一种多功能车载屏背光点胶组装设备的制作方法
1.本实用新型属于lcd制造技术领域,尤其涉及一种多功能车载屏背光点胶组装设备。
背景技术:
2.目前,车载显示屏的需求多样化,车载显示屏屏幕数量多样化,对设备厂商组装要求越来越高,设备厂商组装显示屏时需要考虑组装设备兼容异形产品、加工效率、制造成本以及设备体积小型化等综合条件因素。但目前市场上的组装设备多为一般组合结构,仅能对单屏产品进行组装,组装多屏产品时需要重复多次步骤,组装效率低,组装兼容性低,并且并没有针对组装的精准度进行优化,导致组装不精准,影响组装产品的质量。并且,现有设备为提高组装速度,仅增加多个工位,导致设备成本高,设备体积大等问题,满足一方面要求的同时必须以牺牲其他要求为代价,无综合满足行业需求的完美方案。
技术实现要素:
3.(一)实用新型目的
4.为了克服以上不足,本实用新型的目的在于提供一种多功能车载屏背光点胶组装设备,以解决现有的车载显示屏组装设备组装效率低,组装兼容性差以及组装精准度低的技术问题。
5.(二)技术方案
6.为实现上述目的,本技术提供的技术方案如下:
7.一种多功能车载屏背光点胶组装设备,包括:
8.机架;
9.上料机构,可滑动地设置在机架上,上料机构两侧设置有装载第一背光件和第二背光件的装载平台;
10.两背光中转搬运机构,分别对称设置在上料机构两侧,用于夹取上料机输送过来的第一背光件和第二背光件;
11.两背光点胶平台,对称可滑动地设置在机架上,用于承接背光中转搬运机构夹取的第一背光件和第二背光件并且带动第一背光件和第二背光件移动到对应的机构;
12.两背光件拍摄装置,设置在机架上,用于拍摄背光点胶平台传输过来的第一背光件和第二背光件的点胶位置;
13.两点胶机构,对称设置在机架上,用于根据拍摄的点胶位置对背光点胶平台传输过来的第一背光件和第二背光件进行点胶,其中,完成点胶后的第一背光件和第二背光件在对应的背光点胶平台的带动下分别移动到对应的背光件拍摄装置下方进行点胶检测拍摄以及在完成点胶检测拍摄后在对应的背光点胶平台带动下移动到对应的背光中转搬运机构被背光中转搬运机构夹取;
14.两组装平台,可滑动地设置在机架上,两组装平台分别滑动到两背光中转搬运机
构的位置承接完成点胶检测的第一背光件和第二背光件并且带动第一背光件和第二背光件移动到背光件拍摄装置处进行对位拍摄;
15.ctp屏上料平台,可滑动的设置在机架上,用于装载贴附有易撕膜的ctp 屏并且带动ctp屏在机架上移动到对应的机构;
16.两组背光组装搬运机构,可滑动地设置在机架上,用于夹取ctp屏上料平台上的ctp屏并带动ctp屏移动到对应的机构;
17.撕膜机构,设置在机架上,用于对背光组装搬运机构传输过来的ctp屏上的易撕膜进行撕除;
18.ctp屏拍摄装置,可滑动地设置在机架上,ctp屏拍摄装置用于对完成撕膜的ctp屏进行对位拍摄,其中,完成对位拍摄的ctp屏被两背光组装搬运机构顺序带动到两组装平台上,与对应的第一背光件和第二背光件进行组装;
19.成品下料平台,可滑动地设置在机架上,用于对背光组装搬运机构传输过来的完成组装的ctp屏进行下料。
20.本技术通过设置上料机构、两背光中转搬运机构、两背光点胶平台、两背光件拍摄装置、两点胶机构、两组装平台、ctp屏上料平台、撕膜机构、两组背光组装搬运机构、ctp屏拍摄装置、成品下料平台,能够同时对两背光件进行上料、点胶以及将两背光件分别组装到ctp屏的两屏幕上,实现了双显示屏的高效组装,并且通过背光件拍摄装置、ctp屏拍摄装置对背光件的点胶位置以及对ctp屏的安装位置进行视觉定位,提高了点胶和组装的精准度,有利于提高产品组装的质量。
