贴合材料的清洁设备的制作方法
1.本实用新型涉及电子产品贴合材料的清洁设备领域,特别涉及一种贴合材料的清洁设备。
背景技术:
2.随着时代发展,人们生活质量不断提高,手机、平板电脑和智能手表之类的电子产品在人们生活中使用的频率越来越高。
3.以手机举例,手机大体上可以分为处理器、内存、输出输入接口、屏幕和电池组成,其中屏幕又叫显示屏,用于显示图像及色彩。显示屏通常由玻璃盖板、显示模组、前面板和背板组成,在玻璃盖板和显示模组的装配工艺中,需要在玻璃盖板上贴附oca胶后与显示模组贴合。
4.oca光学胶是重要触摸屏的原材料之一。是将光学亚克力胶做成无基材,然后在胶上下底层再各贴合一层离型薄膜形成oca胶带,贴附到玻璃盖板或显示模组时撕开离型薄膜使用。oca光学胶在贴合了离型薄膜后,由于离型薄膜表面会被静电吸附着各种杂质,影响后续加工,一般采用人工对单片oca胶带的两面进行依次清洁,工作效率低下。
技术实现要素:
5.本实用新型的主要目的在于提出一种贴合材料的清洁设备,旨在解决现有技术中一般采用人工对单片oca胶带的两面进行依次清洁,工作效率低的技术问题。
6.为实现上述目的,本实用新型提出一种贴合材料的清洁设备,包括:
7.机座;
8.上下料机构,设于所述机座上,包括用于运载待清洁贴合材料的上料组件和用于运载清洁后贴合材料的下料组件;
9.清洁机构,设于所述上料组件和所述下料组件之间,包括用于分别清洁贴合材料的相对两侧的第一清洁件和第二清洁件,所述第一清洁件设于所述第二清洁件一侧;
10.搬运机构,设于所述清洁机构一侧,用于在所述上下料机构和所述清洁机构之间转移贴合材料。
11.优选地,所述搬运机构包括设于所述机座上的安装座和第一搬运组件、设于所述安装座上的第二搬运组件、第三搬运组件和第四搬运组件,其中:
12.所述第二搬运组件用于在所述上料组件和所述第一搬运组件之间转移所述待清洁贴合材料;
13.所述第一搬运组件位于所述第一清洁件的下方,用于承载所述待清洁贴合材料沿朝向或远离第一清洁件的方向移动;
14.所述第四搬运组件位于所述下料组件和所述第二清洁件之间,用于承载清洁后贴合材料,并将其转运至下料组件;
15.所述第三搬运组件位于所述第二清洁件上方,用于在所述第一搬运组件、第二清
洁件和第四搬运组件之间转移贴合材料。
16.优选地,所述第一搬运组件包括设于所述机座上的第一驱动件和设于所述第一驱动件上的若干第一载台,每一第一载台对应吸附一待清洁贴合材料,所述第一驱动件驱动所述第一载台沿朝向或远离所述第一清洁件的方向移动。
17.优选地,所述第二搬运组件包括设于所述安装座上的第二驱动件、设于所述第二驱动件上的第三驱动件和设于第三驱动件上的第一吸附件,所述第二驱动件用于驱动所述第一吸附件在所述上料组件和所述第一载台之间移动,所述第三驱动件用于驱动所述第一吸附件接触或离开所述上料组件或所述第一载台上的待清洁贴合材料,所述第一吸附件用于吸附所述待清洁贴合材料。
18.优选地,所述第四搬运组件包括位于所述第二清洁件和所述下料组件之间的第二载台、设于所述安装座上的第四驱动件、设于所述第四驱动件上的第五驱动件和设于所述第五驱动件上的第二吸附件,所述第四驱动件用于驱动所述第二吸附件在所述第二载台和所述下料组件之间移动,所述第五驱动件用于驱动所述第二吸附件接触或离开所述第二载台或所述下料组件上的清洁后贴合材料,所述第二吸附件用于吸附所述清洁后贴合材料。
19.优选地,所述第三搬运组件包括设于所述安装座上的第六驱动件、设于所述第六驱动件上的第七驱动件及设于所述第七驱动件上的第三吸附件,所述第六驱动件用于驱动所述第三吸附件在所述第一清洁件和所述第二载台之间移动,所述第七驱动件用于驱动所述第三吸附件接触或离开所述第一载台或所述第二载台上的贴合材料,所述第三吸附件用于吸附所述贴合材料。
