一种精密喷涂加工装置及其工艺的制作方法
1.本发明涉及加工领域,特别是指一种精密喷涂加工装置及其工艺。
背景技术:
2.在半导体及显示制造等领域,如玻璃油墨喷涂、miniled油墨喷涂、线路板三防漆喷涂、pcb阻焊、pcb喷码、增材制造等,需要精密喷涂工艺。现有技术中,常采用的技术有:
3.单喷嘴点喷方式,这种方式只能实现由点成线,由线成面的喷涂,喷涂效率低下,单工序工艺时间长;
4.单喷嘴线喷方式,这种方式线喷边缘存在超喷过渡区,线型方向喷涂边界模糊,边界区域喷涂质量差。
5.网版印刷,这种方式网版制版费用高,工序繁琐,且只能单色印刷,色差控制能力差,产品切换效率低,油墨利用率低。
6.超声或气动喷涂,这种方式喷涂边界不规则,尺寸精度难以控制,不能实现复杂图案的喷涂成形,不能实现精确定位喷涂。
技术实现要素:
7.本发明提出一种精密喷涂加工装置及其工艺,解决了现有技术中上述的问题。
8.本发明的技术方案是这样实现的:
9.一种精密喷涂加工装置,包括:
10.至少包含一个喷头组成的喷头组,该喷头组可进行2轴或2轴以上的轴向移动;
11.喷头上包含若干按特定行列规则分布的喷嘴,形成喷嘴点阵,每一行喷嘴对应设置一个液腔,每个液腔可为每一行的喷嘴供应喷涂液;以及
12.上位机,上位机作为整个工艺系统与外界进行数据交换和数据处理的中枢,接收外界输入的图形数据,并将图形数据结合喷头组的喷嘴点阵数据和喷头组的轴向移动数据,采用一定的控制算法,形成喷头组的点阵移动控制信息;以及
13.驱动控制器,驱动控制器控制喷头组的轴向运动,以及控制喷头上的喷嘴按要求喷出喷涂液。
14.优选的,本发明所述的精密喷涂加工装置,喷头为单液腔喷头,或多液腔喷头;
15.单液腔喷头是指,一个喷头上的所有液腔连通到一起形成一个大液腔的喷头,为单液腔喷头;
16.多液腔喷头是指,一个喷头上的每个液腔互不连通的喷头,为多液腔喷头。
17.优选的,本发明所述的精密喷涂加工装置,喷头组有以下几种类型:
18.一个单液腔喷头组成的喷头组;
19.一个多液腔喷头组成的喷头组;
20.多个单液腔喷头组成的喷头组;
21.多个多液腔喷头组成的喷头组;
22.一个单液腔喷头与多个多液腔喷头混合搭配组成的喷头组;
23.多个单液腔喷头与一个多液腔喷头混合搭配组成的喷头组;
24.多个单液腔喷头与多个多液腔喷头混合搭配组成的喷头组。
25.一种精密喷涂加工的方法,包括:
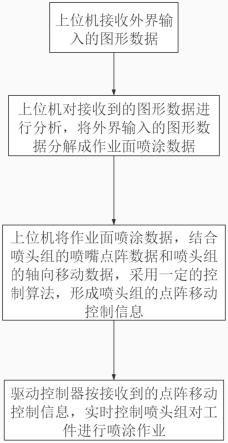
26.首先,上位机接收外界输入的图形数据;
27.其次,上位机对接收到的图形数据进行分析,将外界输入的图形数据分解成作业面喷涂数据;
28.然后,上位机将前一步得到的作业面喷涂数据,结合喷头组的喷嘴点阵数据和喷头组的轴向移动数据,采用一定的控制算法,形成喷头组的点阵移动控制信息,发送给驱动控制器;
29.最后,驱动控制器按接收到的点阵移动控制信息,实时控制喷头组对工件进行喷涂作业。
30.本发明的有益效果为:本发明所述的精密喷涂加工装置及其工艺,可适用于单种喷涂液或多种喷涂液图形的高效喷涂,喷涂的图形边缘无喷涂液过渡区,按需喷涂效果良好,节约时间和成本,操作简便。
附图说明
31.为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
32.图1为本发明一种精密喷涂加工装置及其工艺中喷头的示意图;
33.图2为本发明一种精密喷涂加工装置及其工艺中喷头的放大示意图;
34.图3为本发明一种精密喷涂加工装置及其工艺中硬件的流程示意图;
35.图4为本发明一种精密喷涂加工装置及其工艺第一个实施例需喷涂的手机屏幕墨滴图形作业面的示意图;
36.图5为本发明一种精密喷涂加工装置及其工艺第一个实施例可单次喷涂的单次喷涂点阵数据示意图;