21.在一些实施例中,点胶机构包括:点胶头以及驱动点胶头上下进行点胶的点胶驱动装置。
22.在一些实施例中,点胶机构还包括:热熔胶预热组件,热熔胶预热组件包括:
23.热熔胶预热筒,用于存储胶水并且对储存的胶水进行预热;
24.热熔胶预热筒温控器,与热熔胶预热筒电连接,用于控制热熔胶预热筒的加热温度;
25.热熔胶点胶加热温控器,与点胶头电连接,用于对点胶头的胶水进行温度控制。
26.通过设置热熔胶预热筒提前对胶水进行预热,减少点胶的加热时间,提高了设备效率,保证不凝固,提高的出液效率,通过热熔胶预热筒温控器以及热熔胶点胶加热温控器可以提高胶水加热温度的精准度。
27.在一些实施例中,还包括:擦拭机构,擦拭机构包括:
28.上端开口的滴热熔胶盒,用于承接点胶头滴落的胶水;
29.放卷轴和收卷轴,分别固定成卷擦拭纸的两端,用于带动成卷的擦拭纸进行放卷以擦拭点胶头的出液口的余胶;
30.多条涨紧轴,供擦拭纸的中段绕卷,用于涨紧放卷过程中的擦拭纸。
31.通过设置擦拭机构可以避免残留在点胶头上的胶水滴落到下一个第一背光件或第二背光件上影响产品的生产质量,保证产品加工质量。
32.在一些实施例中,点胶平台的边缘形成多条可活动的夹紧边,通过设置夹紧边点胶平台可以适配不同形状大小的第一背光件或第二背光件,提高设备的通用性。
33.在一些实施例中,装载平台的夹紧边突出水平面预定高度,夹紧边向上突起与装
载平台水平面形成镂空结构,便于中转搬臂夹料以及避免背光件底面的排线被挤压折弯。
34.在一些实施例中,组装平台上设置有压力传感器,用于检测ctp屏组装到第一背光件或第二背光件上时的压力值,通过设置压力传感器可以实时检测组装的压力,避免压力过小影响第一背光件或第二背光件黏贴到ctp屏上的稳定性,同时可以避免压力过大导致ctp屏破裂,保证了产品的加工质量。
35.在一些实施例中,撕膜机构包括:撕膜夹爪,可水平移动以及可转动地设置在机架上,能够将ctp屏上的易撕膜取下,通过设置撕膜机构可以实现自动撕膜以及自动收料,提高了显示屏组装的自动化程度,进一步提高了组装的效率。
36.在一些实施例中,撕膜机构还包括:易撕膜回收组件,包括:易撕膜放料轴和易撕膜收料轴,易撕膜放料轴和易撕膜收料轴相互配合能够带动放置在其上的黏贴带放卷,当撕膜夹爪完成撕膜后,撕膜夹爪能够将取下的易撕膜逐一粘附到黏贴带上,通过设置在一些实施例中,能够将易撕膜进行统一回收,避免易撕膜散落到地面,保护环境干净。
37.在一些实施例中,组装平台上设置有多个用于固定第一背光件和第二背光件的真空吸头,通过设置真空吸头,保证第一背光件和第二背光件放置在组装平台上的稳定性,避免第一背光件和第二背光件与ctp屏组装时发生偏位,提高组装的稳定性。
附图说明
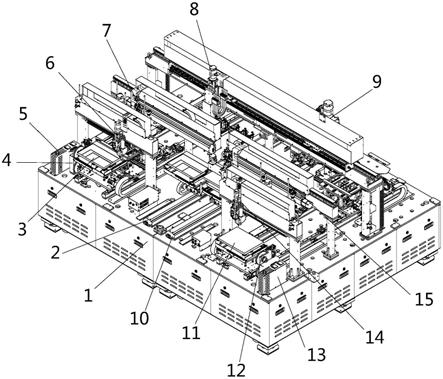
38.图1是本实用新型的多功能车载屏背光点胶组装设备第一视角的结构示意图;
39.图2是本实用新型的多功能车载屏背光点胶组装设备第二视角的结构示意图;
40.图3是本实用新型的点胶平台、组装平台以及ctp屏上料平台的组合示意图;
41.图4是本实用新型的多功能车载屏背光点胶组装设备的背光件拍摄装置的结构示意图;
42.图5是本实用新型的多功能车载屏背光点胶组装设备的点胶机构的结构示意图;
43.图6是本实用新型的多功能车载屏背光点胶组装设备的热熔胶预热组件的结构示意图;
44.图7是本实用新型的多功能车载屏背光点胶组装设备的擦拭机构的结构示意图;
45.图8是本实用新型的多功能车载屏背光点胶组装设备的背光组装搬运臂 (a)的结构示意图;