20.优选地,所述上料组件包括设于所述机座上的第八驱动件、设于所述第八驱动件上的第一安装板、设于所述第一安装板上的第九驱动件和设于所述第九驱动件上的第三载台,所述第三载台用于放置待清洁贴合材料,所述第八驱动件驱动所述第三载台沿水平方向移动,所述第九驱动件用于驱动所述第三载台沿竖直方向朝向或远离所述第二搬运组件移动。
21.优选地,所述下料组件包括设于所述机座上的第十驱动件、设于所述第十驱动件上的第二安装板、设于所述第二安装板上的第十一驱动件和设于所述第十一驱动件上的第四载台,所述第四载台用于放置清洁后贴合材料,所述第十驱动件驱动所述第三载台沿水平方向移动,所述第十一驱动件用于驱动所述第四载台沿竖直方向朝向或远离所述第三搬运组件移动。
22.优选地,本实用新型贴合材料的清洁设备还包括校正机构,所述校正机构包括设于所述第一安装板上的第一校正组件、设于第二安装板上的第二校正组件和设于所述第二载台上的第三校正组件,所述第一校正组件、第二校正组件和第三校正组件分别用于校正所述第三载台、所述第四载台和第二载台上放置的贴合材料。
23.优选地,本实用新型贴合材料的清洁设备还包括抖料机构,所述抖料机构包括设于所述机座上的第十二驱动件、设于所述第十二驱动件上的ng载台、设于所述第三载台的检测装置、设于所述第三驱动件和所述第一吸附件之间的抖料驱动件,所述ng载台位于所述第一载台上方,所述抖料驱动件用于驱动所述第一吸附件沿竖直方向往复移动,所述检测装置用于检测第一吸附件吸附的所述第三载台的贴合材料,所述第十二驱动件用于根据所述检测装置的检测结果驱动ng载台沿朝向或远离所述第二搬运组件的方向移动,所述ng
载台开设于用于容置检测为不合格的贴合材料的容置槽。
24.本实用新型的贴合材料的清洁设备通过人工或机械手将待清洁贴合材料放置在上料组件上,上料组件运载待清洁贴合材料,搬运机构将待清洁贴合材料从上料组件取走,经过第一清洁件和第二清洁件,两者对待清洁贴合材料进行清洁,清洁完成后搬运机构将清洁后贴合材料转移到下料组件上,下料组件运载清洁后贴合材料等待人工或机械手取料。本实用新型贴合材料的清洁设备实现了贴合材料的自动清洁,无需人工进行清洁,因此工作效率高。
附图说明
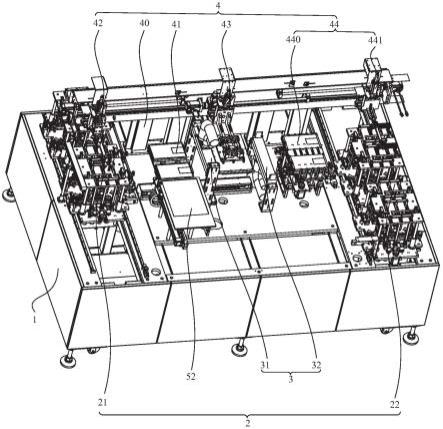
25.图1为本实用新型一实施例中,贴合材料的清洁设备的结构示意图;
26.图2为本实用新型一实施例中,贴合材料的清洁设备的第一搬运组件的结构示意图;
27.图3为本实用新型一实施例中,贴合材料的清洁设备的第二搬运组件和抖料驱动件的结构示意图;
28.图4为本实用新型一实施例中,贴合材料的清洁设备的第四搬运组件的结构示意图;
29.图5为本实用新型一实施例中,贴合材料的清洁设备的第三搬运组件的结构示意图;
30.图6为本实用新型一实施例中,贴合材料的清洁设备的上料组件和检测装置的结构示意图;
31.图7为本实用新型一实施例中,贴合材料的清洁设备的下料组件的结构示意图;
32.图8为本实用新型一实施例中,贴合材料的清洁设备的ng载台和第十一驱动件的结构示意图。
33.附图标号说明
34.[0035][0036]
本实用新型目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
[0037]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型的一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
[0038]
