一种硫磺回收装置的节能环保型氨法脱硫零排放系统的制作方法
1.本实用新型涉及含硫尾气处理环保技术领域,涉及一种硫磺回收装置尾气处理的系统。本方法采用氨吸收达到脱硫目的,低能耗副产硫酸铵,尾气排放满足国家标准特殊排放限值要求,无新鲜水消耗、无废液排放,无氨逃逸并超洁净排放。
背景技术:
2.随着全球含硫原油和天然气资源的大量开发,以及煤化工的不断发展,硫磺回收已成为不可缺少的配套环保装置,但硫磺回收装置工况复杂,除正常工况外,存在多种工况:装置开工、预硫化、停工、吹硫、钝化、by
‑
pass等工况及正常生产时短期的原料大幅波动等,不同工况下尾气排放浓度差异较大。近年来,随着世界各国保护大气环境的标准日益严格,对硫磺回收装置排放要求也日益严苛。现在国内大部分地区已要求酸性气处理装置尾气必须按照大气排放特殊限制即二氧化硫排放浓度小于100mg/nm3执行。要保证各种工况下尾气的达标排放,采用原有二级克劳斯+胺法尾气处理技术已不能满足全部工况达标排放的要求。
3.因此氨法吸收、碱法吸收等化学吸收技术纷纷应用于硫磺回收装置,通过稳定的酸碱中和反应保证硫磺回收装置的尾气达标排放,但在吸收后会产生大量含氨、含盐废水,需要再次处理。不论废水直接排污水处理厂,还是经过过滤、蒸发、结晶,副产硫酸铵、硫酸钠的过程都会产生废水排放,造成二次污染。
4.脱硫废水对于环境的危害巨大,具体表现为:(1)脱硫废水含有高浓度的硫酸盐,进入水环境中会被还原成s2‑
,进而发生相关反应生成甲基汞,对水生生物的生存造成影响,改变水体原有生态功能;(2)脱硫废水呈弱酸性,可以溶解重金属和某些有毒物质,直接排放会对土壤和水环境产生不良影响,例如硒进入土壤与水体中会影响人体健康,长期累积还会引起慢性中毒。
技术实现要素:
5.本实用新型的目的可以通过以下技术方案实现:
6.一种硫磺回收装置的节能环保型氨法脱硫零排放系统,该系统包括急冷吸收塔和保安吸收洗涤系统;
7.所述的急冷吸收塔包括顶部的尾气急冷段,中部为两级吸收段,底部为溶液存储区,来自硫磺装置焚烧后的尾气的输出端通过尾气换热器与急冷吸收塔的顶部相连,尾气急冷段底部设有分离装置,分离后的液体通过急冷水空冷器和急冷水换热器与尾气急冷段的上部相连;急冷吸收塔的底部收集来自母液缓冲槽的结晶母液和保安吸收洗涤系统底部的吸收液,急冷吸收塔的底部还设有注氨区和氧化区,一个注氨区的液体通过动力波循环泵与分离装置下部的一级吸收段相连;另一个注氨区的液体由喷淋循环泵输送至一级吸收段下部的二级吸收段,氧化区域急冷吸收塔底部的硫酸铵溶液由泵输送至氧化罐;
8.经二级吸收段吸收后的尾气输送至保安吸收洗涤系统,急冷吸收塔和保安吸收洗
涤系统的吸收液输送至硫酸铵制备系统。
9.本实用新型技术方案中:分离装置还有一个输出端,该输出端通过净化水换热器与汽提塔的上部相连,汽提塔顶部的输出端与急冷吸收塔的顶部相连,汽提塔底部的输出端通过净化水换热器、净化水泵和树脂交换脱酸设施相连,所述的树脂交换脱酸设施的输出端输送至保安吸收洗涤系统及机泵冷却用于系统回用。
10.本实用新型技术方案中:急冷吸收塔底部还设有氧化区,所述的氧化区设置空气分布管。注氨区设置氨气分布管。