46.图9是本实用新型的多功能车载屏背光点胶组装设备的背光组装搬运臂 (b)的结构示意图;
47.图10是本实用新型的多功能车载屏背光点胶组装设备的ctp屏拍摄装置的结构示意图;
48.图11是本实用新型的多功能车载屏背光点胶组装设备的撕膜机构的结构示意图;
49.图12是本实用新型的多功能车载屏背光点胶组装设备的易撕膜回收组件的结构示意图;
50.图13是本实用新型的多功能车载屏的结构示意图。
51.附图标记:
52.1:机架;2:背光上料装载平台(a);3:背光点胶平台(a);4:擦拭机构(a);5:热熔胶预热组件(a);6:点胶机构(a);7:背光中转搬运臂(a); 8:背光组装搬运臂(a);9:背光组装
搬运臂(b);10:背光上料装载平台(b); 11:背光点胶平台(b);12:擦拭机构(b);13:热熔胶预热组件(b);14:点胶机构(b);15:背光中转搬运臂(b);16:ctp屏上料平台;17:组装平台 (a);18:背光件拍摄装置(a);19:撕膜机构;20:易撕膜回收组件;21: ctp屏拍摄装置;22:成品下料平台;23:组装平台(b);24:背光件拍摄装置(b);25:点胶机构;26:背光件拍摄装置;27:z轴升降机构;28:擦拭纸;29:滴热熔胶盒;30:放卷轴;31:擦拭纸检测装置;32:热熔胶预热筒;33:热熔胶预热筒温控器;34:热熔胶点胶加热温控器;36:组装平台; 38:背光组装搬运臂驱动装置(a);39:背光组装搬运臂驱动装置(b);40:直线电机;41:相机光源;42:a-b面拍摄移动y轴;43:产品换型移动y轴; 44:撕膜旋转轴;45:撕膜y轴;46:撕膜夹爪;47:易撕膜放料轴;48:易撕膜收料轴;49:易撕膜到位检测装置;50:ctp屏;51:第一背光件; 52:第二背光件。
具体实施方式
53.为使本实用新型的目的、技术方案和优点更加清楚明了,下面结合具体实施方式并参照附图,对本实用新型进一步详细说明。应该理解,这些描述只是示例性的,而并非要限制本实用新型的范围。此外,在以下说明中,省略了对公知结构和技术的描述,以避免不必要地混淆本实用新型的概念。
54.请参阅图1和图2,本实用新型提供的一种多功能车载屏背光点胶组装设备,其包括:
55.机架1;
56.上料机构,可滑动地设置在机架1上,上料机构两侧设置有背光上料装载平台(a)2和背光上料装载平台(b)10,分别装载第一背光件51和第二背光件52;
57.两背光中转搬运机构,具体为:背光中转搬运臂(a)7和背光中转搬运臂 (b)15,分别对称设置在上料机构两侧,用于夹取上料机输送过来的第一背光件51和第二背光件52;
58.两背光点胶平台,包括:背光点胶平台(a)3和背光点胶平台(b)11,背光点胶平台(a)3和背光点胶平台(b)11对称可滑动地设置在机架1上,分别用于承接背光中转搬运机构夹取的第一背光件51和第二背光件52并且带动第一背光件51和第二背光件52移动到对应的机构;
59.两背光件拍摄装置26,包括:背光件拍摄装置(a)18和背光件拍摄装置 (b)24,设置在机架1上,用于拍摄背光点胶平台传输过来的第一背光件51 和第二背光件52的点胶位置;
60.两点胶机构25,包括点胶机构(a)6和点胶机构(b)14,对称设置在机架 1上,用于根据拍摄的点胶位置对背光点胶平台传输过来的第一背光件51和第二背光件52进行点胶,其中,完成点胶后的第一背光件51和第二背光件 52在对应的背光点胶平台的带动下分别移动到对应的背光件拍摄装置26下方进行点胶检测拍摄以及在完成点胶检测拍摄后在对应的背光点胶平台带动下移动到对应的背光中转搬运机构被背光中转搬运机构夹取;
