用于涂覆容器的设备的制作方法
1.本实用新型涉及一种用于涂覆容器的设备。
背景技术:
2.为了例如关于不希望的物质而降低容器的渗透性,特别是塑料容器的渗透性,有利地是,用阻挡层涂覆这些容器。在此,尤其可以借助于等离子体处理来进行涂覆。因此,通常在制造和/或处理容器的设施中提供涂覆设备,在该涂覆设备中,容器可以被涂覆。
3.然而,在此可以设想的是,还应当制造和/或处理不需要被涂覆的容器。特别地,还可能期望的是,在制造和/或处理没有涂层的容器期间,可以对涂覆设施进行维护。这在已知的涂覆设施的情况下在生产运行期间是不可能的或是非常困难的。
技术实现要素:
4.因此,本实用新型的目的在于:提出一种设备,其中生产操作是可能的,而容器不被涂覆设备处理。特别地,还应当能够实现在生产操作期间对涂覆设备进行简单维护。
5.根据本实用新型的一种用于涂覆容器的设备,具有入口和出口,在入口处容器被移交至设备,在出口处容器离开设备。另外,该设备具有用于产生真空的至少一个真空设备和利用等离子体涂覆容器的至少一个处理站,其中处理站与真空装置流体连接,并且其中处理站具有能够被引入到容器中的至少一个处理装置。该设备还具有用于传送容器的第一传送装置和第二传送装置,其中第一传送装置至少间接地将容器供给至处理站。
6.根据本实用新型,第一传送装置能够被关闭,使得容器至处理站的供给被中断,并且第二传送装置是至少部分线性的传送装置,其适合于在第一传送装置被关闭期间还将容器从入口传送至出口。
7.这使得即使容器不需要被涂覆,也可以继续进行生产。因此,可以关闭容器在其中被涂覆的处理站,并且仍然可以继续传送容器。因此,例如可以特别简单地对在生产操作期间随涂层一起移动的部件进行维护。例如,由此可以确保旋转载体不会进一步旋转,其中一个或多个处理站与该旋转载体相关联以用于涂覆。因此,提出借助于旁路引导容器经过用于涂覆容器的设备。
8.容器可以是预成型件、瓶、罐、桶(keg)、喷注件、袋等类似物。它们可以由不同材料制成,诸如塑料、玻璃、金属等。尤其优选地,该设备指定用于塑料预成型件的涂覆。
9.在一个有利的实施例中,第二传送装置是用于翻转容器的翻转装置。“翻转容器”在此理解为容器从直立位置翻转到翻转位置和/或从翻转位置翻转到直立位置。直立位置被看作是容器的这样的位置,即,在该位置处容器的底部向下和/或容器的开口向上,其中方向说明可以在每种情况下被理解为与重力相关。容器的这样的位置被看作是翻转位置,即,在该位置处,容器的底部向上和/或容器的开口向下。翻转位置特别地是相对于直立位置翻转180
°
的位置。
10.在一个优选的实施方式中,第二传送装置被设计为是旋转的。优选地,第二传送装
置具有线性区段,容器可以沿着该线性区段在线性传送路径上被移动。有利地,传送装置还具有至少一个、优选两个弯曲区段。有利地,线性区段和一个或多个弯曲区段相对于彼此布置在如下平面中,该平面大致延伸穿过地球的中心点,即,在大致垂直于水平面的平面中。因此,有利地,弯曲区段(相对于重力)向下或向上延伸。
11.优选地,第二传送装置被设计成使得容器可以沿着线性区段移动,也以沿着至少一个弯曲区段,特别优选地沿着两个弯曲区段移动。有利地,容器可以以沿着弯曲区段被传送的方式在第二传送装置上翻转。
12.然而,可以设想其他形式的翻转过程。例如,传送装置可以包括可以翻转的夹持器。有利地,翻转过程也可以在线性传送路径上的传送期间进行。
13.在一个有利的实施方式中,第一传送装置和/或第二传送装置是连续工作的传送装置,即,连续传送容器的传送装置。在一个有利的实施方式中,在此以恒定速度传送容器。然而,在一个有利的实施方式中,连续传送也可以理解为以可变的速度传送容器。特别地,也可行的是,使各个容器加速或减速。
14.在另一有利的实施方式中,在该设备中可以至少区段式地设置计时传送和/或计时处理。优选地,涂覆过程可以特别地以计时方式进行。
