一种电视背板的自动化喷涂工艺的制作方法
1.本发明涉及表层喷涂技术领域,具体为一种电视背板的自动化喷涂工艺。
背景技术:
2.随着经济的不断发展,平板电视不断更新换代。平板电视中,电视机背板是一种十分常见的板材,主要用于电视机的背部,不被人所看见,因而容易被人忽视。但是背板却是靠近电视机的心脏区域,主要用于保护隔绝重要的零部件,避免其损坏。而且,随着人们对视觉效果的追求,平板电视越来越多的需要开发效果各异的背板,以满足消费者日益增长的需求。目前,平板电视的电视机背板的生产主要包括:上料-冲压-攻牙-冲床铆合-喷涂-包装等步骤,其中,喷涂工序对于电视背板的影响较大。现有技术中,针对电视背板类表面工艺的喷涂处理大多采用喷静喷粉、高温烘烤、流平固化等步骤加工而成,这其中喷涂设备的合理设计对于电视机背板的喷涂工艺具有十分重要的作用。
3.由于电视背板外表面具有很多开孔及其他凹槽型面,现有的喷涂装置在对其进行喷涂时,这些冲孔机凹槽型面的内壁往往得不到均匀喷涂,导致产品成品品相不合格。
技术实现要素:
4.本发明的目的在于提供一种电视背板的自动化喷涂工艺,以解决上述背景技术中提出的问题。
5.为实现上述目的,本发明提供如下技术方案:一种电视背板的自动化喷涂工艺,包括以下步骤:
6.s1:上料,将未喷涂的电视机背板安装到传送装置的旋转夹具上;
7.s2:清洗,未喷涂的电视机背板随传送装置进入清洗箱内进行清洗,去除表面灰尘杂质;
8.s3:第一次烘干,未喷涂的电视机背板随传送装置进入第一烘干箱内烘干;
9.s4:第一次喷涂,未喷涂的电视机背板随传送装置进入第一喷涂箱内进行表面喷涂;
10.s5:第二次喷涂,经过第一次喷涂的随传送装置进入第二喷涂箱内进行冲孔或凹陷处侧壁的喷涂;
11.s6:第二次烘干,经过第二次喷涂的电视机背板随传送装置进入第二烘干箱内进行烘干得到成品;
12.s7:下料,将成品从传送装置的旋转夹具上卸下。
13.更进一步地,所述第一烘干箱和第二烘干箱采用电热鼓风烘干箱,所述第一烘干箱和第二烘干箱长度为3-5m,所述第一烘干箱和第二烘干箱在烘干时温度控制在180-200℃区间内。
14.更进一步地,所述清洗箱为立体式流淋清洗设备。
15.更进一步地,所述第二喷涂箱的两侧内壁靠近顶部处转动连接有丝杠,且丝杠连
接有电机,所述丝杠外壁通过螺纹转动连接有丝杠滑块,所述丝杠滑块底部安装有气缸,所述气缸底部通过螺栓固定有安装板,所述安装板通过螺栓安装有旋转云台,所述旋转云台底部通过螺栓固定有侧面喷嘴,所述丝杠滑块外侧通过螺栓固定有连接钢管,且连接钢管的两端分别连接有第一螺纹管和第二螺纹管,所述第二螺纹管的低端与侧面喷嘴相连接。
16.更进一步地,所述第二喷涂箱两侧内壁靠近丝杠底部出通过螺栓固定有导杆,所述丝杠滑块底部开有水平贯通的导孔,所述导杆限位于导孔内。
17.更进一步地,所述第一螺纹管和第二螺纹管采用软性pp塑料材质制作。
18.更进一步地,所述侧面喷嘴由增压泵、喷射部和底封三部分组成,所述喷射部中心处开有竖腔,所述竖腔与增压泵的出料端连通,所述喷射部外壁开有等距离分布的且与竖腔连通的线型喷孔,所述线型喷孔的竖截面为梯形结构,所述底封通过螺丝固定于喷射部底部。
19.更进一步地,所述线型喷孔的数量为3-8个。
20.与现有技术相比,本发明的有益效果是:
21.使用本套工艺及装置,能有效地对电视背板进行流水线式喷涂生产,生产效率提升,当电视背板进入第二喷涂箱后,侧面喷嘴能进入背板型面的各个冲孔内,在通过旋转云台的转动实现对冲孔和凹槽内壁进行喷涂,有效解决现有技术中无法对冲孔级凹槽内壁进行充分喷涂的缺陷。
附图说明
22.图1为本发明的流程示意图;
23.图2为本发明的结构示意图;
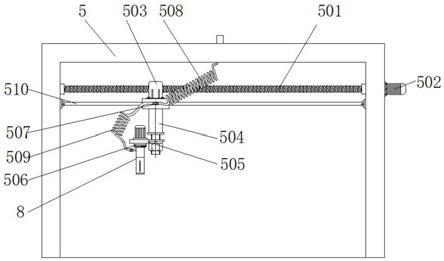