61.两组装平台36,包括:组装平台(a)17和组装平台(b)23,可滑动地设置在机架1上,两组装平台36分别滑动到两背光中转搬运机构的位置承接完成点胶检测的第一背光件51和第二背光件52并且带动第一背光件51和第二背光件52移动到背光件拍摄装置26的位置进行对位拍摄;
62.ctp屏上料平台16,可滑动的设置在机架1上,用于装载贴附有易撕膜的ctp屏50并且带动ctp屏50在机架1上移动到对应的机构;
63.撕膜机构19,设置在机架1上,用于对ctp屏50上的易撕膜进行撕除;
64.两组背光组装搬运机构,具体包括背光组装搬运臂(a)8和背光组装搬运臂(b)9,组装搬运臂(a)和背光组装搬运臂(b)9可滑动地设置在机架1,由背光组装搬运臂驱动装置(a)38和背光组装搬运臂驱动装置(b)39驱动上下移动并由直线电机40带动左右移动,背光组装搬运臂(a)8和背光组装搬运臂 (b)9分别带动完成撕膜的ctp屏50移动到对应的组装平台36上与第一背光件51和第二背光件52进行组装;
65.ctp屏拍摄装置21,可滑动地设置在机架1上,ctp屏拍摄装置21在背光组装搬运机构将ctp屏50组装到第一背光件51和第二背光件52前对ctp 屏50进行对位拍摄;其中,完成对位拍摄的ctp屏50被两背光组装搬运机构顺序带动到两组装平台36上与对应的第一背光件51和第二背光件52进行组装;
66.成品下料平台22,可滑动地设置在机架1上,用于对组装完第一背光件 51和第二背光件52的ctp屏50进行下料。
67.lcd车载显示屏由ctp屏50以及黏贴在ctp屏50背面的背光件组成, ctp屏50由tp(touch p(a)nel,触摸屏)/cg(cover gl(a)ss,盖板玻璃) 与盖板组合而成,当ctp屏50为多屏幕时,需要安装与屏幕数量相同的背光件。
68.本技术的设备可以对双屏幕产品进行组装,也可以当屏幕产品进行组装,进一步的,本技术的设备通过控制驱动装置的行程,还可以满足异形、v型、 z型等产品的组装。
69.本技术的设备可以实现第一背光件51和第二背光件52的同时点胶以及顺序将第一背光件51和第二背光件52黏贴到ctp屏50上,如图12所示。
70.设备的作业具体作业过程如下:
71.人工上第一背光件51和第二背光件52,由中转搬运臂(a)和中转搬运臂 (b)带动将第一背光件51和第二背光件52分别夹取到第一背光件51和第二背光件52对应的两个点胶平台上,两点胶平台分别移动到对应的背光件拍摄装置26进行点胶位置拍摄,拍照完毕后,点胶平台移动到点胶机构25进行点胶,完成点胶后,点胶平台移动到背光件拍摄装置26进行aoi检测拍照,检测合格后点胶平台移动到中转搬运臂(a)和中转搬运臂(b)由中转搬运臂(a) 和中转搬运臂(b)分别将第一背光件51和第二背光件52夹取抬起,然后点胶平台移走,组装平台36移动到中转搬运臂(a)和中转搬运臂(b)的位置,中转搬运臂(a)和中转搬运臂(b)将第一背光件51和第二背光件52放到两组装平台36上,然后组装平台36带动第一背光件51和第二背光件52到达背光件拍摄装置26的位置进行拍照对位,同时操作人工在ctp屏50上料平台16 上料ctp屏50,ctp上料平台移动到组装搬运臂(a)位置,组装搬运臂(a)吸取ctp屏50移动到撕膜机构19,撕膜机构19撕去ctp屏50上的易撕膜,撕膜后组装搬运臂(a)带动ctp屏50移动到ctp屏拍摄装置21上方进行对位拍摄,然后带动ctp屏50放置到固定第一背光件51的组装平台36上与第一背光件51组装,组装后组装搬臂(b)吸取ctp屏50,带动ctp屏50移动到 ctp屏拍摄装置21上方进行对位拍摄,然后带动第二背光件52移动到固定第二背光件52的组装平台(b)23与背光(b)进行组装,完成组装后,组装搬臂(b)吸取成品,组装平台(b)23移走,组装搬臂(b)将成品放置到下料平台移动到取料位,组装搬臂(b)把成品放到成品下料平台22,成品下料平台22 移动到人工取料位,人工把成品取下完成车
