弧形边缘截面的PDMS母模、微流控阀和芯片及其制备
弧形边缘截面的pdms母模、微流控阀和芯片及其制备
技术领域
1.本发明涉及微流控芯片技术领域,具体涉及一种弧形边缘截面的pdms母模、微流控阀和芯片及其制备。
背景技术:
2.微流控技术的快速发展为化学、生物学、临床医学、生物工程等领域的发展做出了重要贡献。微流控装置的制备可以通过多种方法来实现,例如软光刻、微铣削、印刷电路板(pcb)蚀刻和3d打印。各种基材材料,如玻璃、硅聚合物、塑料,甚至是纸张都已被采纳用于微流控应用。不同的制造技术和基质材料的发展使得微流体技术具有多种功能,并在学术界和工业界都变得越来越容易获得。低成本和大批量生产的制造工艺对大规模生产非常重要。
3.直接制造微流控芯片包括3d打印、激光微加工和立体光刻以及模塑,模塑无疑是大规模生产中最合适,最经济的方法。
4.在模具制造方法中,印刷电路板(pcb)技术具有以下几个优点:(1)精密加工过程高效、低成本和不需要洁净室设备即可容易达到;(2)铜主模具是耐用的,可以通过一步刻蚀制造高度从几百微米到一百微米的微流体结构;(3)pcb母模制备的pdms微流控芯片已被证明具有生物相容性;(4)通常具有光刻胶预涂膜,并能通过商业服务来制备。
5.微流控阀门作为微流控系统中的一个关键部件变得越来越不可或缺,因为它是用于进行连续样品处理,高平行分析,自动化流体和微粒操作的关键部件。因此,许多努力工作都集中在使用不同技术的新型材料制造微流体阀门,如单片pdms阀门、阀瓣隔膜阀、蜡制微流体中的微阀,3d印刷的微流体阀等。有理由相信这些阀门可以使pdms,阀瓣和纸芯片更强大。然而,除了多次软光刻之外,其他技术不能用于大规模生产,这取决于模塑方法。此外,单片pdms阀门与其他类型阀门相比具有明显优势:(1)功能多样性:电磁阀,蠕动泵,混合器和捕集器(筛阀);(2)切实可行的大规模集成;(3)耐用和持久的驱动。因此,它们是微流体中最广泛采用和报告的微型阀。
6.在此,本发明提出了一种基于pcb各向同性蚀刻和pdms表面改性相结合,以简单、低成本、有效且容易获得的方法来制备包含弧形截面结构的pdms母模。使用pdms母模,可以生成含有弧形截面通道(acs)的微流控芯片。本发明还进一步证明acs可以制造单片气动阀,称为弧形截面单片阀(amvs)。amvs芯片可用于多路复用控制,兼容大规模集成,并用于液体控制,单细胞操作和检测。这种制造pdms模具的方法有6个优点:(1)低成本(pcb比su8便宜得多);(2)可达性(紫外光,甚至阳光均可用于曝光);(3)效率(通过一步蚀刻,微通道的高度范围从几微米到一百微米);(4)简单(pcb蚀刻非常容易学习);(5)扩大生产(pdms模具可以通过pcb母模进一步扩大生产);6)功能(可以使用一步pcb蚀刻方法制造用于液体和微粒操作的amvs芯片)。
技术实现要素:
7.本发明的第一个目的在于提供一种通过将印刷电路板(printed circuit board,pcb)各向同性蚀刻与pdms(聚二甲基硅氧烷)表面改性相结合来制造具有弧形边缘截面的pdms母模的方法,该方法简单、低成本、有效。
8.本发明的第二个目的在于提供一种由以上第一个目的中的制备方法得到的具有弧形边缘截面的pdms母模。
9.本发明的第三个目的在于提供一种弧形边缘截面微流控阀的制备方法;该制备方法使用以上第二个目的中的pdms母模生成具有弧形边缘截面通道的流体层,然后与控制层对齐制备弧形边缘截面微流控阀(arc section microfluidic valve,amv)。
10.本发明的第四个目的在于提供一种由以上第三个目的中的制备方法得到的弧形边缘截面微流控阀;该阀可用于多路控制、兼容的大规模集成、液体控制、单细胞操作和检测。
