一种塑料地球仪半球体的粘合机的制作方法
1.本实用新型涉及一种涂胶水装置制作技术领域,尤其指一种塑料地球仪半球体的粘合机。
背景技术:
2.现有一种申请号为cn201821007068.2名称为《一种自动涂胶机构》的中国实用新型专利公开了一种自动涂胶机构,包括底板,所述底板的顶部焊接有支柱,支柱的顶端焊接有放置板,所述底板的顶部焊接有两个支架,两个支架基于支柱对称设置,两个支架相互靠近的一侧焊接有同一个横梁,所述横梁的顶部固定安装有电机,所述电机的输出轴上焊接有第一链轮,第一链轮上啮合有链条,两个支架中的一个支架的一侧焊接有固定板,固定板上转动安装有转动杆,转动杆的顶端延伸至固定板外,并焊接有第二链轮,第二链轮通过链条与第一链轮传动连接,所述转动杆的底端延伸至固定板外,并焊接有第一锥形齿轮,两个支架中的一侧支架上转动安装有螺杆。该实用新型便于自动涂胶,提高涂胶效率,结构简单,使用方便。然而,该机构无法实现物品涂胶部位与表层结构压合,涂胶后物品粘合效果不理想,因此该自动涂胶机构的结构还需进一步改进。
技术实现要素:
3.本实用新型所要解决的技术问题是针对上述现有技术现状而提供一种涂胶效率高,并能将涂胶部位与表层压合,涂胶后粘合效果好的塑料地球仪半球体的粘合机。
4.本实用新型解决上述技术问题所采用的技术方案为:本塑料地球仪半球体的粘合机,包括机架、能定位半球壳体的支撑座以及能在半球壳体底部外沿上涂胶水的涂胶机构,其特征在于:在所述机架的中部设置有加工平台,在所述加工平台上设置有能穿过支撑座的平台通孔,在所述加工平台的下方设置有升降机构,所述支撑座和涂胶机构设置在升降机构上,所述支撑座与能驱动支撑座相对涂胶机构出胶口转动的转动机构相连接,当支撑座伸出平台通孔时,所述涂胶机构的顶部低于加工平台的底面,在所述加工平台的上方设置压板,在所述压板上设置有压板通孔,所述压板与驱动压板相对机架上下移动的压板驱动机构相连接,当半球壳体套在支撑座上并由涂胶机构在半球壳体表面上涂胶后再在加工平台上套入印刷有地球图案的表层后,所述压板将表层按压在半球壳体表面上而使在支撑座下降时,所述半球壳体能与支撑座相分离。
5.作为改进,在机架上间隔分布有竖向设置的导杆,所述升降机构包括第一驱动气缸和驱动板,所述驱动板能相对导杆上下滑动地连接在导杆上,所述第一驱动气缸的缸体与机架相连接,所述第一驱动气缸的气缸臂与驱动板相连接,所述支撑座与涂胶机构设置在驱动板上。
6.进一步改进,所述转动机构为驱动电机,所述驱动电机的输出轴经齿轮组与支撑座的转动轴相连接,所述转动轴能转动地连接在驱动板上,所述驱动电机驱动支撑座相对驱动板转动;或者,所述转动机构为吹气管,在所述驱动板上设置有支撑轴杆,在所述支撑
轴杆上设置有轴承,所述支撑座经轴承能转动地连接在支撑轴杆上,所述吹气管连接在涂胶机构上,所述吹气管的出气口朝向支撑座,所述吹气管的出气口相对支撑轴杆中心偏心设置。
7.进一步改进,所述支撑座为能套入半球壳体的圆盘体,在所述圆盘体的底部侧壁上设置有限位凸环。
8.进一步改进,在所述圆盘体的顶部设置有能穿过半球壳体顶部的极轴孔的定位杆。
9.作为改进,所述加工平台上分布有两个平台通孔,支撑座的数量、压板通孔的数量以及涂胶机构的出胶口的数量分别与平台通孔的数量相对应。
10.进一步改进,所述涂胶机构包括出胶头,出胶管,驱动杆、驱动块以及第二驱动气缸和第三驱动气缸,所述驱动块经第二驱动气缸能相对升降机构上下移动地连接在升降机构上,所述驱动杆经第三驱动气缸能相对驱动块前后移动地连接在驱动块上,所述出胶头间隔设置在驱动杆上,所述出胶头的出胶口朝向相应的支撑座,所述出胶口经出胶管与胶水源相连通。
11.进一步改进,在所述驱动杆上设置有滑槽,所述出胶头能沿滑槽左右滑动地连接在驱动杆上,所述出胶头经螺栓固定在滑槽上。
12.作为改进,机架顶部经间隔设置的第二导杆与加工平台的顶面相连接,所述压板与第二导杆相连接,所述压板驱动机构能驱动压板相对第二导杆上下滑动。
13.进一步改进,所述压板驱动机构为驱动气缸或丝杆驱动机构。
