一种防水卷材均匀涂料装置的制作方法
1.本申请涉及防水卷材制造设备技术领域,尤其是涉及一种防水卷材均匀涂料装置。
背景技术:
2.将沥青类或高分子类防水材料浸渍在胎体上,制作成的防水材料产品,以卷材形式提供,称为防水卷材。
3.现有的可参考授权公布号为cn110694853a的中国发明专利,其公开了一种防水卷材二次涂油设备及二次涂油方法,主要包括主驱动辊和第一成型对辊和胎基布,主驱动辊由电机驱动并部分浸入涂油池内的沥青涂料液面,第一成型对辊包括上驱动辊和下从动辊,胎基布绕过主驱动辊后穿过第一成型对辊;第一对成型对辊的前方设有用于导流托起胎基布的托板,托板包括从前往后倾斜设置的底板和固定设在底板前端两侧的侧板,底板向后端延伸至下从动辊下部,并与下从动辊的圆周面之间设有用于沥青再次流入涂油池内的导流缝隙,同侧的侧板与防溅挡板铰接,托板还设有绕侧板与防溅挡板铰接的铰接处转动的用于调节导流缝隙的驱动杆。
4.针对上述中的相关技术,发明人认为,在胎基布通过第一对成型对辊进行挤压成型之前,主驱动辊对胎基布的下表面进行了再一次均匀涂料,没有考虑给胎基布上表面均匀涂料,可能导致防水卷材成品的上表面涂料不均匀,导致上表面不平或部分缺料。
技术实现要素:
5.为了使胎基布在挤压成型之前上表面涂料均匀,得到上表面较平的防水卷材成品,本申请提供一种防水卷材均匀涂料装置。
6.本申请提供的一种防水卷材均匀涂料装置采用如下的技术方案:
7.一种防水卷材均匀涂料装置,包括机架和涂油池,所述机架上沿着胎基布传送方向依次设置有主驱动辊和一对成型辊,还包括放料装置和限流装置,所述放料装置用于补充原料并位于主驱动辊上方靠近成型辊一侧,所述限流装置包括位于主驱动辊两端的挡板和驱动机构,所述挡板沿着主驱动辊轴向与机架滑动连接,所述驱动机构与挡板连接用于驱动挡板滑动。
8.通过采用上述技术方案,在通过一对成型辊进行挤压成型前,主驱动辊转动给胎基布下表面进行均匀涂料,放料装置在主驱动辊上方靠近成型辊一侧放料,给胎基布上表面不平或缺料的地方涂料,使胎基布上表面涂料均匀;主驱动辊与限流装置之间有可调节的缝隙,当需要将胎基布成品做厚时,胎基布上需要更多的原料,此时用驱动机构驱动挡板滑动靠近主驱动辊使缝隙变小,从缝隙里流出的原料变慢,进而控制停留在胎基布表面的原料变多,达到使上表面均匀的效果;同理当需要将胎基布成品做薄时,用驱动机构驱动挡板滑动原理主驱动辊使缝隙变大,控制停留在胎基布表面的原料变少,使胎基布的成品无论薄厚都不易产生上表面涂料不平或缺料的情况。
9.优选的,挡板靠近成型辊的一侧设置有与成型辊形状适配的限流块,限流块位于一组成型辊的缝隙之间。
10.通过采用上述技术方案,挡板靠近成型辊一侧与成型辊形状适配且贴近,使挡板与成型辊贴近出很少流出原料,成型辊缝隙内限流块的设置,减小了原料从成型辊缝隙流出的可能,胎基布上表面的原料只能从成型辊与挡板之间的缝隙流出。
11.优选的,所述挡板与原料接触面为朝向主驱动辊的凹陷的圆弧面。
12.通过采用上述技术方案,原料从主驱动辊与挡板之间流出时会流到挡板上形成对挡板的作用力,凹陷的圆弧面可以分散原料对挡板的作用力,有效防止原料飞溅到挡板外。
13.优选的,所述机架上设置有与主驱动辊轴向平行的导向杆,挡板与导向杆滑动连接。
14.通过采用上述技术方案,由于导向杆的限定,挡板只能沿着导向杆做与主驱动辊轴向平行的靠近导向杆和远离导向杆的滑动。
15.优选的,所述驱动机构包括双向螺纹杆和手轮,双向螺纹杆转动连接在机架上且与导向杆平行设置,挡板分别连接在双向螺纹杆的两端,手轮连接在双向螺纹杆的一端。
16.通过采用上述技术方案,转动手轮可以带动双向螺纹杆运动,双向螺纹杆驱动主驱动辊两侧的挡板同时靠近或者远离主驱动辊,达到调节主驱动辊与挡板之间的缝隙来控制原料流动的效果。
17.优选的,所述放料装置包括加热罐和从加热罐中穿过的放料管,放料管的进料口与原料的进料管连接,出料口位于主驱动辊上方靠近成型辊一侧;加热罐水平固定连接在机架上。
18.通过采用上述技术方案,原料的进料管由于距离较远,当输送进入放料管进料口时,温度已经降低不满足涂料于胎基布上表面的温度要求,通过加热罐时再次给原料加热后,原料从出料口流出到胎基布上表面,对使上表面涂料均匀有很好的作用。