15.在一个优选的实施方式中,第一传送装置和/或第二传送装置设计成使得它们以相对于塑料预成型件的纵向轴线的预定的且特别是一致的定向传送塑料预成型件。有利地,传送装置具有多个传送单元,用于分别传送一个容器。有利地,传送单元可以是接收待传送的容器的保持装置等。优选地,其是夹持容器的夹持器,比如颈部操作夹持器。
16.在一个有利的实施方式中,第一传送装置和/或第二传送装置的前后成列地布置的传送单元。因此,有利地,第一传送装置和/或第二传送装置适合于以一列、特别是以单轨道的方式传送容器。
17.在一个有利的实施方式中,第二传送装置具有长定子线性电动机。有利地,第二传送装置允许单独地传送容器。有利地,第二传送装置适合于改变各个容器的速度。特别有利地,第二传送装置适合于改变各个容器之间的距离(所谓的分度间距)。
18.在一个有利的实施方式中,传送星形件布置在第二传送装置的上游和 /或下游。尤其优选地,布置在上游的传送星形件适合于将容器移交至第二传送装置处,并且布置在下游的传送星形件适合于将容器从第二传送装置移交至传送星形件。本实用新型的范围内,术语“移交”仅理解为容器从一个装置到下一个装置的转变。因此,该术语尤其应当包括由设备主动提取以及由设备被动接收。原则上,传送星形件可以是分度延迟星形件。然而,尤其优选地,其是不改变分度间距的普通传送星形件。
19.在一个替代实施方式中,第二传送装置是基于链或基于带的系统。有利地,在该实施方式中,容器也借助于多个传送单元被分开地传送。在该实施方式中,容器优选地以恒定速度由第二传送装置传送,而各个容器之间的分度间距不变。
20.特别优选地,在该替代实施方式中,在第二传送装置的上游和/或下游布置有分度延迟星形件,其可以改变容器之间的分度间距。
21.对于第一传送装置,同样可以使用至少区段式线性的传送装置,特别是传送带、传送链或借助于线性电动机的单独传送。因此,传送装置例如可以是基于链或基于带的系统。特别优选地,在此也可以设想使用长定子线性电动机系统。
22.在一个有利的实施方式中,在第一传送装置和第二传送装置之间存在移交点,在该移交点处,容器能够从第一传送装置移交到第二传送装置和 /或从第二传送装置移交到第一传送装置。在特别优选的实施方式中,容器在该移交点处能够从第二传送装置移交到第一传送装置,并且在基本相同的移交点处,容器能够从第一传送装置移交到第二传送装置。术语“基本上”在此应理解为,也应当包括如下实施方式,其中移交略微彼此偏移地发生。
23.有利地,第一传送装置和第二传送装置相对于彼此以这样的方式布置:容器首先由第二传送装置传送一段,然后在移交点处被移交到第一传送装置,由第一传送装置传送,随后在移交点处再次被移交到第二传送装置,并且可以由第二传送装置进一步传送。
24.有利地,移交点至少暂时地可被去激活,从而在移交点被去激活的情况下,容器不被移交到第一传送装置,而是可以被保留在第二传送装置上并且被第二传送装置进一步传送。
25.特别优选地,首先可以由第二传送装置沿着弯曲区段引导容器,从而使容器翻转。优选地,第二传送装置被设计成使得容器可以首先被直立地接收,并且通过弯曲区段可以被翻转到翻转位置。优选地,移交点位于线性区段的区域中。有利地,移交点位于容器在翻转位置中以开口向下被传送的区域中。优选地,第二传送装置被设计成使得容器在移交点之后再次沿着弯曲区段被传送,并且在这种情况下再次被翻转到竖直位置。
26.在另一有利实施方式中,该设备包括至少两个操作装置,用于在移交区域中从第一传送装置移交预定数量的容器,并且用于在提交区域中将这些容器提交至第一传送装置,其中,操作装置分别具有可移动载体,通过该可移动载体,被移除的容器可以在传送路径上移动,并且其中,多个操作装置分别关联有至少一个处理站。
27.有利地,在移交容器之后,可降低操作装置的传送速度。术语“传送速度”在此应理解为容器沿着传送路径移动的速度。优选地,在处理站的区域中可降低容器的速度,直到容器静止。
28.在一个优选的实施方式中,一个或多个容器被移交到操作装置,而其他容器由该传送装置进一步传送。有利地,进一步传送的容器被移交至另一个操作装置。