14.与现有技术相比,本实用新型的优点在于:将原本较为繁琐且难以保证表面胶水均匀度的半球壳体的涂胶操作改进为自动化操作,半球壳体放置在支撑座上后,就能通过本自动涂胶机在半球壳体表面上均匀地涂上胶水,涂胶效果好,涂胶效率高;巧妙利用了机架的上下空间,通过升降机构的自动化升降操作,分步依次实施半球壳体的安装、涂胶以及与表层相连接,实现标准化、流程化地球仪制作,显著提高了地球仪的生产效率;半球壳体与表层连接后停留在加工平台上,实现与支撑座的自动分离,方便取出加工后的半球壳体,同时,半球壳体的安装只需套在支撑座上即可,实现“傻瓜化”生产作业,降低了工作人员的工作强度,机器上手操作十分简单。
附图说明
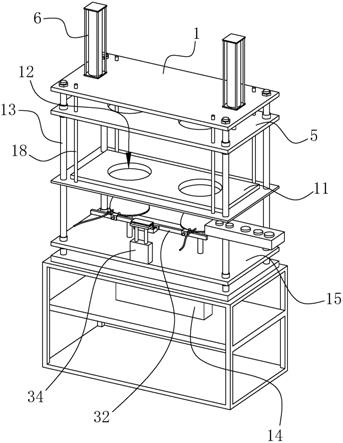
15.图1为本实用新型实施例省略线路显示涂胶状态的立体图;
16.图2为图1中涂胶机构尚未升起时的立体图;
17.图3是图1中涂胶后的半球壳体升至加工平台上方时的结构分解图;
18.图4是图1中套入表层后的立体图;
19.图5是图4中压板将表层与半球壳体压在一起的立体图;
20.图6是图2中i部分的放大图;
21.图7是图3中ii部分的放大图;
22.图8是本实用新型第二种实施例省略线路显示准备涂胶时的立体图;
23.图9是图8中iii部分的放大图。
具体实施方式
24.以下结合附图实施例对本实用新型作进一步详细描述。
25.如图1至图7所示,本实施例的塑料地球仪半球体的粘合机,包括机架1、能定位半球壳体4的支撑座2以及能在半球壳体4底部外沿上涂胶水的涂胶机构3,在机架1的中部设置有加工平台11,在加工平台11上设置有能穿过支撑座2的平台通孔12,在加工平台11的下方设置有升降机构,支撑座2和涂胶机构3设置在升降机构上,支撑座2与能驱动支撑座2相对涂胶机构3出胶口转动的转动机构相连接,当支撑座2伸出平台通孔12时,涂胶机构3的顶部低于加工平台11的底面,在加工平台11的上方设置压板5,在压板5上设置有压板通孔51,压板5与驱动压板5相对机架1上下移动的压板驱动机构6相连接,当半球壳体4套在支撑座2上并由涂胶机构3在半球壳体4底部边沿上涂胶后再在加工平台11上套入印刷有地球图案的表层41后,压板5将表层41按压在半球壳体4表面上而使在支撑座2下降时,半球壳体4能与支撑座2相分离。
26.在机架1上间隔分布有竖向设置的导杆13,升降机构包括第一驱动气缸14和驱动板15,驱动板15能相对导杆13上下滑动地连接在导杆13上,第一驱动气缸14的缸体与机架1相连接,第一驱动气缸14的气缸臂与驱动板15相连接,支撑座2与涂胶机构3设置在驱动板15上。
27.转动机构为吹气管16,在驱动板15上设置有支撑轴杆17,在支撑轴杆17上设置有轴承,支撑座2经轴承能转动地连接在支撑轴杆17上,吹气管16连接在涂胶机构3上,吹气管16的出气口朝向支撑座2,吹气管16的出气口相对支撑轴杆17中心偏心设置。支撑座2为能套入半球壳体4的圆盘体,在圆盘体的底部侧壁上设置有限位凸环21。在圆盘体的顶部设置有能穿过半球壳体4顶部的极轴孔的定位杆22。
28.加工平台11上分布有两个平台通孔12,支撑座2的数量、压板通孔51的数量以及涂胶机构3的出胶口的数量分别与平台通孔12的数量相对应。涂胶机构3包括出胶头31,出胶管,驱动杆32、驱动块33以及第二驱动气缸34和第三驱动气缸35,驱动块33经第二驱动气缸34能相对升降机构上下移动地连接在升降机构上,驱动杆32经第三驱动气缸35能相对驱动块33前后移动地连接在驱动块33上,出胶头31间隔设置在驱动杆32上,出胶头31的出胶口朝向相应的支撑座2,出胶口经出胶管与胶水源相连通。在驱动杆32上设置有滑槽,出胶头31能沿滑槽左右滑动地连接在驱动杆32上,出胶头31经螺栓固定在滑槽上。机架1顶部经间隔设置的第二导杆18与加工平台11的顶面相连接,压板5与第二导杆18相连接,压板驱动机构6能驱动压板5相对第二导杆18上下滑动。压板驱动机构6为驱动气缸或丝杆驱动机构。丝杆驱动机构的具体结构属于公知技术,故不再详细描述。