11.本实用新型技术方案中:所述的二级吸收段所在塔体的内径大于一级吸收段所在塔体的内径,且一级吸收段所在塔体套设在二级吸收段所在塔体的内腔中。
12.本实用新型技术方案中:二级吸收段的气体输出端与保安吸收洗涤塔的下部相连,所述的保安吸收洗涤塔从下到上依次设有吸收层、水洗层、除沫层。
13.本实用新型技术方案中:保安吸收洗涤塔的底部设有储液区,所述的储液区内分隔成若干区间,供塔内各区存储吸收液或洗涤液。
14.本实用新型技术方案中:急冷吸收塔底部部分氧化后的硫酸铵吸收液输送至氧化罐中,所述的氧化罐输送至硫酸铵制备系统。
15.本实用新型技术方案中:所述的硫酸铵制备系统包括真空蒸发系统,从氧化罐输出的硫酸铵溶液输送至真空蒸发系统,蒸发系统输出端通过结晶槽、旋流浓密器、离心过滤机、螺旋给料机和振幅干燥机相连,所述的振幅干燥机的一端通过硫酸铵储斗与计量包装系统相连,另一端通过旋风分离器和细粉硫酸铵贮斗相连,旋风分离器顶部的输出端与尾气洗涤塔相连。
16.本实用新型为一种硫磺回收装置尾气处理和硫酸铵处理的方法,用氨吸收焚烧尾气中二氧化硫,使各种工况下达标排放,并副产硫酸铵。本工艺包括急冷和吸收、汽提、保安吸收和洗涤、氧化、蒸发、结晶、过滤、干燥。详细实施方式如下:
17.1、急冷和吸收、汽提
18.来自硫磺回收装置的焚烧后热尾气在尾气换热器内与来自空气风机的新鲜空气换热,余热回收后冷却的尾气进入急冷吸收塔上部。
19.新鲜空气经尾气换热器进行余热回收升温,部分热空气用作干燥硫酸铵的干燥空气;部分作为烟气补充气,热空气与净化烟气混合升温后至烟囱放空,可消白烟。
20.进入急冷吸收塔上部的尾气经三层急冷水顺向喷淋,气液充分接触,冷凝了尾气中绝大部分的水份。分离的液相急冷水由急冷水循环泵加压后,大部分经急冷水空冷器和急冷水换热器冷却返回急冷吸收塔顶部循环使用,少部分经净化水换热器加热后送至一体式汽提塔顶部汽提。
21.尾气急冷气液分离后继续下行至急冷吸收塔中部的两级吸收段,此部分吸收为低温吸收,可大幅度降低高温急冷吸收产生的盐雾。先进入一级吸收即动力波段,由动力波循环泵输送的硫酸铵溶液逆流喷淋,绝热饱和高效吸收二氧化硫。尾气出动力波后,进入二级吸收段即逆向喷淋吸收:动力波外塔体局部放大,兼具喷淋、分离和氧化功能,尾气从动力波底部向外塔体溢出后上行至外塔体上部,由其出口进入吸收洗涤部分。外塔体上部设置塔底喷淋循环泵输送循环液喷淋,逆流吸收,强化吸收效果;外塔体中部为气液分离区,尾气上行,喷淋液下行;塔体底部分为两个注氨区和氧化区:分区可形成两个不同浓度吸收
液,在注氨区设置注氨设施均匀分布氨气,两个注氨区分别对应两级吸收,以保证各循环液的吸收能力和高效率,且此区域面积较小,有利于紧急注氨等快速调节溶液吸收能力,以应对系统波动较大情况,保证吸收效率;在氧化区设置空气分布管,用于将亚硫酸铵氧化为硫酸铵,此区域为一级氧化,面积较大。底部硫酸铵溶液分别由泵送至动力波内外喷头循环喷淋进行两级不同浓度的吸收;剩余的溶液由硫酸铵溶液泵送至氧化部分进行二级氧化。泵入口前也可设置注氨设施。
22.急冷吸收塔为三合一设备:顶部为尾气急冷段,中部为两级吸收段,底部为溶液存储区。具备急冷、吸收、分离、氧化、注氨、存液六项功能。