载屏双屏的点胶组装工艺。
72.请参阅图3,具体的,本技术中的呈直线方向顺序排列。优选的,点胶平台、组装平台36、ctp屏上料平台16以及成品下料平台22的边缘可形成活动夹紧边,以适配对不同规格大小以及不同形状的ctp屏50和背光件进行夹紧固定。
73.请参阅图5,具体的,点胶机构25包括:点胶头以及驱动点胶头上下进行点胶的点胶驱动装置,点胶驱动装置为气缸或电机。优选的,点胶头通过滑轨和滑块可滑动的设置在机架1上,滑动的点胶头可向背光件不同位置进行点胶。
74.请参阅图6,优选的,点胶机构25还包括:热熔胶预热组件,具体包括:热熔胶预热组件(a)5和热熔胶预热组件(b)13,热熔胶预热组件(a)5和热熔胶预热组件(b)13结构相同,具体的,以热熔胶预热组件(a)5为例,热熔胶预热组件(a)5包括:
75.热熔胶预热筒32,用于存储胶水,热熔胶预热筒32外侧设置有加热棒,对储存的胶水进行加热;
76.热熔胶预热筒温控器33,与热熔胶预热筒32电连接,用于控制热熔胶预热筒32内加热棒的加热温度;
77.热熔胶点胶加热温控器34,与点胶头电连接,用于对点胶头内的胶水进行温度控制。
78.优选的,热熔胶预热筒32内设置有到位检测光纤,用于检测胶筒安装是否到位,保证胶筒内的里面的胶水全部处于加热区域内。
79.具体的,点胶控制方式包括:点到点,直线,圆弧补差。
80.请参阅图7,优选的,本技术还设置了擦拭机构,擦拭机构具体包括:擦拭机构(a)4和擦拭机构(b)12,擦拭机构(a)4和擦拭机构(b)12结构相同,以擦拭机构(a)4为例,擦拭机构(a)4包括:
81.滴热熔胶盒29,滴热熔胶盒29上端开口,用于承接从点胶头滴落下来的胶水;
82.放卷轴30和收卷轴,分别固定成卷的擦拭纸28的首端和末端,放卷轴 30和收卷轴相互配合转动能够带动成卷的擦拭纸28进行放卷;
83.多条涨紧轴,供擦拭纸28的中段绕卷,用于涨紧放卷过程中的擦拭纸 28。
84.具体的,擦拭过程如下:
85.当点胶头完成点胶后,点胶头会移动到擦拭机构的上方与滴热熔胶盒29 对应,若此时点胶头处有较多残留的余胶,会滴落到滴热熔胶盒29上,当余胶滴落后还有部分残留,点胶头可以向下移动到擦拭纸28的位置,擦拭纸 28在放卷轴30和收卷轴的相互配合下进行放卷对点胶头剩余的余胶进行擦拭。
86.优选的,采用无尘布作为擦拭纸28。
87.优选的,擦拭机构上在放卷轴30和收卷轴侧面设置了擦拭纸检测装置 3131,用于检测擦拭纸28是否被放卷完毕,以及时通知作业人员。
88.优选的,组装平台36上设置有压力传感器,用于检测ctp屏50压紧到第一背光件51或第二背光件52上时的压力值。具体的,压力传感器设置在组装平台36的承托面上。具体的,产品组装压力可控10<f≤100n,确保产品组装的时候不被压坏,并且保压时间要求≥25s,保证背光件与ctp屏50 稳固连接。
89.请参阅图4,具体的,背光件拍摄装置26由z轴升降机构27带动上下移动,以及ctp
屏拍摄装置21为ccd相机,背光件拍摄装置26可识别背光件的外边缘或者识别背光件的v(a)区进行抓取对位,抓四角后计算中心对位贴合,对位识别时间小于3s,必要时可切换两点对位方式进行对位组装。点胶后再用该背光件拍摄装置26进行点胶的aoi检测以及在组装前对背光件进行对位拍照,一组ccd多用,有效的降低成本。