11.本发明的第五个目的在于提供一种包含以上弧形边缘截面微流控阀的微流控芯片。
12.为了实现以上第一个目的,本发明采用以下技术方案:
13.本发明第一个方面提供一种具有弧形边缘截面的pdms母模的制备方法,包括以下步骤:
14.s100、在带有光刻胶的印刷电路板(pcb)上通过图案化形成弧形边缘截面的凹槽,得到pcb母模;
15.s200、将pdms预聚物倒在pcb母模上并聚合,得到具有弧形边缘截面的pdms母模。
16.该制备方法将印刷电路板(printed circuit board,pcb)各向同性蚀刻与pdms(聚二甲基硅氧烷)表面改性相结合,在pcb上铸造和固化pdms预聚物,这些pdms复制品即作为pdms母模。
17.该制备方法中的印刷电路板pcb可直接商业购买,通常具有光刻胶预涂膜。
18.在该具有弧形边缘截面的pdms母模的制备方法中,所述pdms预聚物中的基料和固化剂的选择以及比例根据需要进行调节,可直接购买,也可购买后进行配置;优选地,所述pdms预聚物中的基料和固化剂的质量比为5:1。
19.在本发明的一个优选方案中,以上具有弧形边缘截面的pdms母模的制备方法中,所述图案化过程包括以下步骤:
20.s110、带有光刻胶的印刷电路板上覆盖光掩模,并进行曝光;
21.s120、进行显影,图案转移至光刻胶上;
22.s130、用三氯化铁溶液蚀刻,在印刷电路板中的铜板上形成凹槽;其中的凹槽由于是通过蚀刻形成的,其边缘为弧形,凹槽的横截面为弧形边缘截面;
23.s140、用丙酮除去光刻胶,得到pcb母模。
24.在该优选方案中,所述曝光可以使用uv光,也可以使用其他光源,如阳光;优选地,所述曝光采用uv光。
25.本领域技术人员容易理解的,以上图案化过程为本领域常规的技术手段,采用正性光刻胶或反性光刻胶均可实现以上图案化形成凹槽的目的,本发明在此不再一一列举。
26.在本发明的一个优选方案中,以上具有弧形边缘截面的pdms母模的制备方法中,
s200的步骤具体包括:
27.s210、将pdms预聚物倒在pcb母模上,
28.s220、pcb母模上的pdms预聚物进行聚合;
29.s230、将聚合后的pdms进行剥离,使用泊洛沙姆407处理后,得到具有弧形边缘截面的pdms母模。
30.在s230中,关于使用泊洛沙姆407对聚合后的pdms进行处理的过程,在本发明的一个具体实施例中,直接使用泊洛沙姆407(即pf127)浸泡3小时即可。
31.为了实现以上第二个目的,本发明采用以下技术方案:
32.本发明第二个方面提供一种具有弧形边缘截面的pdms母模,通过以上第一个方面提供的具有弧形边缘截面的pdms母模的制备方法制备得到。
33.本发明中所提及的具有弧形边缘截面的pdms母模,具有与pcb母模上的凹槽对应的凸起,凸起的横截面具有弧形边缘。使用该pdms母模可制备具有弧形边缘截面通道的流体层,进而与控制层一起用于制备弧形边缘截面微流控阀(amv)和包含此弧形边缘截面微流控阀的微流控芯片。
34.该具有弧形边缘截面的pdms母模中的凸起的尺寸可通过调节光掩模中图案的尺寸以及刻蚀时间进行控制。所述凸起的尺寸对应于使用该pdms母模制备的具有弧形边缘截面通道的尺寸,可具体根据对于通道的尺寸需求调整光掩模中图案的尺寸以及刻蚀时间,本发明对此不做限定。
35.为了实现以上第三个目的,本发明采用以下技术方案:
36.本发明第三个方面提供一种弧形边缘截面微流控阀的制备方法,该制备方法包括以下步骤:
37.s300、在带有光刻胶的印刷电路板(pcb)上通过图案化形成弧形边缘截面的凸起,得到pcb控制层母模;
38.s400、在pcb控制层母模上旋涂pdms预聚物,聚合后得到具有控制通道的控制层;