37.图6为本发明一种精密喷涂加工装置及其工艺第二个实施例需喷涂的手机屏幕墨滴图形作业面的示意图;
38.图7为本发明一种精密喷涂加工装置及其工艺第二个实施例第一次作业可单次喷涂的单次喷涂点阵数据示意图;
39.图8为本发明一种精密喷涂加工装置及其工艺第二个实施例第二次作业可单次喷涂的单次喷涂点阵数据示意图;
40.图9为本发明一种精密喷涂加工装置及其工艺第三个实施例需喷涂的手机屏幕墨滴图形作业面的示意图;
41.图10为本发明一种精密喷涂加工装置及其工艺第三个实施例第一次作业可单次喷涂的单次喷涂点阵数据示意图;
42.图11为本发明一种精密喷涂加工装置及其工艺第三个实施例第二次作业可单次
喷涂的单次喷涂点阵数据示意图;
43.图12为本发明一种精密喷涂加工装置及其工艺第三个实施例第三次作业可单次喷涂的单次喷涂点阵数据示意图;
44.图13为本发明一种精密喷涂加工装置及其工艺第三个实施例第四次作业可单次喷涂的单次喷涂点阵数据示意图;
45.图14为本发明一种精密喷涂加工装置及其工艺第三个实施例第五次作业可单次喷涂的单次喷涂点阵数据示意图;
46.图15为本发明一种精密喷涂加工装置及其工艺的工艺流程示意图。
47.图中:
48.11、喷头;111、喷嘴。
具体实施方式
49.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
50.如图所示,本发明所述的一种精密喷涂加工装置,包括:
51.至少包含一个喷头11组成的喷头组,该喷头组可进行2轴或2轴以上的轴向移动;
52.喷头11上包含若干按特定行列规则分布的喷嘴111,形成喷嘴点阵,每一行喷嘴111对应设置一个液腔,每个液腔可为每一行的喷嘴111供应喷涂液;以及
53.上位机,上位机作为整个工艺系统与外界进行数据交换和数据处理的中枢,接收外界输入的图形数据,并将图形数据结合喷头组的喷嘴点阵数据和喷头组的轴向移动数据,采用一定的控制算法,形成喷头组的点阵移动控制信息;以及
54.驱动控制器,驱动控制器控制喷头组的轴向运动,以及控制喷头11上的喷嘴111按要求喷出喷涂液。
55.优选的,本发明所述的精密喷涂加工装置,喷头11为单液腔喷头,或多液腔喷头;
56.单液腔喷头是指,一个喷头11上的所有液腔连通到一起形成一个大液腔的喷头11,为单液腔喷头;
57.多液腔喷头是指,一个喷头11上的每个液腔互不连通的喷头11,为多液腔喷头。
58.优选的,本发明所述的精密喷涂加工装置,喷头组有以下几种类型:
59.一个单液腔喷头组成的喷头组;
60.一个多液腔喷头组成的喷头组;
61.多个单液腔喷头组成的喷头组;
62.多个多液腔喷头组成的喷头组;
63.一个单液腔喷头与多个多液腔喷头混合搭配组成的喷头组;
64.多个单液腔喷头与一个多液腔喷头混合搭配组成的喷头组;
65.多个单液腔喷头与多个多液腔喷头混合搭配组成的喷头组。
66.一种精密喷涂加工的方法,包括:
67.首先,上位机接收外界输入的图形数据;
68.其次,上位机对接收到的图形数据进行分析,将外界输入的图形数据分解成作业面喷涂数据;
69.然后,上位机将前一步得到的作业面喷涂数据,结合喷头组的喷嘴点阵数据和喷头组的轴向移动数据,采用一定的控制算法,形成喷头组的点阵移动控制信息,发送给驱动控制器;
70.最后,驱动控制器按接收到的点阵移动控制信息,实时控制喷头组对工件进行喷涂作业。
71.本发明所使用的喷头11如图1所示,放大图如图2所示,喷头11上分布有密集的喷嘴111,喷嘴111按m行和n列成矩阵排列,各行间距相等设为c,各列之间间距相等设为d。
72.喷头组里的喷头11在驱动控制器的控制下,可以精确的控制喷嘴点阵上各点的喷涂与否,同时保证各喷嘴之间的动作相互影响可控,而不对整体或其它喷嘴喷涂效果产生负面影响。