29.整个自动涂胶机的升降操作、涂胶机构朝向支撑座的伸出与缩回、支撑座的转动以及压板的上下移动均通过控制面板上的按钮开关实现,具体的线路连接结构属于现有技术,故不再详细描述。图1至图7中为了展示半球壳体与支撑座的连接关系,去除了具体的连接线路和出胶管,对于具体的连接线路和出胶管的设置方式,由于本领域技术人员根据公知技术即可实现,故不再详细描述。
30.如图8和图9所示,本实施例的塑料地球仪半球体的粘合机,包括机架1、能定位半球壳体4的支撑座2以及能在半球壳体4底部外沿上涂胶水的涂胶机构3,在机架1的中部设置有加工平台11,在加工平台11上设置有能穿过支撑座2的平台通孔12,在加工平台11的下
方设置有升降机构,支撑座2和涂胶机构3设置在升降机构上,支撑座2与能驱动支撑座2相对涂胶机构3出胶口转动的转动机构相连接,当支撑座2伸出平台通孔12时,涂胶机构3的顶部低于加工平台11的底面,在加工平台11的上方设置压板5,在压板5上设置有压板通孔51,压板5与驱动压板5相对机架1上下移动的压板驱动机构6相连接,当半球壳体4套在支撑座2上并由涂胶机构3在半球壳体4底部边沿上涂胶后再在加工平台11上套入印刷有地球图案的表层41后,压板5将表层41按压在半球壳体4表面上而使在支撑座2下降时,半球壳体4能与支撑座2相分离。
31.在机架1上间隔分布有竖向设置的导杆13,升降机构包括两个对称设置在机架1下部的气缸10,气缸的驱动杆分别与驱动板15相连接。转动机构为驱动电机,驱动电机的输出轴经齿轮组与支撑座2的转动轴相连接,转动轴能转动地连接在驱动板15上,驱动电机驱动支撑座2相对驱动板15转动。驱动电机的输出轴也可以通过联轴器直接与支撑座的传动轴相固定。支撑座2的顶部可以设置支撑肋板23。
32.加工平台11上分布有两个平台通孔12,支撑座2的数量、压板通孔51的数量以及涂胶机构3的出胶口的数量分别与平台通孔12的数量相对应。涂胶机构3包括出胶头31,出胶管,驱动杆32、驱动块33以及第二驱动气缸34和第三驱动气缸35,驱动块33经第二驱动气缸34能相对升降机构上下移动地连接在升降机构上,驱动杆32经第三驱动气缸35能相对驱动块33前后移动地连接在驱动块33上,出胶头31间隔设置在驱动杆32上,出胶头31的出胶口朝向相应的支撑座2,出胶口经出胶管与胶水源相连通。出胶头31包括出胶喷管311和出胶阀312,出胶阀312和按钮开关电连接,从而能在支撑座2转动时控制出胶喷管311喷出胶水。在驱动杆32上设置有滑槽,出胶头31能沿滑槽左右滑动地连接在驱动杆32上,出胶头31经螺栓固定在滑槽上。机架1顶部经间隔设置的第二导杆18与加工平台11的顶面相连接,压板5与第二导杆18相连接,压板驱动机构6能驱动压板5相对第二导杆18上下滑动。压板驱动机构6为驱动气缸或丝杆驱动机构。丝杆驱动机构的具体结构属于公知技术,故不再详细描述。
33.整个自动涂胶机的升降操作、涂胶机构朝向支撑座的伸出与缩回、支撑座的转动以及压板的上下移动均通过控制面板上的按钮开关实现,具体的线路连接结构属于现有技术,故不再详细描述。图8至图9中为了展示半球壳体与支撑座的连接关系,去除了具体的连接线路和出胶管,对于具体的连接线路和出胶管的设置方式,由于本领域技术人员根据公知技术即可实现,故不再详细描述。
34.工作原理:驱动板启动后将支撑座升起至平台通孔中,将半球壳体套置在对应的支撑座上,然后驱动板下降复位,涂胶机构升起出胶头并驱动出胶头朝向支撑座移动,使出胶口对准半球壳体的底部边沿,吹气口吹动支撑座转动,同时出胶头出胶在半球壳体外表面上涂胶;涂胶后,涂胶机构复位,驱动板再次升起,将表层套在半球壳体上,压板下降压在表层上,使表层与半球壳体贴合在一起。静置1至10秒的时间后,支撑座随驱动板复位,压板也复位,半球壳体由于胶水连接在表层内,因此与支撑座相分离,留在加工平台上,将加工平台上的粘接后半球壳体取出,即完成了地球仪半球壳体的表层粘接操作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1