范围5.65~5.84,污水处理厂2(wwtp-2)ph范围5.9~6。
[0043]
实施例2:
[0044]
种子污泥制备:
[0045]
取以城市生活垃圾原料的厌氧消化工程反应器内污泥,通过富含纤维素的合成废物驯化得到富含降解纤维素能力菌群的污泥,驯养培养基(合成废物)由办公室废纸、废报纸、狗粮和水组成,其中办公室废纸、废报纸为碳源,狗粮为氮源。废报纸和办公室废纸处理成大小为5mm
×
20mm的纸片,狗粮碾磨成粉末状备用(驯养方式为3kg污泥中添加的物料为粉碎的废报纸8g、狗粮8g、办公室废纸9.5g、70ml水(此时负荷为1g-有机物/kg-污泥/天))。得到种子污泥,其固含量约为20%。
[0046]
实施例3:
[0047]
本实施例用于验证脱水污泥直接(无秸秆添加时)用作干式厌氧消化原料的发酵效果,具体发酵过程如下:
[0048]
本实施例不进行原料调制步骤,将实施例2制备的种子污泥加入发酵罐中,按照实施例1中的表1和表2中的不同批次脱水污泥的添加时间和发酵时间依次加入两个污水处理厂取脱水污泥原料(p1-p9)进行发酵处理。
[0049]
结果图1所示:
[0050]
干式厌氧消化成果启动后(start-up阶段),从第13周到第32周,直接进入脱水污泥原料。当用同一批(p1)污泥样品时,气体产生量保持稳定,平均327ml/g-有机物。从第33
周起将第二批污泥(p2)加入反应器。尽管反应器保持相同的有机负荷1g/kg-sludge/d,但在改变进料脱水污泥3周后有机酸开始积累。同时,可溶性有机碳增加到8000mg/kg-污泥,气体产生量逐渐减少到250ml/g-vts。推测进料污泥的变化(如vts含量)可能扰乱了参与水解、酸化和产甲烷的微生物的平衡,从而导致中间产物(即有机酸)的积累)。之后,当加入取自污水处理厂1的其他污泥样品(p3和p4)进料时,反应器保持正常的甲烷化反应,而有机酸和可溶性有机碳维持较高水平。然而,当加入来自污水处理厂2的脱水污泥(p5)时,性能下降。nh
4+
持续增加,在第101周达到约4500mg/kg。同时,有机酸逐渐增加到8000mg/kg,并伴随着s-toc的增加;沼气产生量减少到200ml/g-vts。以上结果显示,脱水污泥直接作为干式厌氧消化原料,由于污泥性质发生波动,无法维持干式厌氧消化反应器的长期稳定运行。
[0051]
实施例4:
[0052]
本实施例用于验证脱水污泥调制(添加秸秆调整c/n比为10)用作干式厌氧消化原料的发酵效果,具体发酵过程如下:
[0053]
将实施例2制备的种子污泥和通过添加秸秆调整c/n比为10的脱水污泥(先对p1-p9的污泥进行原料调制:利用农作物秸秆分别调整脱水污泥(p1-p9)的碳氮比为10形成混合物,调节混合物的水分使混合物中的水分为80%,作为厌氧消化反应的原料)加入发酵罐中进行发酵处理,发酵过程中每7天补料一次,补料取干式厌氧消化原料与种子污泥充分混合后加入发酵罐(按照有机负荷2g有机物/kg-种子污泥/d),控制发酵罐温度约50-55℃,加入反应罐中,充氮气10分钟使得反应罐处于厌氧状态,密闭,发酵;发酵过程长期运行:7天后将发酵剩余物倒出作为下一批次的种子污泥(操作方式同实施例3),加入原料充分混合,再次进行发酵,有机负荷2g有机物/kg-种子污泥/d达到稳定后,逐步增加有机负荷至4,6和8g-有机物/kg-种子污泥/d,最大为8g-有机物/kg-种子污泥/d),每一有机负荷下各运行至稳定,不同批次脱水污泥的添加时间参照表1和表2。
[0054]
结果如图2所示:
[0055]
反应器(反应罐)成功启动(start-up阶段)后,将经过c/n比调整的脱水污泥(ds)加入反应器。当反应器从第13周到83周以负荷1g vts/kg-sludge/d的进行时,反应器在此阶段运行稳定,尽管ds原料间歇性变化。在稳定阶段,气体产生、ph、s-toc和nh
4+
分别约为371ml/g vts、8.5、5972mg/kg和2727mg/kg,并且没有vfas积累。反应器气体产生速度明显高于仅脱水污泥用作原料的反应器。随后,在第84周,vts负荷增加到2g/kg-污泥/d。气体产生量为437ml/g vts。类似地,ph值约为8.6,并且没有vfa积累。因此,在第104周,vts负荷增加到3g/kg-污泥/d,气体产生、ph和nh4+保持与vts负荷为2g/kg-污泥/d时相似,除了s-toc增加到9624mg/kg污泥。之后,vts负荷进一步提高到4、6和8g/kg-sludge/d。气体产生变化可忽略不计,在vts负荷为8.0g/kg-sludge/d时为402ml/kg-sludge/d。在这些条件下沼气中的甲烷含量约为50%。整个期间没有vfa积累,表明即使在高vts负荷8g/kg-污泥/d的下,用调整c/n比的污泥作为原料液可以维持反应器的性能稳定且高效。
[0056]
由图1和图2的对比可知:
[0057]
单独脱水污泥,由于有机酸的残留,最大负荷率只能到2g有机物/kg-污泥/天。而利用秸秆调整cn比10后的污泥作为原料,反应器内容无有机酸残留,最大负荷可以提高至8g有机物/kg-污泥/天,处理效率显著提升
[0058]
实施例5:
[0059]
本实施例用于验证脱水污泥调制(添加秸秆调整c/n比为10)用作干式厌氧消化原料恢复恶化反应器的发酵效果。
[0060]
采用实施例3中stage1阶段用脱水污泥作为原料(未调制),污泥性质波动造成系统恶化。为避免系统完全崩溃失效,另外由于调整c/n比的反应器表现出稳定的性能,将调节c/n比的脱水污泥(ds)送入反应器。参考实施例4中stage 2阶段。在vts负荷为1g/kg-污泥/d时,气体产生迅速恢复,nh
4+
、s-toc、vfas逐渐减少。此外,当vts负荷增加到2g/kg-污泥/d时,10周后未检测到vfas,表明性能稳定。
[0061]
从实施例4和实施例5可以看出,通过添加农作物秸秆,可以将污泥c/n比调节为10来实现用于处理脱水污泥ds的高温高固厌氧消化稳定运行。
[0062]
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1