29.优选地,每个操作装置分配有多个、尤其是固定的处理站。有利地,每个操作设备至少具有与预限定数量的容器相对应的数量的处理站,容器在一个循环中在移交点处被移交至操作装置。
30.在一个优选的实施方式中,操作装置的移交区域和提交区域在空间上不彼此分离地布置,而是操作装置的移交区域与处理装置的提交区域在空间上是一致的。因此,有利地,操作装置适合于在相同的区域中接收或者提交容器。特别优选地,操作装置适合于交替地接收和提交容器。
31.在一个优选实施方式中,在生产操作期间,并非每个传送单元都被容器占据。特别优选地,该设备被设计成使得仅每个第二传送单元被容器占据。在一个有利的实施方式中,被占据和未被占据的传送单元原则上被设计成是相同的。
32.有利地,该设备适合于使得在第二传送装置中,容器首先可以由每个第二传送单元(为了进行区分而称为a夹持器)传送,并且在移交点处,移交件被移交到第一传送装置的每个第二传送单元(为了进行区分在此也称为a夹持器)。优选地,容器可以由a夹持器移交
到操作装置并且在处理站中被涂覆,并且随后被再次移交到第一传送装置的相应偏移的传送单元(为了进行区分而称为b夹持器)。有利地,该设备被设计成使得容器能够从第一传送装置的b夹持器移交到第二传送装置的b夹持器,即精确地移交到先前未被占据的传送单元。
33.因此,提出了这样的方案,该设备有利地设计成使得如果容器已经移交至第一传送装置,则第二传送装置适合于在移交点之前借助于传送单元传送容器,其中传送单元相对于在移交点之后传送容器的传送单元分别偏移一个传送单元。在一个有利的实施方式中,该设备设计为使得在移交点被去激活的情况下,容器也可以在移交点之后由第二传送装置从与移交点之前的传送单元相同的传送单元继续传送。因此,提出了这样的方案,该设备设计为使得可以首先由a夹持器在第二传送装置上传送容器,并且如果应该执行涂覆,则可以从移交点开始将容器传送到b夹持器上,或者如果不应该执行涂覆,则可以从移交点开始将容器传送到a夹持器上。
34.本实用新型还涉及一种利用上述类型的设备制造和/或处理容器的设施。另外,该设施有利地具有用于制造和/或处理容器的(另外的)设备。有利地,该设施的这些单个设备经由传送装置连接,从而使得待制造和/ 或待处理的容器可以从一个设备传送至另一个设备。
35.优选地,在该设施中,在用于涂覆容器的设备的上游,设置有用于将塑料预成型件成形为塑料容器的成型装置。在此,有利地,该成型装置可以是吹塑机。有利地,加热装置布置在成型装置的上游。
36.有利地,至少一个清洁装置设置在用于涂覆容器的设备的下游。在这种情况下,优选地可以是冲洗器和/或灭菌装置。有利地,在用于涂覆容器的设备的下游设置有灌装装置,灌装装置特别地利用液体、特别是利用饮料灌装容器。有利地,在灌装装置的下游设置有另外的设备,例如封闭装置和/或干燥站和/或贴标签装置和/或包装装置,比如码垛机。
37.有利地,布置在下游的装置的分度间距可以以电子方式偏移。特别地,可以根据是否进行涂覆来改变分度间距的偏移。
38.在上述示例性实施例中,首先由a夹持器传送容器,如果进行涂覆并且在该过程中容器被从a夹持器移除并随后被移交给b夹持器,则由b 夹持器将容器传送至用于涂覆容器的设备的出口处。因此,必须相应地调整布置在下游的设备的分度间距,使得容器被b夹持器接收并相应地被进一步处理。相反地,如果在所述示例性的实施方案中容器不被涂覆并因此在到达用于涂覆容器的设备的出口处之前都保持在a夹持器上,则必须相应地调整布置在下游的设备的分度间距,使得容器被a夹持器接收并相应地被进一步处理。
39.在一个有利的实施方式中,设施具有伺服驱动器。优选地,借助于该伺服驱动器可以从特定位置开始以电子方式偏移生产流的分度间距。特别优选地,伺服驱动器使得能够调节布置在用于涂覆容器的设备的出口下游的设备。在此特别优选地可以调节:关于第二传送装置的哪个传送单元来对传送和/或处理进行同步。