需要说明,本实用新型实施例中所有方向性指示(诸如上、下、左、右、前、后......)仅用于解释在某一特定姿态(如附图所示)下各部件之间的相对位置关系、运动情况等,如果该特定姿态发生改变时,则该方向性指示也相应地随之改变。
[0039]
还需要说明的是,当元件被称为“固定于”或“设置于”另一个元件上时,它可以直接在另一个元件上或者可能同时存在居中元件。当一个元件被称为是“连接”另一个元件,它可以是直接连接另一个元件或者可能同时存在居中元件。
[0040]
另外,在本实用新型中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本实用新型要求的保护范围之内。
[0041]
实施例一
[0042]
参照图1,本实用新型提出一种贴合材料的清洁设备,包括:
[0043]
机座1;
[0044]
上下料机构2,设于机座1上,包括用于运载待清洁贴合材料的上料组件21和用于运载清洁后贴合材料的下料组件22;
[0045]
清洁机构3,设于上料组件21和下料组件22之间,包括用于分别清洁贴合材料的相对两侧的第一清洁件31和第二清洁件32,第一清洁件31设于第二清洁件32一侧;
[0046]
搬运机构4,设于清洁机构3一侧,用于在上下料机构2和清洁机构3之间转移贴合
材料。
[0047]
以下实施例将以oca胶带作为贴合材料为例,说明本实用新型oca胶带的清洁设备的工作原理:通过机械手或人工将待清洁oca胶带放置于上料组件21上,上料组件21运载待清洁oca胶带,然后搬运组件4将上料组件21上的待清洁oca胶带取走,经过第一清洁31和第二清洁件32,对待oca胶带的相对两侧进行清理,清洁完成后,搬运机构3将清洁后oca胶带转移至下料组件22进行下料,下料组件22运载清洁后oca胶带等待人工或机械手取料,完成一个oca胶带的清洁循环。重复此循环可实现oca胶带的自动清洁。本实用新型贴合材料的清洁设备中的第一清洁件31和第二清洁件32分别是清洁端朝下设置和清洁端朝上设置的usc清洁装置。usc清洁装置是指超声波干式清洁机,根据所需清洁的贴合材料的不同可以选择其它类似plasma清洁装置、等离子清洁装置等其他清洁装置作为两清洁件使用。
[0048]
实施例二
[0049]
参照图1,本实用新型一较佳实施例中,前述的搬运机构4包括设于机座1上的安装座40和第一搬运组件41、设于安装座40上的第二搬运组件42、第三搬运组件43和第四搬运组件44,其中:
[0050]
第二搬运组件42用于在上料组件21和第一搬运组件41之间转移待清洁贴合材料;
[0051]
第一搬运组件41位于第一清洁件31的下方,用于承载待清洁贴合材料沿朝向或远离第一清洁件31的方向移动;
[0052]
第四搬运组件44位于下料组件22和第二清洁件32之间,用于承载清洁后贴合材料,并将其转运至下料组件22;
[0053]
第三搬运组件43位于第二清洁件32上方,用于在第一搬运组件41、第二清洁件32和第四搬运组件44之间转移贴合材料。
[0054]
本实施例中,搬运机构4的工作原理为:第二搬运组件42将上料组件21运载的待清洁oca胶带取走,取走后将此待清洁oca胶带转移到第一搬运组件41上,第一搬运组件41承载待清洁oca胶带从第一清洁件31的一侧沿水平朝向第一清洁件31的方向移动,经过第一清洁件31的清洁端下方并继续移动到第一清洁件31的另一侧,使待清洁oca胶带的一侧受第一次清洁之后,第三搬运组件43将清洁过一侧的oca胶带取走,从第二清洁件32一侧的上方经过第二清洁件32的清洁端移动到另一侧的上方,完成该oca胶带的另一侧的清洁,第四搬运组件44取走第三搬运组件43上的清洁后oca胶带后转移到下料组件22上,完成搬运和清洁的过程。