23.在急冷吸收塔内,通过两级不同浓度溶液的吸收,尤其动力波段,吸收效率高达85~ 95%,注氨浓度可调节,抗波动性好,低温吸收减少气相中微粒盐雾的生成和夹带;尾气中绝大部分二氧化硫被吸收,剩余少量二氧化硫随尾气一起进入吸收部分。塔底一级氧化为强氧化过程,氧化率为70~90%。
24.考虑汽提量不大,汽提塔和再沸器可为一体式,急冷冷凝下来的含硫废水通过蒸汽汽提,再生为净化水,塔顶含硫尾气返回至尾气急冷部分回收。净化水经净化水换热器冷却,由净化水泵送至树脂交换脱酸设施,再生为中性净化水,用于装置内机泵冷却、水洗段补水,多余的部分送至工厂系统循环水站作补充水。脱酸设施产生的少量废酸水经冲洗进入硫酸铵吸收液回用。
25.在一体式汽提塔内,所有系统回收废水汽提再生,汽提出二氧化硫和二氧化碳,净化水脱酸后回系统循环使用。
26.2、保安吸收和洗涤
27.本部分主要设备为保安吸收塔。包括保安吸收和水洗、除沫和放空。
28.由急冷吸收塔来的尾气进入保安吸收洗涤塔下部保安吸收区,尾气沿塔上行,由塔底稀亚硫酸铵溶液循环逆流喷淋,吸收尾气中剩余的二氧化硫。吸收液由集液盘收集至塔底吸收液区,由保安吸收循环泵部分输送至吸收区,部分作为急冷吸收的吸收液补充。
29.烟气继续上行至三级水洗区,由塔底部对应的洗涤液逆流喷淋洗涤和置换,将烟气中液滴和微粒盐雾都置换和捕集下来,降低气溶胶的形成,减少烟气中尘含量,达到超洁净排放要求。洗涤液也经由集液盘收集至塔底水洗液区,由塔外一/二/三级水洗泵循环输送至塔上部,洗涤液自上而下溢流连通,溶解物浓度逐级递增。
30.水洗后烟气通过除沫器除沫,与经尾气余热回收热量后的热空气混合升温后进入烟囱排放。
31.保安吸收洗涤塔为五合一设备,自下而上分别为:储液区、保安吸收区、水洗区、除沫区、烟囱。其中,储液区内分隔成四格,洗涤液自上而下溢流连通,溶解物浓度逐级递增,供塔内各区存储吸收液及三级洗涤液。为吸收和水洗效果更好,吸收区和水洗区均设填料。
32.3、氧化
33.来自急冷吸收塔底部的部分氧化的硫酸铵溶液,由硫酸铵溶液泵输送至氧化罐a继续第二步氧化,以保证总氧化率大于99.6%。罐底设空气分布设施,氧化空气来自罐外氧化风机。
34.罐顶氧化尾气,输送至吸收塔一级水洗段下进行洗涤。
35.氧化罐采用低压设计,保证氧化罐液相停留时间0.5~1小时,罐底部设计倾斜排
液口和压缩空气反吹装置,定期短吹和排液,防止硫酸铵结晶堵塞;设置备用罐氧化罐b,可并/串增加氧化时间,强化氧化效果。
36.4、蒸发、结晶、过滤和干燥
37.氧化后的硫酸铵溶液送至真空蒸发系统,采用真空蒸发强制循环系统进行浓缩,蒸发冷凝液返回保安吸收塔底做补充液。
38.蒸发后浓缩的硫酸铵溶液送至结晶槽ab,设置两台交替使用。结晶槽停留1~2小时。槽内设双层搅拌桨,慢速转动,辅助其他措施达到微搅拌效果。槽外设半管夹套冷却,强制冷却,保证结晶颗粒粗大,成品硫酸铵不易板结,同时减少细粉硫酸铵。结晶母液回收至母液缓冲槽。
39.结晶料可直接送离心机,也可送浓密。结晶料至浓密器旋流浓密器ab,浓密后再送至大容量离心过滤机ab。浓密和过滤的母液均回收至母液缓冲槽,由母液缓冲槽泵送至急冷吸收塔底部注氨后做喷淋循环液,循环使用。