40.本实用新型还涉及一种操作用于涂覆容器的设备的方法,其中容器在设备的入口处被移交并且在出口处离开设备,其中容器可以由第一传送装置至少间接地被供给到至少一个处理站,其中在处理站中借助于真空产生装置产生真空并且在处理站中用等离子体涂覆容器。
41.根据本实用新型,第一传送装置可以至少暂时地关闭,容器由第二传送装置从入口传送到出口,而不被供给到处理站,该第二传送装置是至少区段式线性的传送装置。
42.在此,所描述的设备特别地被设计成并且适合于执行所描述的该方法,即,针对上述设备详细描述的特征同样地针对在本文中所描述的方法被公开,并且反之亦然。
43.在一个有利的方法中,容器在第二传送装置中从直立位置翻转到翻转位置和/或从翻转位置翻转到直立位置。
44.在一个有利的方法中,容器在第二传送装置的移交点处被移交到第一传送装置,并且在基本相同的移交点处从第一传送装置移交到第二传送装置。
45.在一个优选的方法中,首先由第二传送装置传送容器。有利地,在传送过程期间,容器从直立位置翻转到翻转位置。在容器应该被涂覆的生产操作期间,随后有利地将容器从第二传送装置移交至第一传送装置。在此,容器优选地处于翻转位置。至少间接地将容器由第一传送装置供给到处理站,容器在处理站中被涂覆。随后,优选地在移交点处将经涂覆的容器从第一传送装置移交到第二传送装置。有利地,由第二传送装置进一步传送经涂覆的容器。有利地,在进一步传送期间,经涂覆的容器在第二传送装置上从翻转位置翻转到直立位置。
46.在一个有利的方法中,在移交区域中,操作装置从第一传送装置接收预定数量的容器,在传送路径上移动容器并且在提交区域中将容器提交至第一传送装置,其中至少一个另外的操作装置在另外的移交区域中从第一传送装置接收预定数量的容器,在传送路径上移动容器并且在另外的提交区域中将容器提交至第一传送装置,其中操作装置在传送路径上将容器分别传送到分配给操作装置的至少一个处理站。
47.优选的过程例如如下:操作装置在开始时处于静止位置。一旦待由其处理的容器接近传送装置,则操作装置就开始移动。在此有利地涉及旋移移动。操作装置从传送装置取下限定数量的容器,并在处理站处终止旋转。有利地,容器被移动到恰好使每个容器与处理站相关联的程度。术语“相关联”在此应理解为容器在空间上直接接近处理站,即例如直接位于处理站上方、下方或旁边。有利地,操作装置将容器供给到处理站中,和/或处理站从操作装置接收容器。
48.在一个优选的方法中,容器在第一传送装置和/或第二传送装置上以恒定速度移动。有利地,连续行进的容器流进入设备并再次从设备排出,而仅仅处理是以计时/静止方式进行。
49.然而,还可以设想的是改变传送装置的速度,例如以便补偿容器流中的空隙或者将容器引入特定的分度间距模式中。可能的分度间距模式优选地已经在设备之前就已经在入口星形件中或在传送装置之一中产生,特别优选地在第二传送装置中产生。
50.在一种有利的方法中,第二传送装置具有多个传送单元,其中仅每个第二传送单元传送容器。
51.优选地,第一传送装置具有多个传送单元,其中仅每个第二传送单元传送容器。在操作装置和第一传送装置之间的移交点或提交点处,当移交容器时,优选地总是交替地接收和提交容器。
52.在一个有利的方法中,操作装置除了可以执行容器的传送移动之外,还可以执行容器的提升移动。优选地,操作装置包括可以执行转动和提升移动的星形件/转盘。这两种
移动以即时方式和方法来进行。有利地,通过提升移动将容器浸入处理站的真空室中,在该真空室中执行涂覆过程。
53.因此,容器应当被涂覆的有利方法例如如下:分度延迟星形件从布置在上游的传送星形件取下容器,并且改变分度间距,使得每个第二传送单元(为了进行区分,称为a夹持器)被配备。如果第二传送装置具有长定子线性电动机,则也可以放弃分度延迟星形件,并且借助于长定子线性电动机改变分度间距。容器在第二传送装置上被翻转,并且在移交点处被移交到第一传送装置。第一传送装置和第二传送装置的分度间距被设计成,使得第一传送装置的每个第二传送单元(a夹持器)都被配备。