[0055]
实施例三
[0056]
参照图2,本实用新型一较佳实施例中,前述的第一搬运组件41包括设于机座1上的第一驱动件411和设于第一驱动件411上的若干第一载台412,每一第一载台412对应吸附一待清洁贴合材料,第一驱动件411驱动第一载台412沿朝向或远离第一清洁件31的方向移动。
[0057]
本实施例中,每个第一载台412上开设有真空孔,真空孔中根据承载待清洁oca胶带的有无通入负压气体,使待清洁oca胶带吸附于每一第一载台412上,设置多个第一载台412可以实现多个oca胶带的清洁。第一搬运组件41的工作原理为:待清洁oca胶带由第二搬运组件42转移到第一载台412上,第一载台412吸附待清洁oca胶带,第一驱动件411驱动第一载台412从第一清洁件31的一侧,经过第一清洁件31的清洁端下方移动到另一侧,完成吸
附于第一载台412上的待清洁oca胶带的未被第一载台412吸附的一侧的清洁。
[0058]
实施例四
[0059]
参照图1和3,本实用新型一较佳实施例中,前述的第二搬运组件42包括设于安装座40上的第二驱动件421、设于第二驱动件421上的第三驱动件422和设于第三驱动件422上的第一吸附件423,第二驱动件421用于驱动第一吸附件423在上料组件21和第一载台412之间移动,第三驱动件422用于驱动第一吸附件423接触或离开上料组件21或第一载台412上的待清洁贴合材料,第一吸附件423用于吸附待清洁贴合材料。
[0060]
本实施例中,第二搬运组件42的工作原理是:第二驱动件421沿水平水平方向驱动第一吸附件423移动到上料组件21的上方,第三驱动件422驱动第一吸附件423接触上料组件21上的待清洁oca胶带,接触后第一吸附件423中通入负压吸附待清洁oca胶带,吸附后,第三驱动件422驱动第一吸附件423远离上料组件21,然后第二驱动件421驱动第一吸附件423移动到第一载台412上方,第三驱动件422驱动第一吸附件423将待清洁oca胶带放置在第一载台412上,第一载台412吸附待清洁oca后,第一吸附件423断开负压不再吸附,第三驱动件422驱动第一吸附件423远离第一载台412,完成一次作业。第二驱动件421根据需求选用电机模组,第三驱动件422根据需求选用气缸,需求不同时可以选择其他驱动电气件作为二者的替代使用第一吸附件423是设有可调间距的负压吸嘴,可调间距可以适应不同大小的oca胶带,负压吸嘴根据需求可更换为其他真空元器件。
[0061]
实施例五
[0062]
参照图1和4,本实用新型一较佳实施例中,前述的第四搬运组件44包括设于机座1上的第二载台440、设于安装座40上的第四驱动件441、设于第四驱动件441上的第五驱动件442和设于第五驱动件442上的第二吸附件443,第四驱动件441用于驱动第二吸附件443在第二载台440和下料组件22之间移动,第五驱动件442用于驱动第二吸附件443接触或离开第二载台440或下料组件22上的清洁后贴合材料,第二吸附件443用于吸附清洁后贴合材料。
[0063]
本实施例中,第四搬运组件44的工作原理为:第三搬运组件43将清洁后oca胶带转移到第二载台440上,第二载台440吸附清洁后oca胶带,第四驱动件441驱动第二吸附件443水平移动到第二载台440上方,第五驱动件442驱动第二吸附件443接触第二载台440上的清洁后oca胶带后,第二吸附件443吸附清洁后oca胶带,第五驱动件442驱动第二吸附件443远离第二载台440,第四驱动件441驱动第二吸附件443移动到下料组件22的上方,第五驱动件442驱动第二吸附件443朝向下料组件22移动,清洁后oca胶带放置在下料组件22之后,第二吸附件443不再吸附清洁后oca胶带,第五驱动件442驱动第二吸附件443远离下料组件22,完成一次作业。