40.脱水后硫酸铵晶体经螺旋给料机ab输送至振幅干燥机ab。以急冷部分尾气余热回收热量的热空气为热源,采用振幅干燥,干燥的硫酸铵颗粒,进硫酸铵储斗ab和计量包装系统ab进行计量包装。干燥尾气经旋风分离器ab和细粉硫酸铵贮斗,人工包装。
41.旋风分离器顶部的干燥尾气由干燥尾气风机ab加压后送入尾气洗涤塔,用一级洗涤液洗涤,产生的稀硫酸铵溶液送保安吸收塔底部,作为循环吸收补充液;洗涤除尘后尾气经送至保安吸收洗涤塔一级水洗段洗涤,再经上部三级水洗后排放。洗涤水充分串级使用,无新鲜水耗量,无氨逃逸且保证尾气超洁净排放。
42.本实用新型的有益效果:
43.首先:国内外常用的脱硫废水处理方法有:混凝
‑
沉淀法、化学
‑
微滤膜法、生化法、蒸发浓缩法、人工湿地法、零价铁法、流化床法、电驱动膜法等。本实用新型结合蒸发浓缩法和蒸汽汽提法,将系统内废水全部回收清洁处理为硫酸铵和净化水,净化水可作为系统补充水和工厂冷却循环水站补充水。
44.其次,本实用新型提供一种硫磺回收装置的节能环保型氨法脱硫零排放系统及方法,低能耗副产硫酸铵,正常操作时尾气二氧化硫排放浓度小于20mg/nm3;且装置尾气排放满足硫磺回收装置各种工况排放,装置开工、预硫化、停工、吹硫、钝化、by
‑
pass 等工况及正常生产时短期的原料大幅波动等异常情况下,采用紧急注氨措施,利用大注氨量高循环浓度迅速提高吸收液吸收效率,使尾气二氧化硫排放浓度小于100mg/nm3;增设一体式汽提设施,把急冷废水再生后循环使用,无新鲜水消耗、无废水排放;且设备采用集成化,实现一塔多功能。适用范围广,设备数量少,能耗低,投资和占地省,并解决了现有技术中废气量大、废水排放和能耗高的问题。
附图说明
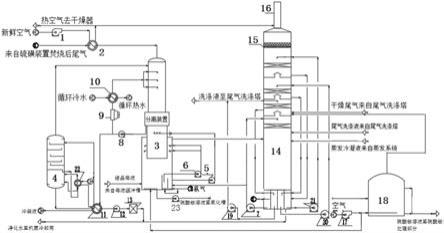
45.图1是尾气处理部分流程图。
46.图中,1为空气风机,2为尾气换热器,3为急冷吸收塔,4为一体式汽提塔,5为动力波循环泵,6为喷淋循环泵,7为保安吸收循环泵,8为急冷水循环泵,9为急冷水空冷器,10为急冷水换热器,11为净化水换热器,12为净化水泵,13为脱酸设施,14为保安吸收洗涤塔,15为除沫器,16为烟囱,17为氧化风机,18为氧化罐,19为一级水洗泵, 20为二级水洗泵,21为
三级水洗泵,22为硫酸铵溶液泵,23为汽提塔再沸器。
47.图2是硫酸铵处理部分流程图。
48.图中,24为真空蒸发系统,25为结晶槽,26为浓相输送泵,27为旋流浓密器,28为离心过滤机,29为螺旋给料机,30为母液缓冲槽,31为母液缓冲槽泵,32为振幅干燥机,33 为旋风分离器,34为细粉硫酸铵贮斗,35为硫酸铵储斗,36为计量包装系统,37为尾气洗涤塔,38为干燥尾气风机,39为洗涤液泵。
具体实施方式
49.下面结合实施例对本实用新型做进一步说明,但本实用新型的保护范围不限于此:
50.如图1~2,一种硫磺回收装置的节能环保型氨法脱硫零排放系统,该系统包括急冷吸收塔3和保安吸收洗涤系统;