54.当相应的容器主体到达相应的处理站时,容器由a夹持器从提升/转动单元取下,并且在相同的转动移动中,经涂覆的容器被移交到b夹持器 (a夹持器之间的先前未被占据的传送单元)。如果位于b夹持器上的容器现在位于移交点处,则容器被移交到b夹持器上的第二传送装置。容器在第二传送装置上被翻转,并且随后被从分度延迟星形件取下,并且被移交到传送星形件。
55.如果容器(在此期间)不应该被涂覆,例如由于处理站要被维护或者特定类型的容器不需要被涂覆,则可以有利地切换到“旁路模式”。为此,可以考虑两种可替代的方法。选择哪种方法取决于设备的设计:
56.如果涉及的装置是,在第二传送装置上,各个传送单元之间的间距是不变的,则优选选择如下方法:
57.分度延迟星形件从传送星形件取下容器并且改变分度间距,使得每个第二传送单元(a夹持器)被占据。移交点是未激活的,使得容器不被传送到第一传送装置。容器在未被涂覆的情况下在第二传送装置上被进一步传送。容器由a夹持器从分度延迟星形件取下。因此,不同于涂覆模式,容器不是位于b夹持器上,而是位于a夹持器上。
58.有利地,紧随第二传送装置的生产流被电子地偏移半个分度间距。在此,将两个容器之间的距离理解为分度间距。有利地,紧随第二传送装置的生产流被电子地偏移两个传送单元之间的距离。因为优选每个第二传送单元被占据,所以两个传送单元之间的距离对应于半个分度间距。这确保了即使容器不是像在涂覆模式中那样位于b夹持器上而是位于a夹持器上时,生产也能够在随后的装置中顺利地继续进行。
59.如果涉及的是这样的装置:其中在第二传送装置上,各个传送单元之间的距离是可变的,例如通过长定子直线电机而是可变的,则优选选择如下方法:
60.传送星轮将容器移交到第二传送装置的传送单元。在这种情况下,第二传送装置的仅每个第二传送单元(a夹持器)装配有容器。在涂覆模式下,现在会借助于长定子线性电动机来实现分度间距延迟,使得可以将容器移交到第一传送装置。这在旁路工作模式中是不执行的,并且容器由a 夹持器移交到出口星形件。这意味着,在旁路工作模式下,b夹持器没有被配备。由于可以借助于长定子线性电动机来控制传送单元的移动,所以可以控制传送单元,使得在旁路工作模式下,(经配备的)a夹持器在移交至出口星形件期间位于这样的位置处,即,(经装配的)b夹持器在涂覆模式下将会处于该处的位置。由此,使得紧随用于涂覆容器的设备之后的生产流可以保持不变,这是因为对于生产流而言,在涂覆模式和旁路工作模式之间没有变化。
附图说明
61.从附图中,进一步的优点和实施例将变得显而易见:
62.在附图中:
63.图1示出了具有根据本实用新型的设备的设施的示意图;
64.图2示出了根据本实用新型的设备的示意图;
65.图3示出了根据本实用新型的设备的另一示意图;
66.图4示出了根据本实用新型的、具有布置在下游的另外的处理装置的设备的示意图;
67.图5示出了第二传送装置的图示,该第二传送装置也是翻转装置。
具体实施方式
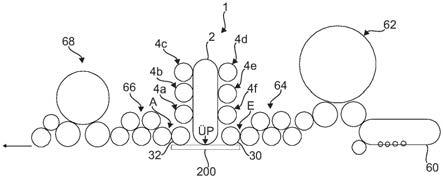
68.图1示出了具有根据本实用新型的设备1的设施的示意图。因此,该图示例性地示出了根据本实用新型的设备1如何能够被集成在整个设施中。可以看出,容器10首先作为预成型件(未示出)穿过加热装置60,随后穿过成形装置62,并且在此例如被成型为瓶。借助于传送装置64,容器可以从成型装置62被传送到用于涂覆容器的设备1的入口e。在入口 e处,容器由入口星形件30接收。入口星形件30可以是分度延迟星形件或普通的传送星形件。容器10由入口星形件30移交至第二传送装置200。
69.在旁路工作模式下,容器在传送装置200上进一步被传送至出口星形件32。出口星形件32可以是分度延迟星形件或普通的传送星形件。容器在出口a处由出口星形件32移交至另外的传送装置66,并且从该传送装置被传送至位于下游的灌装器。