73.本发明对应的硬件组成如图3所示,喷头组作为工艺执行元件,上位机作为整个系统与外界进行数据交换和数据处理的中枢,接收外界输入的图形数据,并将图形数据结合喷头组的喷嘴点阵数据和喷头组的轴向移动数据,采用一定的控制算法,形成喷头组的点阵移动控制信息,发送给驱动控制器;
74.上位机将匹配好的点阵移动控制数据发送至驱动控制器,驱动控制器驱动喷头组做出对应的喷涂动作。
75.喷头组中的喷涂液由专门的液体管路系统提供,提供并保持喷头11工作时的液体环境稳定可持续;液体管路系统包括液体管路和液体管路控制系统;根据喷头种类、型号和内部构造的不同提供给喷头不同的液体进出口,液体输送管路和循环管路(特定喷头需配置);液体管路控制系统包括气压、液压传感器,过滤器,除气装置,气泵,液泵,电磁阀,调节开关,继电器,气压、液压显示元件,内部逻辑控制电路等一系列硬件(也可视情况配置专用软件),主要功能是提供液体管路内部各部分气压、液压的显示、设定和相关参数的自动检测补偿控制功能,保证液体管路内单位时间内的可靠流量和可靠压力;液体管路控制系统一般是采用与上位机独立的电路控制系统,当然也可以通过数模转换等模块将控制显示逻辑集成到上位机中匹配对应软件实现相应控制功能。
76.需要说明的是,上述将图形数据结合喷头组的喷嘴点阵数据和喷头组的轴向移动数据,采用一定的控制算法,形成喷头组的点阵移动控制信息中的一定的控制算法属于喷墨打印行业成熟的控制技术,本发明并不涉及到控制算法的改进,在此不再详述。
77.下面结合附图,以喷涂手机屏幕墨滴图形的3种不同的图形大小分布与喷涂液组合为例,对本发明进行更详细的描述。
78.实施例一,第一类需喷涂的手机屏幕墨滴图形如图4所示,手机屏幕墨滴图形宽为70mm,高为120mm,作业面的宽为370mm,高为520mm,作业面上分布着3行3列总计9个手机屏幕墨滴图形,每行之间的间距为40mm,每列之间的间距为40mm,采用单一喷涂液进行喷涂;
79.按本发明的实施工艺,选用包含一个单液腔喷头的喷头组作为执行部件,本例中喷头11宽为440mm,高为200mm;
80.第一步,外界向上位机输入所需的喷涂图形数据;
81.第二步,上位机对喷涂图形数据与喷头11的喷嘴点阵数据(预置,依喷头喷嘴分布
而定,本例中喷头11宽为440mm,高为200mm)进行比对匹配,得出作业面喷涂数据,本次作业应分为3个批次的单次作业,分别为作业面的喷涂起始点0mm处、喷涂起始点下移160mm处和喷涂起始点下移320mm处;
82.第三步,上位机进一步分解单次作业为图5所示的可单次喷涂的单次喷涂点阵数据(在喷头喷涂矩阵中以喷涂信号1代表图形对应的需要喷涂喷嘴,以喷涂信号0代表图形对应的不需要喷涂喷嘴),以及3个单次作业的轴向移动数据,得出点阵移动控制数据,一起发送给驱动控制器;
83.第四步,驱动控制器接收上位机发送的点阵移动控制数据,同步匹配喷头组以设定的频率(大小与喷涂运动轴系的运动速度等相关),根据单次喷涂点阵数据发送实现喷头组喷嘴动作所需的电压波形信息(电压单周期内随时间变化的电压值大小信息),通常同一喷涂液使用同一电压波形,并根据对应的运动轴和运动速度的不同使用不同的波形发送轴向移动控制信号,在作业面的喷涂起始点0mm处进行第一次作业,在喷涂起始点下移160mm处进行第二次作业,在喷涂起始点下移320mm处第三次作业,实时激发喷头上对应喷嘴喷涂喷涂液,直至完成全部作业。
84.实施例二,第二类需喷涂的手机屏幕墨滴图形如图6所示,采用单一喷涂液进行喷涂,手机屏幕墨滴图形宽为140mm,高为240mm,作业面的宽为300mm,高为300mm;
85.按本发明的实施工艺,选用包含一个单液腔喷头的喷头组作为执行部件,本例中喷头11的宽为440mm,高为200mm;
86.第一步,外界向上位机输入所需的喷涂图形数据;