51.所述的急冷吸收塔3包括顶部的尾气急冷段,中部为两级吸收段,底部为溶液存储区,来自硫磺装置焚烧后的尾气的输出端通过尾气换热器2与急冷吸收塔3的顶部相连,尾气急冷段底部设有分离装置,分离后的液体通过急冷水空冷器9和急冷水换热器10与尾气急冷段的上部相连;急冷吸收塔3底部收集来自母液缓冲槽的结晶母液和保安吸收洗涤系统底部的吸收液,底部还设有注氨区和氧化区;一个注氨区的液体通过动力波循环泵与分离装置下部的一级吸收段相连;另一个注氨区的液体输送至一级吸收段下部的二级吸收段,急冷吸收塔3底部氧化区域的硫酸铵溶液输送至氧化罐18;
52.经二级吸收段吸收后的尾气输送至保安吸收洗涤系统,急冷吸收塔3和保安吸收洗涤系统的吸收液输送至硫酸铵制备系统。
53.分离装置还有一个输出端,该输出端通过净化水换热器11与汽提塔4的上部相连,汽提塔4顶部的输出端与急冷吸收塔3的顶部相连,汽提塔4底部的输出端通过净化水换热器11、净化水泵12和树脂交换脱酸设施13相连,所述的树脂交换脱酸设施13的输出端输送至保安吸收洗涤系统。
54.急冷吸收塔3底部还设有氧化区,所述的氧化区设置空气分布管。
55.所述的二级吸收段所在塔体的内径大于一级吸收段所在塔体的内径,且一级吸收段所在塔体套设在二级吸收段所在塔体的内腔中。
56.二级吸收段的气体输出端与保安吸收洗涤塔14的下部相连,所述的保安吸收洗涤塔 14的从下到上依次设有吸收层、水洗层、除沫器。
57.保安吸收洗涤塔14的底部设有储液区,所述的储液区内分隔成若干区间,供塔内各区存储吸收液或洗涤液。
58.急冷吸收塔底部部分氧化后的硫酸铵吸收液输送至氧化罐18中,所述的氧化罐18输送至硫酸铵制备系统。
59.所述的硫酸铵制备系统包括真空蒸发系统,从氧化罐18输出的硫酸铵溶液输送至真空蒸发系统,蒸发系统输出端通过结晶槽25、旋流浓密器27、离心过滤机28、螺旋给料机29和振幅干燥机32相连,所述的振幅干燥机32的一端通过硫酸铵储斗35与计量包装系统36相连,另一端通过旋风分离器33和细粉硫酸铵贮斗34相连,旋风分离器33顶部的输出端与尾气洗涤塔37相连。
60.本实用新型为硫磺回收装置尾气处理和硫酸铵处理的一种方法,用氨吸收焚烧尾气中二氧化硫,使各种工况下达标排放,并副产硫酸铵。本工艺包括急冷和吸收、汽提、保安吸收和洗涤、氧化、蒸发、结晶、过滤、干燥。详细实施方式如下:
61.1、急冷和吸收、汽提
62.来自硫磺回收装置的焚烧后约300~350℃热尾气,正常工况下尾气主要体积组成为: so
2 0.2676%、o
2 3.00013%、co2:7.05622%、h2o:15.8870%、n2:73.1608%,即正常工况下尾气so2浓度7645mg/nm3,by
‑
pass工况下so2浓度可高达22000mg/nm3;在尾气换热器2内与来自1空气风机的新鲜空气换热,余热回收后冷却的尾气220~300℃进入急冷吸收塔3上部。
63.新鲜空气经尾气换热器2进行余热回收升温至120~250℃,部分热空气用作干燥硫酸铵的干燥空气;部分作为烟气补充气,热空气与净化烟气混合升温后110~150℃至烟囱16放空,可消白烟。
64.进入急冷吸收塔3上部的尾气经三层急冷水顺向喷淋,气液充分接触,冷凝了尾气中 96~98%的水份。分离的液相急冷水由急冷水循环泵8加压后,75~90%经急冷水空冷器9 和急冷水换热器10冷却至30~40℃返回急冷吸收塔3顶部循环使用,剩余部分经净化水换热器11加热至95℃送至一体式汽提塔4顶部汽提。