70.在涂覆模式下,容器在移交点处由第二传送装置200移交到第一传送装置2。在该图中,沿着第一传送装置示出了六个操作装置4a、4b、4c、4d、4e、4f。这些操作装置中的每一个都可以从第一传送装置2取出容器并且可以将容器供给到在其中对容器进行涂覆的处理站。
71.图2示出了根据本实用新型的设备1的示意图。在该图中,分别用点来标记可以将容器从一个设备移交到下一个设备的移交点。可以看到入口星形件30处的入口e作为第一移交点。还可以看到第二传送装置200,该第二传送装置200可以在另一移交点处从入口星形件30移交容器。标记了容器被第二传送装置200移交到出口星形件32的移交点。a标记出口。标记了在第二传送装置和第一传送装置之间的移交点。其他可能的移交点分别在第一传送装置2和不同的操作装置4a至4f之间。
72.图3示出了根据本实用新型的设备的图示,其中更清楚地示出了操作装置4a至4f。可以看出,第一传送装置2具有多个传送单元22。为了进行区分,交替地用圆圈(22a)或十字(22b)表示传送单元。阴影圆圈表示容器10。
73.围绕传送装置2布置有多个操作装置4。对于操作装置4a示例性地示出了:移交区域xa和提交区域ya是相一致的。通过示例的方式示出了:操作装置4a具有载体6a和多个操作单元40a(在径向线处的圆),这些操作单元40a交替地被容器10占据(阴影圆)或未被占据(空心圆)。为了更好地进行说明,这也再次在操作装置4c处被绘出。在此,操作装置4c 处于这样的位置,即,使得处理站8c(未单独示出)位于被容器10占据的操作单元40c的下方。
74.在容器需要被涂覆的过程期间,操作装置4a例如以顺时针方式从该位置旋转。在提交点ya处,它首先将经处理的容器10从第一操作单元40a 提交至未被占据的传送单元。在操作装置4a以及传送装置2已经以同步的方式进一步继续移动之后,传送装置2将未经处理的容器10从随后的被占据的传送单元22移交至第二(未被占据的)操作单元40a。传送装置2 和操作装置4a重新同步地继续转动。操作装置4a将下一个经处理的容器从第三操作单元40a移交到下一个未被占据的传送单元22,以此类推。因此,可以看出,在传送装置2的开始处,传送单元22a(用圆圈标记)被容器占据,而在传送装置的结束处,传送单元22b(用十字标记)被容器占据。因此,可以看出,经处理的容器由传送单元22b传送,而未经处理的容器由传送单元22a传送。
75.在所有这些操作单元40a已经移交了经处理的容器或已经接收了新的未经处理的容器之后,操作装置4a继续转动至如下位置,在该位置处,装配有容器的操作单元40a定位在处理站上方,使得容器10可以在处理站内被处理。操作装置4c例如处于相应的位置处。
76.同样在图3中示出的是第二传送装置200和入口星形件30以及出口星形件32。传送装置200可以是例如链条。在这种情况下,入口星形件 30和出口星形件32可以是分度延迟星形件。如果传送装置200具有长定子线性电动机,那么入口星形件30和出口星形件32可以设计为普通的传送星形件。
77.图4示出了已经描述的用于涂覆容器的设备,该设备具有形式为传送装置66和灌装装置68的下游设备。必须如何在旁路工作模式下操作这些工作装置66和68取决于第二传送装置的实施方案。如果这些装置具有长定子线性电动机,则在传送装置200中,容器可以仅由传送单元22a来传送,并且装置66和68仍可以以与在涂覆模式中相同的方式来操作。在此,仅需借助于长定子线性电动机来调节传送单元的速度,使得在传送单元 22b在涂覆模式中将会位于移交点处的时刻,现在存在传送单元22a。
78.相反地,如果第二传送装置200是链条,则传送单元之间的距离不能改变,那么必须经由电子传动装置使传送装置66和灌装装置68(在虚线区域内)偏移。