39.s500、使用以上第二方面的具有弧形边缘截面的pdms母模制备具有弧形边缘截面通道的流体层;
40.s600、将所述控制层和流体层对准,并使用平的pdms层进行密封,得到所述弧形边缘截面微流控阀。
41.该弧形边缘截面微流控阀包括有流体层和控制层,相对应的包括有弧形边缘截面通道和控制通道。
42.该制备方法中的印刷电路板pcb与本发明第一方面的制备方法中的印刷电路板pcb一样,可直接商业购买,通常具有光刻胶预涂膜。
43.在该具有弧形边缘截面的pdms母模的制备方法中,所述pdms预聚物中的基料和固化剂的比例根据需要进行调节,可直接购买,也可购买后进行配置;优选地,所述pdms预聚物中的基料和固化剂的质量比为20:1。
44.在本发明的一个优选方案中,以上弧形边缘截面微流控阀的制备方法中,s300中所述图案化过程包括以下步骤:
45.s310、带有光刻胶的印刷电路板上覆盖光掩模,并进行曝光;
46.s320、进行显影,图案转移至光刻胶上;
47.s330、用三氯化铁溶液蚀刻,在印刷电路板中的铜板上形成凸起;其中的凸起由于是通过蚀刻形成的,其边缘为向内凹陷的弧形,凸起的横截面为向内凹陷的弧形边缘截面;
48.s340、用丙酮除去光刻胶,得到pcb控制层母模。
49.在该优选方案中,所述曝光可以使用uv光,也可以使用其他光源,如阳光;优选地,所述曝光采用uv光。
50.本领域技术人员容易理解的,以上图案化过程为本领域常规的技术手段,采用正性光刻胶或反性光刻胶均可实现以上图案化形成凸起的目的,本发明在此不再一一列举。
51.在以上弧形边缘截面微流控阀的制备方法中,s500中所述流体层的制备过程具体包括:将pdms预聚物倒入本发明第二方面所提供的pdms母模上,固化后剥离得到所述流体层。
52.在该流体层的制备过程中,所述pdms预聚物中的基料和固化剂的比例根据需要进行调节,可直接购买,也可购买后进行配置;优选地,所述pdms预聚物中的基料和固化剂的质量比为5:1。在本发明的一个具体实施例中,流体层与pdms母模所采用的pdms预聚物一致。
53.在以上弧形边缘截面微流控阀的制备方法中,s600中所述平的pdms层为部分固化,密封后进行固化。
54.以上,本发明的制备方法中所提及的聚合、固化、部分固化等的具体条件,本领域技术人员均可根据具体的预聚物中基料和固化剂的具体种类及比例进行优化选择;本发明在此不做限定。
55.为了实现以上第四个目的,本发明采用以下技术方案:
56.本发明第四个方面提供一种弧形边缘截面微流控阀,通过以上第三个方面提供的弧形边缘截面微流控阀的制备方法制备得到。
57.该弧形边缘截面微流控阀中的控制通道的尺寸对应于pcb控制层母模中的凸起的尺寸,可通过调节光掩模中图案的尺寸以及刻蚀时间进行控制;本领域技术人员可具体根据对于控制通道的尺寸需求调整光掩模中图案的尺寸以及刻蚀时间,本发明对此不做限定。
58.为了实现以上第五个目的,本发明采用以下技术方案:
59.本发明第五个方面提供一种包含以上第四个方面提供的弧形边缘截面微流控阀的微流控芯片。
60.进一步的,所述微流控芯片包括自制控制器,所述自制控制器包括8个电磁阀,用于驱动所述控制通道。
61.本发明提供了一种通过将印刷电路板(printed circuit boards,pcb)各向同性蚀刻与pdms(聚二甲基硅氧烷)表面改性相结合来制造具有弧形边缘截面结构的pdms母模的方法,该方法简单、低成本、有效。带有弧形边缘截面通道(arc section microchannel,ac)的微流控芯片可以通过使用准备好的pdms母模生成。本发明进一步证明,ac可以制造微流控气动阀,称为弧形边缘截面微流控阀(amv),该阀可用于多路控制、兼容的大规模集成、液体控制、单细胞操作和检测。
62.本发明具有以下有益效果:
63.1)低成本:pcb比su8便宜得多;
64.2)易用性:紫外线,甚至阳光也可用于曝光;
65.3)效率:一步蚀刻,微通道的高度范围从几微米到100微米;
66.4)简单:pcb蚀刻非常容易学习;
67.5)扩大生产:pdms模具可通过pcb母模进一步制造;
68.6)功能:用于液体和颗粒操作的amv芯片可通过一步式pcb蚀刻方法制造。
附图说明
69.图1为实施例1中pdms母模的制备方法中s110的示意图。
70.图2为实施例1中pdms母模的制备方法中s120的示意图。
71.图3为实施例1中pdms母模的制备方法中s130的示意图。
72.图4为实施例1中pdms母模的制备方法中s140的示意图。
73.图5为实施例1中pdms母模的制备方法中s210的示意图。
74.图6为实施例1中pdms母模的制备方法中s220的示意图。
75.图7为实施例1中pdms母模的制备方法中s230的示意图。
76.图8为实施例1中pdms母模的制备方法中s240的示意图。
77.图9a为实施例2中使用具有35μm宽图案的光掩模,蚀刻25分钟后,制得pdms母模。
78.图9b为实施例2中使用具有70μm宽图案的光掩模,蚀刻25分钟后,制得pdms母模。
79.图9c为实施例2中使用具有140μm宽图案的光掩模,蚀刻25分钟后,制得pdms母模。
80.图9d为使用图9a中的pdms母模制备的弧形边缘截面通道(ac)。
81.图9e为使用图9b中的pdms母模制备的弧形边缘截面通道(ac)。
82.图9f为使用图9c中的pdms母模制备的弧形边缘截面通道(ac)。
83.图10a为实施例3中使用35μm宽图案的光掩模蚀刻10min后的pdms母模。
84.图10b为实施例3中使用35μm宽图案的光掩模蚀刻25min后的pdms母模。
85.图10c为实施例3中使用35μm宽图案的光掩模蚀刻50min后的pdms母模。
86.图10d为实施例3中使用35μm宽图案的光掩模蚀刻75min后的pdms母模。
87.图10e为使用图10a中的pdms母模制备的弧形边缘截面通道(ac)。
88.图10f为使用图10b中的pdms母模制备的弧形边缘截面通道(ac)。
89.图10g为使用图10c中的pdms母模制备的弧形边缘截面通道(ac)。
90.图10h为使用图10d中的pdms母模制备的弧形边缘截面通道(ac)。
91.图11为实施例4中使用pdms母模制得40μm深的凹槽,比例尺:20μm。
92.图12为实施例4中使用pdms母模制得100μm深的凹槽,比例尺:20μm。
93.图13为实施例5中弧形边缘截面微流控阀的制备方法中s310的示意图。
94.图14为实施例5中弧形边缘截面微流控阀的制备方法中s320的示意图。
95.图15为实施例5中弧形边缘截面微流控阀的制备方法中s330的示意图。
96.图16为实施例5中弧形边缘截面微流控阀的制备方法中s340和s400的示意图。
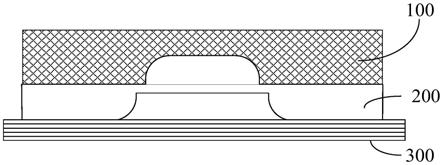
97.图17为实施例5中弧形边缘截面微流控阀的制备方法中s600的示意图之一。
98.图18为实施例5中弧形边缘截面微流控阀的制备方法中s600的示意图之二。
99.图19a为实施例6中制造的控制层的弧形边缘横截面微流控阀(amv),比例尺:50μm。
100.图19b为弧形边缘横截面单片阀(amv)未关闭时的液体流通情况。
101.图19c为实施例6中使用2000rpm转速旋涂pdms预聚物到控制层主模具上,所制得的弧形边缘横截面单片阀(amv)未完全关闭。
102.图19d为实施例6中使用3000rpm转速旋涂pdms预聚物到控制层主模具上,所制得的弧形边缘横截面单片阀(amv)完全关闭。