65.尾气急冷气液分离后继续下行至3急冷吸收塔中部的两级吸收段,此部分吸收为低温 35~50℃吸收,可大幅度降低高温急冷吸收产生的微粒盐雾量。先进入一级吸收即动力波段,由动力波循环泵5输送的硫酸铵溶液逆流喷淋,绝热饱和高效吸收二氧化硫。尾气出动力波后,进入二级吸收段即逆向喷淋吸收:动力波外塔体局部放大,兼具喷淋、分离和氧化功能,尾气从动力波底部向外塔体溢出后上行至外塔体上部,由其出口进入吸收洗涤部分。外塔体上部设置塔底喷淋循环泵6输送循环液喷淋,逆流吸收,强化吸收效果;外塔体中部为气液分离区,尾气上行,喷淋液下行;塔体底部分为两个注氨区和氧化区:分区可形成两个不同氨浓度吸收液,在注氨区设置注氨设施均匀分布氨气,以保证各循环液的吸收能力和高效率;正常生产时注氨量较小,低浓度吸收液即可达标运行;其他工况下二氧化硫浓度波动较大时,注入大量氨,且此区域面积较小,有利于紧急注氨等快速调节溶液吸收能力,以应对系统波动较大情况,保证吸收效率。在氧化区设置空气分布管,用于将亚硫酸铵氧化硫酸铵,此区域为一级氧化,面积较大。底部硫酸铵溶液分别由泵送至动力波内外喷头循环喷淋进行两级不同浓度的吸收;剩余的溶液由23硫酸铵溶液泵送至氧化部分进行二级氧化。泵入口前也可设置注氨设施。
66.急冷吸收塔3为三合一设备:顶部为尾气急冷段,中部为两级吸收段,底部为溶液存储区。具备急冷、吸收、分离、氧化、注氨、存液六项功能。
67.在急冷吸收塔3内,通过两级不同浓度溶液的吸收,尤其动力波段,吸收效率高达 85~95%,注氨浓度可调节,抗波动性好,低温吸收减少气相中微粒盐雾的生成和夹带;尾气中绝大部分二氧化硫被吸收,剩余少量二氧化硫随尾气一起进入吸收部分。塔底一级氧化为强氧化过程,氧化率为70~90%。
68.考虑汽提量不大,汽提塔和再沸器为一体式,急冷冷凝下来的含硫废水通过蒸汽汽提,再生为净化水,塔顶含硫尾气返回至尾气急冷部分回收。净化水经净化水换热器11冷却至常温,由净化水泵12送至树脂交换脱酸设施13,再生为中性净化水,用于装置内机泵冷
却、水洗段补水,多余的部分送至工厂系统循环水站作补充水。脱酸设施产生的少量废酸水经冲洗进入硫酸铵吸收液回用。
69.在一体式汽提塔4内,所有系统回收废水汽提再生,汽提出二氧化硫和二氧化碳,净化水脱酸后回系统循环使用。
70.2、保安吸收和洗涤
71.本部分主要设备为保安吸收塔。包括保安吸收和水洗、除沫和放空。
72.由急冷吸收塔3来的尾气进入保安吸收洗涤塔14下部保安吸收区,尾气沿塔上行,由塔底稀亚硫酸铵溶液循环逆流喷淋,吸收尾气中剩余的二氧化硫。吸收液由集液盘收集至塔底吸收液区,由保安吸收循环泵7部分输送至吸收区,部分作为急冷吸收的吸收液补充。
73.烟气继续上行至三级水洗区,由塔底部对应的洗涤液逆流喷淋洗涤和置换,将烟气中液滴和微粒盐雾都置换和捕集下来,降低气溶胶的形成,减少烟气中尘含量,达到超洁净排放要求。洗涤液也经由集液盘收集至塔底水洗液区,由塔外一/二/三级水洗泵循环输送至塔上部,洗涤液自上而下溢流连通,溶解物浓度逐级递增。
74.水洗后烟气通过除沫器15除沫,与经尾气余热回收热量后的热空气混合升温后110~ 150℃进入烟囱16排放。