79.图5示出了第二传送装置的视图,该第二传送装置也是翻转装置。可以识别出被设计为分度延迟星形件的入口星形件30,其将容器10以直立的位置移交到第二传送装置200处。容器通过传送装置200经由弯曲区段向上移动。通过该移动,容器10自动翻转,使得容器在第二传送装置200 的上部区域中以翻转的位置被传送。在移交点处,容器10从第二传送装置200移交至第一传送装置2。在容器10行进至第一传送装置2之后,容器10再次在移交点处被移交至第二传送装置200。容器在此仍然处于翻转位置,这是因为这样的位置对于涂覆而言是优选的。在容器沿着传送装置200的线性区段被传送之后,容器被沿着弯曲区段向下传送,由此容器10再次自动翻转到直立位置。容器10在该直立位置中被移交到出口星形件32,出口星形件32被设计为分度延迟星形件。
80.申请人保留要求保护在本技术文件中公开的特征作为本发明实质内容的权利,只要所述特征单独地或组合地相对于现有技术是新颖的。此外,需要指出的是,在各个附图中也描述了本身能够有利的特征。本领域技术人员应当直接地认识到,附图中描述的特定的特征在没有采用附图中其他特征的情况下也可以是有利的。此外,本领域技术人员认识到,通过更多在各个或不同附图中示出的特征的组合也能够获得优点。
81.附图标记列表
[0082]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
设备
[0083]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一传送装置
[0084]
4(a,b,c,...) 处理装置
[0085]
6(a,b,c,...) 可移动载体
[0086]
8(a,b,c,...) 处理站
[0087]
10
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
容器
[0088]
22(a,b)
ꢀꢀꢀꢀꢀꢀꢀꢀ
传送单元
[0089]
30
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
入口星形件
[0090]
32
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
出口星形件
[0091]
40(a,b,c...)
ꢀꢀ
操作单元
[0092]
60
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
加热装置
[0093]
62
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
成型装置
[0094]
64
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
传送装置
[0095]
66
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
传送装置
[0096]
68
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
灌装器
[0097]
200
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二传送装置
[0098]
800
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
处理装置
[0099]
a
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
出口
[0100]
e
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
入口
[0101]
p(a,b,c,...) 传送路径
[0102]
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
移交点
[0103]
x(a,b,c,...)
ꢀꢀꢀꢀ
移交区域
[0104]
y(a,b,c...)
ꢀꢀꢀꢀꢀ
提交区域。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1