87.第二步,上位机对喷涂图形数据与喷头11的喷嘴点阵数据(预置,依喷头喷嘴分布而定,本例中喷头11宽为440mm,高为200mm)进行比对匹配,得出作业面喷涂数据,本次作业分为2个批次的单次作业,分别为作业面的喷涂起始点0mm处和喷涂起始点下移100mm处;
88.第三步,上位机进一步分解单次作业为图7和图8所示的可单次喷涂的单次喷涂点阵数据(在喷头喷涂矩阵中以喷涂信号1代表图形对应的需要喷涂喷嘴,以喷涂信号0代表图形对应的不需要喷涂喷嘴),以及2个单次作业的轴向移动数据,得出点阵移动控制数据,一起发送给驱动控制器;
89.第四步,驱动控制器接收上位机发送的点阵移动控制数据,同步匹配喷头组以设定的频率(大小与喷涂运动轴系的运动速度等相关),根据单次喷涂点阵数据发送实现喷头组喷嘴动作所需的电压波形信息(电压单周期内随时间变化的电压值大小信息),通常同一喷涂液使用同一电压波形,并根据对应的运动轴和运动速度的不同使用不同的波形发送轴向移动控制信号,在作业面的喷涂起始点0mm处进行第一次作业,在喷涂起始点下移100mm处进行第二次作业,实时激发喷头上对应喷嘴喷涂喷涂液,直至完成全部作业。
90.实施例三,第三类需喷涂的手机屏幕墨滴图形如下图9所示,共有3个手机屏幕墨滴图形,采用a、b、c三种喷涂液进行喷涂。按从左至右的顺序,第一个手机屏幕墨滴图形使用ac两种喷涂液,第二个大手机屏幕墨滴图形使用ab两种喷涂液,第三个手机屏幕墨滴图形使用bc两种喷涂液。第一个和第三个手机屏幕墨滴图形的宽分别为70mm,高分别为140mm,与第二个大手机屏幕墨滴图形的间距分别为40mm;第二个大手机屏幕墨滴图形的宽为140mm,高为240mm;作业面的宽为440mm,高为300mm;
91.按照本发明的实施工艺,选用三个单液腔喷头组成的喷头组,三个单液腔喷头分
别装有a、b、c三种喷涂液,本例中三个喷头11的宽分别为440mm,高分别为200mm;
92.第一步,外界向上位机输入所需的喷涂图形数据;
93.第二步,上位机对喷涂图形数据与喷头11的喷嘴点阵数据(预置,依喷头喷嘴分布而定,本例中喷头11宽为440mm,高为200mm)进行比对匹配,得出作业面喷涂数据,本次作业分为6个批次的单次作业,分别为作业面的喷涂起始点0mm处和喷涂起始点下移100mm处的a喷涂液作业,作业面的喷涂起始点0mm处和喷涂起始点下移100mm处的b喷涂液作业,作业面的喷涂起始点下移50mm处的c喷涂液作业;
94.第三步,上位机进一步分解6个单次作业为图10到图14所示的可单次喷涂的单次喷涂点阵数据(在喷头喷涂矩阵中以喷涂信号1代表图形对应的需要喷涂喷嘴,以喷涂信号0代表图形对应的不需要喷涂喷嘴),以及5个单次作业的轴向移动数据,得出点阵移动控制数据,一起发送给驱动控制器;
95.第四步,驱动控制器接收上位机发送的点阵移动控制数据,同步匹配喷头组以设定的频率(大小与喷涂运动轴系的运动速度等相关),根据单次喷涂点阵数据发送实现喷头组喷嘴动作所需的电压波形信息(电压单周期内随时间变化的电压值大小信息),通常同一喷涂液使用同一电压波形,并根据对应的运动轴和运动速度的不同使用不同的波形发送轴向移动控制信号,在作业面的喷涂起始点0mm处进行第一次a喷涂液作业,在喷涂起始点下移100mm处进行第二次a喷涂液作业,然后返回作业面的喷涂起始点0mm处进行第一次b喷涂液作业,在喷涂起始点下移100mm处进行第二次b喷涂液作业,然后返回作业面的喷涂起始点50mm处进行第一次c喷涂液作业,并实时激发喷头上对应喷嘴喷涂喷涂液,直至完成全部作业。
96.本发明的有益效果为:本发明所述的精密喷涂加工装置及其工艺,可适用于单种喷涂液或多种喷涂液图形的高效喷涂,喷涂的图形边缘无喷涂液过渡区,按需喷涂效果良好,节约时间和成本,操作简便。
97.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1