24.图3为本发明的第二喷涂箱结构示意图;
25.图4为本发明的侧面喷嘴结构示意图。
26.图中:1、传送装置;101、旋转夹具;2、清洗箱;3、第一烘干箱;4、第一喷涂箱;5、第二喷涂箱;501、丝杠;502、电机;503、丝杠滑块;504、气缸;505、安装板;506、旋转云台;507、连接钢管;508、第一螺纹管;509、第二螺纹管;510、导杆;6、第二烘干箱;7、涂料罐;8、侧面喷嘴;801增压泵;802、竖腔;803、线型喷孔;804、底封。
具体实施方式
27.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
28.需要说明的是,在本发明的描述中,术语“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,并不是指示或暗示所指的装置或元件所必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
29.此外,应当理解,为了便于描述,附图中所示出的各个部件的尺寸并不按照实际的比例关系绘制,例如某些层的厚度或宽度可以相对于其他层有所夸大。
30.应注意的是,相似的标号和字母在下面的附图中表示类似项,因此,一旦某一项在一个附图中被定义或说明,则在随后的附图的说明中将不需要再对其进行进一步的具体讨论和描述。
31.实施例一
32.如图1-4所示,本发明提供一种技术方案:一种电视背板的自动化喷涂工艺,包括以下步骤:
33.s1:上料,将未喷涂的电视机背板安装到传送装置1的旋转夹具101上;
34.s2:清洗,未喷涂的电视机背板随传送装置1进入清洗箱2内进行清洗,去除表面灰尘杂质;
35.s3:第一次烘干,未喷涂的电视机背板随传送装置1进入第一烘干箱3内烘干;
36.s4:第一次喷涂,未喷涂的电视机背板随传送装置1进入第一喷涂箱4内进行表面喷涂;
37.s5:第二次喷涂,经过第一次喷涂的随传送装置1进入第二喷涂箱5内进行冲孔或凹陷处侧壁的喷涂;
38.s6:第二次烘干,经过第二次喷涂的电视机背板随传送装置1进入第二烘干箱6内进行烘干得到成品;
39.s7:下料,将成品从传送装置1的旋转夹具101上卸下。
40.传送装置1采用皮带式传送机,在皮带式传送机上依据不同规格的电视背板安装与之相适配的旋转夹具101。
41.第一烘干箱3和第二烘干箱6采用电热鼓风烘干箱,第一烘干箱3和第二烘干箱6长度为4.8m,第一烘干箱3和第二烘干箱6在烘干时温度控制在180℃区间内,清洗箱2为立体式流淋清洗设,第二喷涂箱5的两侧内壁靠近顶部处转动连接有丝杠501,且丝杠501连接有电机502,丝杠501外壁通过螺纹转动连接有丝杠滑块503,丝杠滑块503底部安装有气缸504,气缸504底部通过螺栓固定有安装板505,安装板505通过螺栓安装有旋转云台506,旋转云台506底部通过螺栓固定有侧面喷嘴8,丝杠滑块503外侧通过螺栓固定有连接钢管507,且连接钢管507的两端分别连接有第一螺纹管508和第二螺纹管509,第二螺纹管509的低端与侧面喷嘴8相连接,第一喷涂箱4顶部安装有涂料罐7,涂料罐7为第一喷涂箱4和第二喷涂箱5提供喷涂原料,第一软管508通过管道连接件与涂料罐7连接,第二喷涂箱5两侧内壁靠近丝杠501底部出通过螺栓固定有导杆510,丝杠滑块503底部开有水平贯通的导孔,导杆510限位于导孔内,第一螺纹管508和第二螺纹管509采用软性pp塑料材质制作,侧面喷嘴8由增压泵801、喷射部和底封804三部分组成,喷射部中心处开有竖腔802,竖腔802与增压泵801的出料端连通,喷射部外壁开有等距离分布的且与竖腔802连通的线型喷孔803,线型喷孔803的竖截面为梯形结构,底封804通过螺丝固定于喷射部底部,线型喷孔803的数量为4个。