[0064]
实施例六
[0065]
参照图5,本实用新型一较佳实施例中,前述的第三搬运组件43包括设于安装座40上的第六驱动件431、设于第六驱动件431上的第七驱动件432及设于第七驱动件432上的第三吸附件433,第六驱动件431用于驱动第三吸附件433在第一清洁件31和第二载台440之间移动,第七驱动件432用于驱动第三吸附件433接触或离开第一载台412或第二载台440上的贴合材料,第三吸附件433用于吸附贴合材料。
[0066]
本实施例中,第三搬运组件43的工作原理为:第六驱动件431驱动第三吸附件432
在第一清洁件31和第二载台440之间移动,当第一载台412受第一驱动件411驱动经过第一清洁件31,完成第一次清洁后移动到第一清洁件31与第二载台440之间,第六驱动件431驱动第三吸附件433移动到第一载台412上方,然后第七驱动件432驱动第三吸附件433接触第一次清洁后的oca胶带的已清洁面,第三吸附件433吸附此oca胶带后,第七驱动件432驱动第三吸附件433远离第一载台412,暴露oca胶带的另一侧待清洁面,然后第六驱动件431驱动吸附着第一次清洁后的oca胶带的第三吸附件433从第二清洁件32上的清洁端上方经过,向下料组件22方向移动,完成暴露oca胶带的另一侧的清洁,清洁完成后移动第二载台440上方,第七驱动件432驱动oca胶带接触第二载台440,第二载台440吸附清洁后oca胶带后第三吸附件433不再吸附,第七驱动件432驱动第三吸附件433远离第二载台440,完成一次作业。
[0067]
实施例七
[0068]
参照图6,本实用新型一较佳实施例中,前述的上料组件21包括设于机座1上的第八驱动件211、设于第八驱动件211上的第一安装板212、设于第一安装板212上的第九驱动件213和设于第九驱动件213上的第三载台214,第三载台214用于放置待清洁贴合材料,第八驱动件211驱动第三载台214沿水平方向移动,第九驱动件213用于驱动第三载台214沿竖直方向朝向或远离第二搬运组件42移动。
[0069]
本实施例中,上料组件21的工作原理为:第八驱动件211驱动第三载台214在本设备的上料位置和第一吸附件423的取料位置之间移动,在上料位置通过机械手或人工将待清洁oca胶带放置在第三载台214上,上料完成后,第八驱动件211驱动第三载台214移动到第一吸附件423的取料位置,多片oca胶带放置于第三载台214,第一吸附件423取走后一片后,由于存在高度差,第九驱动件213驱动第三载台214沿竖直方向朝向第一吸附件423移动,以弥补此高度差,直至第三载台214上的感应器感应到放置在第三载台214上的所有oca胶带都被取走,此时第九驱动件213驱动第三载台214沿竖直方向远离第一吸附件423移动,第八驱动件211驱动第三载台214回到上料位置等待上料,完成一此作业。
[0070]
实施例八
[0071]
参照图7,本实用新型一较佳实施例中,前述的下料组件22包括设于机座1上的第十驱动件221、设于第十驱动件221上的第二安装板222、设于第二安装板222上的第十一驱动件223和设于第十一驱动件223上的第四载台224,第四载台224用于放置清洁后贴合材料,第十驱动件221驱动第四载台224沿水平方向移动,第十一驱动件223用于驱动第四载台224沿竖直方向朝向或远离第三搬运组件43移动。
[0072]