103.图20a为实施例7中使用25min蚀刻产生的弧形边缘横截面通道(ac)。
104.图20b为实施例7中使用50min蚀刻产生的弧形边缘横截面通道(ac)。
105.图20c为实施例7中3000rpm(20μm厚)旋涂产生的110μm宽的控制通道的荧光图像。
106.图20d为实施例7中4000rpm(20μm厚)旋涂产生的110μm宽的控制通道的荧光图像。
107.附图标记说明:
108.10-印刷电路板,11-基板,12-铜板,13-光刻胶,20-光掩模,30-uv光照,40-图案,50-凹槽,51-凹槽边缘,60-pdms母模,61-pluronic f-127,62-聚合后的pdms,70-弧形边缘截面通道(ac);
109.100-流体层,200-控制层,300-部分固化的平面pdms。
具体实施方式
110.为了更清楚地说明本发明,下面结合优选实施例对本发明做进一步的说明。本领域技术人员应当理解,下面所具体描述的内容是说明性的而非限制性的,不应以此限制本发明的保护范围。
111.实施例1
112.本实施例提供一种典型的pdms母模的制备方法:
113.s110、如图1所示,带有光刻胶13的印刷电路板10上覆盖光掩模20,并通过uv光照30曝光。其中的印刷电路板10为商业购买,包括基板11、铜板12和光刻胶13。
114.s120、进行显影,图案40转移至光刻胶13上;如图2所示。
115.s130、用fecl3溶液蚀刻,在印刷电路板中的铜板12上形成凹槽50;其中的凹槽50由于是通过蚀刻形成的,其边缘51为弧形,凹槽的横截面为弧形边缘截面;如图3所示。
116.s140、用丙酮除去光刻胶13,得到pcb母模,如图4所示。
117.s210、将pdms预聚物(基料:固化剂=5:1,w.t.;sylgard 184,dow corning,midland,mi)倒在pcb母模上,如图5所示。
118.s220、pcb母模上的pdms预聚物进行聚合;如图6所示。示例性的,65℃下固化30分钟。
119.s230、将聚合后的pdms 62进行剥离得到,使用2%pluronic f-127(pf127)61进行表面处理3小时。将表面干燥(约30分钟)后,这些pdms复制品作为pdms母模60;如图7所示。
120.s240、将pdms预聚物(基料:固化剂=5:1,w.t.)倒入pdms母模60上,固化后剥离得到弧形边缘截面通道(ac)70;如图8所示。具有ac特征的聚合pdms复制品容易从pdms母模上剥离。
121.实施例2
122.采用实施例1中的典型制备过程,分别使用35μm、70μm和140μm宽度图案的光掩模,蚀刻25分钟后,制得pdms母模。得到的pdms母模如图9a-图9c所示。
123.相应地,使用所得到的pdms母模制备的弧形边缘截面通道(ac)如图9d-图9f所示。
124.该具有弧形边缘截面的pdms母模中的凸起的宽度在蚀刻时间一定的情况下,可通过调节光掩模中图案的宽度进行控制。所述凸起的宽度对应于使用该pdms母模制备的具有弧形边缘截面通道ac的宽度,可具体根据对于通道的宽度需求调整光掩模中图案的宽度。
125.实施例3
126.采用实施例1中的典型制备过程,使用35μm宽度图案的光掩模,分别蚀刻10min,25min,50min和75min后,制得pdms母模。得到的pdms母模如图10a-图10d所示。
127.相应地,使用所得到的pdms母模制备的弧形边缘截面通道(ac)如图10e-图10h所示。
128.该具有弧形边缘截面的pdms母模中的凸起的尺寸在图案宽度一定的情况下,可通过调节蚀刻时间对宽度进行控制。所述凸起的尺寸对应于使用该pdms母模制备的具有弧形边缘截面通道ac的尺寸,可具体根据对于通道的尺寸需求调整蚀刻时间。