42.整套系统通过外接的plc控制系统实现控制,电视背板在进入清洗箱2、第一烘干箱3、第一喷涂箱4、第二喷涂箱5级第二烘干箱6内,plc控制系统都控制旋转夹具101进行相应角度的转动使得各个步骤能更加充分地进行。控制系统内预先根据不同规格的电视背板设置好侧面喷嘴8的运动轨迹,当电视背板进入第二喷涂箱5后,侧面喷嘴8能进入背板型面的各个冲孔内,在通过旋转云台的转动实现对冲孔和凹槽内壁进行喷涂,有效解决现有技
术中无法对冲孔级凹槽内壁进行充分喷涂的缺陷。
43.实施例二
44.如图1-4所示,本发明提供一种技术方案:一种电视背板的自动化喷涂工艺,包括以下步骤:
45.s1:上料,将未喷涂的电视机背板安装到传送装置1的旋转夹具101上;
46.s2:清洗,未喷涂的电视机背板随传送装置1进入清洗箱2内进行清洗,去除表面灰尘杂质;
47.s3:第一次烘干,未喷涂的电视机背板随传送装置1进入第一烘干箱3内烘干;
48.s4:第一次喷涂,未喷涂的电视机背板随传送装置1进入第一喷涂箱4内进行表面喷涂;
49.s5:第二次喷涂,经过第一次喷涂的随传送装置1进入第二喷涂箱5内进行冲孔或凹陷处侧壁的喷涂;
50.s6:第二次烘干,经过第二次喷涂的电视机背板随传送装置1进入第二烘干箱6内进行烘干得到成品;
51.s7:下料,将成品从传送装置1的旋转夹具101上卸下。
52.传送装置1采用皮带式传送机,在皮带式传送机上依据不同规格的电视背板安装与之相适配的旋转夹具101。
53.第一烘干箱3和第二烘干箱6采用电热鼓风烘干箱,第一烘干箱3和第二烘干箱6长度为4.8m,第一烘干箱3和第二烘干箱6在烘干时温度控制在200℃区间内,清洗箱2为立体式流淋清洗设,第二喷涂箱5的两侧内壁靠近顶部处转动连接有丝杠501,且丝杠501连接有电机502,丝杠501外壁通过螺纹转动连接有丝杠滑块503,丝杠滑块503底部安装有气缸504,气缸504底部通过螺栓固定有安装板505,安装板505通过螺栓安装有旋转云台506,旋转云台506底部通过螺栓固定有侧面喷嘴8,丝杠滑块503外侧通过螺栓固定有连接钢管507,且连接钢管507的两端分别连接有第一螺纹管508和第二螺纹管509,第二螺纹管509的低端与侧面喷嘴8相连接,第一喷涂箱4顶部安装有涂料罐7,涂料罐7为第一喷涂箱4和第二喷涂箱5提供喷涂原料,第一软管508通过管道连接件与涂料罐7连接,第二喷涂箱5两侧内壁靠近丝杠501底部出通过螺栓固定有导杆510,丝杠滑块503底部开有水平贯通的导孔,导杆510限位于导孔内,第一螺纹管508和第二螺纹管509采用软性pp塑料材质制作,侧面喷嘴8由增压泵801、喷射部和底封804三部分组成,喷射部中心处开有竖腔802,竖腔802与增压泵801的出料端连通,喷射部外壁开有等距离分布的且与竖腔802连通的线型喷孔803,线型喷孔803的竖截面为梯形结构,底封804通过螺丝固定于喷射部底部,线型喷孔803的数量为6个。
54.整套系统通过外接的plc控制系统实现控制,电视背板在进入清洗箱2、第一烘干箱3、第一喷涂箱4、第二喷涂箱5级第二烘干箱6内,plc控制系统都控制旋转夹具101进行相应角度的转动使得各个步骤能更加充分地进行。控制系统内预先根据不同规格的电视背板设置好侧面喷嘴8的运动轨迹,当电视背板进入第二喷涂箱5后,侧面喷嘴8能进入背板型面的各个冲孔内,在通过旋转云台的转动实现对冲孔和凹槽内壁进行喷涂,有效解决现有技术中无法对冲孔级凹槽内壁进行充分喷涂的缺陷。
55.尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以
理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1