75.保安吸收洗涤塔14为五合一设备,自下而上分别为:储液区、保安吸收区、水洗区、除沫区、烟囱。其中,储液区内分隔成四格,洗涤液自上而下溢流连通,溶解物浓度逐级递增,供塔内各区存储吸收液及三级洗涤液。为吸收和水洗效果更好,吸收区和水洗区均设填料。
76.3、氧化
77.来自急冷吸收塔底部的部分氧化的硫酸铵溶液,由硫酸铵溶液泵7输送至氧化罐18 继续第二步氧化,以保证总氧化率大于99.6%。罐底设空气分布设施,氧化空气来自罐外氧化风机17。
78.罐顶氧化尾气,输送至吸收塔一级水洗段下进行洗涤。
79.氧化罐采用低压设计,保证氧化罐液相停留时间0.5~1小时,罐底部设计倾斜排液口和压缩空气反吹装置,定期短吹和排液,防止硫酸铵结晶堵塞;设置氧化罐18,可并/ 串增加氧化时间,强化氧化效果。
80.4、蒸发、结晶、过滤和干燥
81.氧化后的硫酸铵溶液送至真空蒸发系统24,采用真空蒸发强制循环系统进行浓缩,蒸发冷凝液返回保安吸收塔底做补充液。
82.蒸发后浓缩的硫酸铵溶液送至结晶槽25,设置两台交替使用。结晶槽停留1~2小时。槽内设双层搅拌桨,慢速转动,辅助其他措施达到微搅拌效果。槽外设半管夹套冷却,强制冷却,保证结晶颗粒粗大,成品硫酸铵不易板结,同时减少细粉硫酸铵。结晶母液回收至母液缓冲槽30。
83.结晶料可直接送离心机,也可送浓密。结晶料至浓密器旋流浓密器27,浓密后再送至大容量离心过滤机28。浓密和过滤的母液均回收至母液缓冲槽30,由母液缓冲槽泵31 送至急冷吸收塔3底部注氨后做喷淋循环液,循环使用。
84.脱水后硫酸铵晶体经螺旋给料机29输送至振幅干燥机32。以急冷部分尾气余热回
收热量的热空气为热源,采用振幅干燥,干燥的硫酸铵颗粒,进硫酸铵储斗35和计量包装系统36进行计量包装。干燥尾气经旋风分离器33和细粉硫酸铵贮斗34,人工包装。
85.旋风分离器33顶部的干燥尾气由干燥尾气风机38加压后送入尾气洗涤塔37,用一级洗涤液洗涤,产生的稀硫酸铵溶液送保安吸收塔底部,作为循环吸收补充液;洗涤除尘后尾气经送至保安吸收洗涤塔14一级水洗段洗涤,再经上部三级水洗后排放。洗涤水充分串级使用,无新鲜水耗量,无氨逃逸且保证尾气超洁净排放。
86.本实用新型提供一种硫磺回收装置的节能环保型氨法脱硫零排放系统及方法,低能耗副产硫酸铵,正常操作时尾气二氧化硫排放浓度小于20mg/nm3;且装置尾气排放满足硫磺回收装置各种工况排放,装置开工、预硫化、停工、吹硫、钝化、by
‑
pass等工况及正常生产时短期的原料大幅波动等异常情况下尾气二氧化硫排放浓度小于100mg/nm3;急冷废水再生后循环使用,无新鲜水消耗,以8万吨/年硫磺装置为例,提供8~10t/h净化水回用;硫酸铵处理部分的母液、蒸发冷凝液、洗涤液返回吸收部分回用,无废水排放;适用范围广,处理so2浓度范围约500~30000mg/nm3;且设备采用集成化,实现一塔多功能,集成多功能急冷塔和吸收塔,合并两级吸收和一级氧化槽、4台吸收循环槽等设备和管道,有效减少设备至少7台,节省占地约60m2,降低投资约120万元;有效利用尾气热源,降低能耗1900kw;有效解决了现有技术中烟气量大、废水排放和能耗高的问题。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1