129.实施例4
130.采用实施例1中的典型制备过程,使用不同的pcb制备pdms母模;并且该pdms母模中的凸起为并列排布的多个。其中不同的pcb中的铜板厚度不同,分别为40μm和100μm。
131.然后使用制备的pdms母模分别制备具有多个凹槽的pdms复制品。分别如图11和图12所示。
132.由图中可知,凹槽的深度取决于铜层的厚度。
133.实施例5
134.本实施例提供一种典型的pdms母模的制备方法:
135.s310、带有光刻胶的印刷电路板上覆盖光掩模20,并通过uv曝光;如图13所示。
136.s320、进行显影,图案转移至光刻胶上;如图14所示。
137.s330、用fecl3溶液蚀刻,在印刷电路板中的铜板上形成凸起;其中的凸起由于是通过蚀刻形成的,其边缘为向内凹陷的弧形,凸起的横截面为向内凹陷的弧形边缘截面;如图15所示。
138.s340、用丙酮除去光刻胶,得到pcb控制层母模。
139.s400、在得到的pcb控制层母模上,使用匀胶机(kw-4a,中国科学院微电子研究所,北京,中国)旋涂pdms预聚物(基质:固化剂=20:1,w.t.),聚合后得到具有控制通道的控制层200;如图16所示。示例性的,此处的聚合固化条件为在65℃下部分固化40分钟。
140.s600、将所述控制层200和流体层100对准,如图17所示,将流体层和控制层在65℃烘箱中再固化50分钟。该组件在玻璃上用部分固化的平面pdms 300密封,如图18所示。最后,微流控装置在65℃孵育过夜;得到所述弧形边缘截面微流控阀。
141.实施例6
142.采用实施例5中的典型制备过程,采用不同蚀刻时间以及不同转速(3000rpm和2000rpm)进行旋涂得到的控制层,对其进行密封,进行荧光照射以检验其密封性。
143.图19a为实施例6中制造的控制层的弧形边缘横截面微流控阀(amv),比例尺:50μm。
144.图19b为弧形边缘横截面单片阀(amv)未关闭时的液体流通情况。
145.图19c为实施例6中使用2000rpm转速旋涂pdms预聚物到控制层主模具上,所制得
的弧形边缘横截面单片阀(amv)未完全关闭。
146.图19d为实施例6中使用3000rpm转速旋涂pdms预聚物到控制层主模具上,所制得的弧形边缘横截面单片阀(amv)完全关闭。
147.如图20a所示,为使用25min蚀刻产生的弧形边缘横截面通道(ac)。比例尺:50μm。
148.如图20b所示,为使用50min蚀刻产生的弧形边缘横截面通道(ac)。比例尺:50μm。
149.如图20c所示,为3000rpm(20μm厚)旋涂产生的110μm宽的控制通道的荧光图像。由图像看出,有少量液体渗入通道。比例尺:50μm。
150.如图20d所示,为4000rpm(20μm厚)旋涂产生的110μm宽的控制通道的荧光图像。由图像看出,完全没有液体流入通道。比例尺:50μm。
151.本发明以上实施例中所使用的pcb中的光刻胶均为正性光刻胶,本领域技术人员容易理解的,采用负性光刻胶同样可以实现目的,相应的调整光掩模即可。且以上pcb图案化过程均为本领域的常规技术手段,本发明中只列举出了一种较为通用的,在此不再一一列举。
152.显然,本发明的上述实施例仅仅是为清楚地说明本发明所作的举例,而并非是对本发明的实施方式的限定,对于所属领域的普通技术人员来说,在上述说明的基础上还可以做出其它不同形式的变化或变动,这里无法对所有的实施方式予以穷举,凡是属于本发明的技术方案所引伸出的显而易见的变化或变动仍处于本发明的保护范围之列。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1