90.具体的,背光件拍摄装置26在背光件完成点胶后进行点胶检测拍摄,保证点胶的质量,具体的,背光点胶要求:点胶宽度要求0.6mm≤w≤1.2mm,胶水高度要求0.3mm≤h≤0.6mm,点胶位置首端和末端胶不可拉丝,中间不断胶.允许起始和结束为点胶大小头。
91.具体的,ctp屏拍摄装置21通过ccd识别fog四角rg(b)外边缘进行抓取对位,抓四角后计算中心对位贴合,对位识别时间小于3s,必要时可切换两点对位方式进行对位组装。通过对撕膜后的ctp屏50进行拍摄,可以对组装位置的补正,保证对位精度。优选的,ctp屏拍摄装置21上设置相机光源 41,用于在光线不足时提供光源补给。
92.具体的,ctp屏拍摄装置21安装于a-b面拍摄移动y轴42上,a-b面拍摄移动y轴42可以带动ctp屏拍摄装置21移动到组装搬运臂(a)和组装搬臂 (b)对应的位置。
93.请参阅图10,优选的,ctp屏拍摄装置21上还设置了产品换型移动y 轴43,产品换型移动y轴43设置在a-b面拍摄移动y轴42上,当产品形状不同,通过产品换型移动y轴43可以调整ctp屏拍摄装置21的位置。
94.请参阅图11,在一些实施例中,撕膜机构19包括:撕膜夹爪46,可水平移动以及可旋转地设置在机架1上,能够将ctp屏50上的易撕膜取下,具体的,撕膜夹爪46通过撕膜夹爪46撕膜旋转轴44以及撕膜y轴45带动进行旋转以及横向运动。
95.请参阅图12,优选的,撕膜机构19还包括:易撕膜回收组件20,具体包括:易撕膜放料轴47和易撕膜收料轴48,易撕膜放料轴47和易撕膜收料轴48相互配合能够带动放置在其上的黏贴带放卷,当撕膜夹爪46撕下易撕膜后,将撕下的易撕膜逐一粘附到黏贴带上,优选的,易撕膜回收组件20 上还包括:易撕膜到位检测装置49,用于检测黏贴带是否放卷完毕。
96.撕膜过程具体如下:
97.组装机构将第一背光件51或第二背光件52吸起,然后撕膜夹爪46移动到组装机构底部抓取易撕膜,然后向前移动将易撕膜撕下,然后带动撕下的易撕膜向前移动黏贴到到黏贴带上,最后黏贴带在易撕膜放料轴47和易撕膜收料轴48的作用下转动带动黏贴带放卷,以便于下一个易撕膜黏贴。
98.优选的,撕膜夹爪46上设置了撕膜检测光纤,以检测是否撕膜完整。
99.优选的,撕膜夹爪46上设置带有离子棒,消除撕膜过程中产生静电对产品的危害。
100.优选的,组装平台36上设置有多个用于固定第一背光件51和第二背光件52的真空吸头,保证第一背光件51和第二背光件52放置在组装平台36 上的稳定性,避免第一背光件51和第二背光件52与ctp屏50组装时发生偏位,提高组装的稳定性。
101.优选的,装载平台的两边向上突起形成用于固定第一背光件51和第二背光件52的固定边。固定边向上突起与装载平台水平面形成镂空结构,便于中转搬臂夹料以及避免背光件底面的排线被挤压折弯。
102.应当理解的是,本实用新型的上述具体实施方式仅仅用于示例性说明或解释本实用新型的原理,而不构成对本实用新型的限制。因此,在不偏离本实用新型的精神和范围的情况下所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。此外,
本实用新型所附权利要求旨在涵盖落入所附权利要求范围和边界、或者这种范围和边界的等同形式内的全部变化和修改例。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1