19.优选的,所述加热罐装内开设有空腔,所述空腔围绕放料管周围均匀铺设有电加热丝。
20.通过采用上述技术方案,通过加热罐的空腔设置电加热丝使放料管内的原料加热均匀,且加热较快,加热温度较高。
21.优选的,所述加热罐内开设有空腔,所述空腔内填充有导热油。
22.通过采用上述技术方案,加热的导热油与放料管内的原料均匀接触,使加热更加均匀。
23.优选的,所述加热罐与导热油循环装置连接,导热油循环装置包括进油管、出油管和加热驱动机构,加热驱动机构两侧分别连接进油管和出油管的一端,进油管另一端连接在加热罐周侧面靠近地面一侧,出油管另一端连接在加热罐周侧面远离地面一侧。
24.通过采用上述技术方案,加热驱动机构将导热油通过进油管进入加热罐内,当导热油充满加热罐时,会从出油管导出回到加热驱动机构,再通过进油管进入加热罐,起到导热油循环利用的效果。
25.优选的,所述加热驱动机构包括加热罐和固定连接在加热罐一侧的循环泵,进油管连接在循环泵上,出油管连接在加热罐的箱体上。
26.通过采用上述技术方案,导热油在加热箱内加热后,通过通过循环泵泵进加热罐
内,导热油充满加热罐后从出油管回到加热箱内再次加热,然后循环泵再次将导热油泵进加热罐,起到了用加热箱和循环泵驱动达到导热油循环加热使用的效果。
27.综上所述,本申请包括以下至少一种有益技术效果:
28.1.通过放料装置、挡板和驱动机构的设置,放料装置对胎基布的上表面进行涂料,当要求胎基布的薄厚时,通过驱动机构调节挡板距离主驱动辊的远近,进而调整胎基布上表面的原料多少,使胎基布通过成型辊成型之后,上表面不易发生不平或缺料的情况;
29.2.通过挡板与原料接触面圆弧形的设置,分散了原料流到挡板上对挡板产生的作用力,减少了原料的飞溅;
30.3.通过导向杆的设置,使挡板可以沿导向杆做沿主驱动辊的轴向做靠近或远离主驱动辊的滑动;
31.4.通过加热罐的设置,使原料的进料管输送的温度降低的原料得到再次加热,适应了胎基布上表面均匀涂料的温度要求。
附图说明
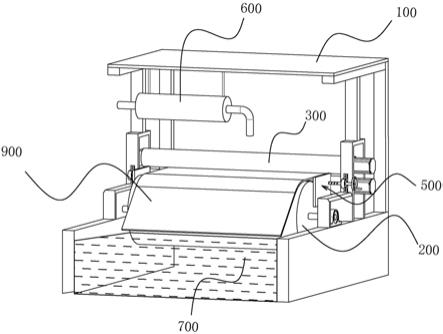
32.图1是一种防水卷材均匀涂料装置的结构示意图。
33.图2是图1的限流装置的主视图。
34.图3是图2的右视图。
35.图4是实施例1中放料装置的剖视图。
36.图5是实施例2中放料装置的剖视图
37.附图标记说明:100、机架;200、主驱动辊;300、成型辊;400、导向杆;500、限流装置;510、挡板;511、凹弧;512、限流块;513、凹陷的圆弧面;520、双向螺纹杆;530、手轮;600、放料装置;610、加热罐;620、放料管;630、空腔;640、电加热丝;650、导热油;700、涂油池;800、加热箱;810、循环泵;820、进油管;830、出油管;900、胎基布。
具体实施方式
38.以下结合附图1
‑
5对本申请作进一步详细说明。
39.本申请实施例公开一种防水卷材均匀涂料装置。
40.实施例1
41.参照图1,一种防水卷材均匀涂料装置包括机架100、涂油池700、主驱动辊200、成型辊300、限流装置500和放料装置600,涂油池700位于机架100底部可用于承装原料,机架100上沿着胎基布900传送方向依次设置有主驱动辊200和一对成型辊300,主驱动辊200转轴的下部浸在涂油池700内,胎基布900经过主驱动辊200后进入成型辊300挤压成型。
42.放料装置600固定于机架100上并位于主驱动辊200上方靠近成型辊300的一侧进行放料。限流装置500包括挡板510和驱动机构。挡板510位于主驱动辊200两侧贴近成型辊300位置,并且沿着主驱动辊200轴向与机架100滑动连接,挡板510与主驱动辊200之间有可调节的缝隙,驱动机构与挡板510连接用于驱动挡板510滑动。
43.参照图2,放料装置600包括加热罐610和穿过加热罐610的放料管620,放料管620一侧弯曲用于给胎基布900上表面涂料,放料管620的进料口连接原料的进料管用于进料,放料管620的出料口弯曲并位于出料口位于主驱动辊200上方靠近成型辊300一侧。加热罐