本实施例中,下料组件22的工作原理为:第十驱动件221驱动第四载台224在本设备的下料位置和第二吸附件443的取料位置之间移动,第四搬运件44上的第二吸附件443将第二载台440上的清洁后oca胶带转移至第四载台224上,由于第四载台224需要存放多片清洁后oca胶带,当一片放置在第四载台224上之后,由于oca胶带本身的厚度,使之后叠放的oca胶带会离第二吸附件443越来越近,为避免发生这种情况,第十一驱动件223驱动第四载台224在放置了一片或几片oca胶带后,沿竖直方向远离第二吸附件443的方向移动,以制造一定高度差,直至oca胶带叠放到一定高度后,第十驱动件221驱动第四载台224移动到下料位置等待机械手或人工进行下料,完成一次作业。
[0073]
实施例九
[0074]
参照图6和图7,本实用新型一较佳实施例中,前述的贴合材料的清洁设备还包括校正机构,校正机构包括设于第一安装板212上的第一校正组件、设于第二安装板222上的第二校正组件和设于第二载台440上的第三校正组件,第一校正组件、第二校正组件和第三校正组件分别用于校正第三载台214、第四载台224和第二载台440上放置的贴合材料。
[0075]
本实施例中,由于oca胶带在各机构之间移动需要通过第二搬运组件42、第三搬运组件43和第四搬运组件44进行多次转运,在多个搬运组件每次转运前后需要使oca胶带保持正确位置,故设置校正机构对第三载台214、第四载台224和第二载台440上的oca胶带进行校正,使第二搬运组件42、第三搬运组件43和第四搬运组件44能够取到正确放置的oca胶带,从而避免了因oca胶带位置歪斜导致的清洗不匀和吸附掉料的各种问题。
[0076]
实施例十
[0077]
参照图1、图3、图6和图8,本实用新型一较佳实施例中,前述的贴合材料的清洁设备还包括抖料机构5,抖料机构5包括设于机座1上的第十二驱动件51、设于第十二驱动件51上的ng载台52、设于第三载台214的检测装置53、设于第三驱动件422和第一吸附件423之间的抖料驱动件54,ng载台52位于第一载台412上方,抖料驱动件54用于驱动第一吸附件423沿竖直方向往复移动,检测装置53用于检测第一吸附件423吸附的第三载台214的贴合材料,第十二驱动件51用于根据检测装置53的检测结果驱动ng载台52沿朝向或远离第二搬运组件42的方向移动,ng载台52开设于用于容置检测为不合格的贴合材料的容置槽521。
[0078]
本实施例中,由于oca胶带等材质之间存在静电,经过除静电装置也有可能互相吸附,当第一吸附件423吸附了一片oca胶带后,另一片oca胶带吸附在上面形成叠片,在后面的清洁过程中,叠片的两oca胶带各自有一面无法被清洁,所以设置抖料机构5为了使第一吸附件423吸附的待清洁oca胶带不叠料。当第一吸附件423吸附了oca胶带后,检测装置53检测被吸附的oca胶带的厚度,检查是否叠片,叠片状态下,抖料驱动件54驱动第一吸附件423沿竖直方向往复运动几次,使叠片的oca胶带分离,经过几次抖料驱动件54驱动后经检测依然叠片,第十二驱动件51驱动ng载台52移动到第一载台412上方,第一吸附件423受第二驱动件421驱动,移动到ng载台52上方,将叠料的oca胶带放置在容置槽521中,然后第十二驱动件51驱动ng载台52回到原位,完成一次叠片检测、抖料和抛料的作业。
[0079]
以上所述的仅为本实用新型的部分或优选实施例,无论是文字还是附图都不能因此限制本实用新型保护的范围,凡是在与本实用新型一个整体的构思下,利用本实用新型说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本实用新型保护的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1