610固定在机架100上,加热罐610内开设有围绕放料管620的空腔630,空腔630内铺设有均匀环绕放料管620的电加热丝640用于加热放料管620内的原料,加热罐610一侧有用于电加热丝640加热的通电开关。
44.参照图3和图4,机架100上设置有与主驱动辊200轴向平行的导向杆400,导向杆400与挡板510滑动连接,用于限定挡板510在主驱动辊200与机架100之间滑动。驱动机构包括双向螺纹杆520和手轮530,双向螺纹杆520转动连接在机架上且与导向杆400平行设置,挡板510位于双向螺纹杆520两侧用于驱动挡板510靠近或远离主驱动辊200,手轮530位于双上螺纹杆上驱动双向螺纹杆520转动。挡板510与原料接触面为凹陷的圆弧面513,用于分散原料与挡板510间的作用力。挡板510靠近成型辊300一侧形状与成型辊300适配为圆弧,在一组成型辊300的缝隙之间设置有与成型辊300形状适配的限流块512,使挡板510与成型辊300之间缝隙很少漏出原料,使原料可以从主驱动辊200与挡板510之间的缝隙流出。
45.实施例1的实施原理为:胎基布900在主驱动辊200上方,进入成型辊300之前,主驱动辊200由于浸在涂油池700中,因此给胎基布900下表面进行了一次均匀涂料;同时,原料的进料管输送原料给放料管620,通过进料口进料后,给电加热丝640通电,使加热罐610中的电加热丝640对原料进行加热,当通过加热罐610进入弯曲的放料口时,已经是温度较高且达到涂料要求的原料,放料到胎基布900的上表面进行均匀涂料,由于挡板510与成型辊300之间形状适配且成型辊300缝隙中有限流块512,因此多余的原料会通过挡板510与主驱动辊200之间的缝隙流入到涂油池700中。
46.当需要制备较厚的胎基布900时,对上表面的涂料均匀程度有了更高的要求,此时转动手轮530,使手轮530驱动双向螺纹杆520,使双向螺纹杆520带动成型辊300两侧的挡板510运动,导向杆400控制挡板510进行在主驱动辊200轴向上且靠近主驱动辊200的滑动,使挡板510与主驱动辊200之间的缝隙变小,原料在胎基布900上表面流入涂油池700的量变少,使原料在胎基布900上表面停留的时间变长且量变多,此时制备的胎基布900上表面较厚且均匀。
47.制备较薄的胎基布900的操作过程与上述过程原理相同,需要挡板510远离主驱动辊200即可均匀涂料,使胎基布900上表面不易缺料或不平。
48.实施例2
49.参照图5,本实施例与实施例的不同之处在于,加热罐610的空腔630内填充了围绕放料管620的用于给放料管620原料加热的导热油650。加热罐610上连接导热油循环装置,导热油循环装置包括进油管820、出油管830和加热驱动机构,加热驱动机构包括加热箱800和固定连接在加热箱800一侧的循环泵810。进油管820一端固定连接在加热罐610靠近地面一侧,用于导热油的输入;另一端与循环泵810连接,用于给加热罐610加入导热油650;出油管830一端连接在加热罐610远离地面一侧,且出油管830靠近加热罐610一侧设置有开关阀门831,另一端固定连接在加热箱800上,用于放出冷却的导热油650。
50.实施例的实施原理为:导热油650同样可以为放料管620中的原料加热,与电加热丝640相比,导热油650加热更均匀且更加节能,因为导热油650与放料管620的接触面积比较均匀且导热油650沸点低、容易运输,避免了电能的持续消耗同时避免了漏电的危害。
51.加热箱800给箱内的导热油650加热,加热完成后,循环泵810通过进油管820将导热油650泵进加热罐610内。当加热罐610被导热油650充满之后,再继续泵进导热油650,加
热罐610内的导热油650会从出油管830导出,通过出油管830进入加热箱800内再次进行加热。加热完成后,再次通过循环泵810将导热油650泵进加热罐610,进行导热油650的循环,使导热油650位置较为稳定的温度,使加热罐610可以一直对放料管620中的原料进行均匀的加热。
52.以上均为本申请的较佳实施例,并非依此限制本申请的保护范围,故:凡依本申请的结构、形状、原理所做的等效变化,均应涵盖于本申请的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1