多点式自动点胶机的制作方法
1.本实用新型属于点胶机技术领域,尤其涉及一种多点式自动点胶机。
背景技术:
2.针头式点胶方式由于具有操作方便等优势,现已被普遍用于汽车门窗按钮件、机械式键盘、led灯板、各类半成品的pcb板等生产中,一般过程为:配胶、将配好的胶液(润滑油、油脂等物质)灌入油泵中、然后驱动机构驱动带有针头的针筒向下移动接近点胶区域,油泵通过管道连接点胶阀,点胶阀开启利用压力差将胶液压入针头挤出至待点胶区域,点胶完成后,驱动机构回程完成单次点胶作业。
3.对于多点式点胶时,油泵通过多条管道分别连接点胶阀,油泵分油后经过管道流至点胶阀,由于各个管道长度、弯曲曲率不一样导致每条管道内胶液(润滑油)流速、压力均不一致,造成出液速率和出液速率精度差异大的现象,导致针头挤出的胶液量不易控制。
技术实现要素:
4.本实用新型的目的在于提供一种多点式自动点胶机,旨在解决现有技术中油泵分油后经过管道流至点胶阀,由于各个管道长度、弯曲曲率不一样导致每条管道内胶液(润滑油)流速、压力均不一致,造成造成出液速率和出液速率精度差异大的现象,导致针头挤出的胶液量不易控制的技术问题。
5.为实现上述目的,本实用新型实施例提供的一种多点式自动点胶机,包括机架和安装于所述机架上的供油泵、油路分配器和点胶装置;所述点胶装置包括驱动机构、多个点胶件、多个点胶阀和点胶台;所述驱动机构安装于所述机架,多个所述点胶件安装于所述驱动机构上,且所述驱动机构驱动所述点胶件上下移动;所述点胶件的下方的所述机架上安装有所述点胶台,多个所述点胶阀安装于所述油路分配器和所述驱动机构旁侧的所述机架上;所述供油泵通过第一管道与所述油路分配器的输入口连接,所述油路分配器具有多个输出口,每一所述输出口通过第二管道与一所述点胶阀的输入口连接,每一所述点胶阀的输出口通过第三管道与一所述点胶件连接。
6.可选地,所述驱动机构包括两导向柱、两导向套、安装架和驱动气缸;两所述导向柱竖直安装于所述机架,两所述导向套分别滑动连接于两所述导向柱,两所述导向套固定安装于所述安装架,多个所述点胶件安装于所述安装架;所述驱动气缸通过连接板安装于两所述导向柱的上端,所述驱动气缸的驱动杆与所述安装架连接。
7.可选地,所述点胶件包括安装于所述安装架的安装管头;所述安装管头的上端口通过所述第三管道与所述点胶阀连接,所述安装管头的下端口连接有点胶针。
8.可选地,所述安装架包括第一安装板和第二安装板;所述第一安装板的两端通过连接架与两所述导向套固定连接,所述第二安装板安装于所述第一安装板的上端;所述第二安装板贯穿设有过个通孔,所述安装管头的下端口适配容置于与所述通孔的上端;所述第一安装板的上端挖设有多个液槽,每一所述通孔的下端与一所述液槽连通;每一所述液
槽穿设有多条所述点胶针。
9.可选地,所述第一安装板和所述第二安装板之间设有环形密封圈,多个所述液槽位于所述环形密封圈的环孔内。
10.可选地,两所述导向柱上均设有液压缓冲器,两所述液压缓冲器位于所述安装架的下方,所述液压缓冲器用于缓冲所述安装架下移时的冲击力。
11.可选地,所述点胶台通过支撑架固定安装于所述机架,所述点胶台的上端挖设有适配产品放置的产品定位槽。
12.可选地,多个所述点胶阀排列安装于第一立架上,所述第一立架安装于所述机架。
13.可选地,所述油路分配器安装于第二立架上,所述第二立架安装于所述机架。
14.可选地,所述机架上还设有外壳,所述外壳罩住所述供油泵、所述油路分配器和所述点胶装置。
15.与现有技术相比,本实用新型实施例提供的多点式自动点胶机中具有如下技术效果之一:
16.在供油泵与点胶阀之间设置有油路分配器,通过油路分配器对供油泵分出的胶液(润滑油)进行分路至每一点胶阀,再点胶阀对各个不同位置点胶量进行高进度控制,实现各个区域点胶量大小可单独控制。通过油路分配器对供油泵分出的胶液(润滑油)进行分路,缩短了胶液(润滑油)分路后流至点胶阀之间管道的长度,降低了现有技术中供油泵分液后直接流至点胶阀之间管道较长造成出液速率和出液速率精度差异大的现象,出液量误差小,实现点胶针高精度点胶(润滑油)作业。
附图说明
17.为了更清楚地说明本实用新型实施例中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本实用新型的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动性的前提下,还可以根据这些附图获得其他的附图。
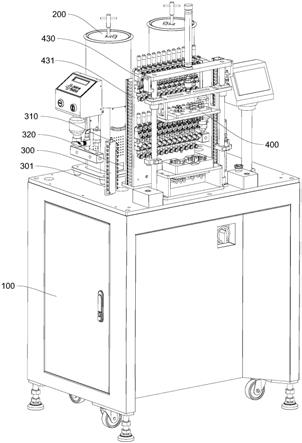
18.图1为本实用新型的多点式自动点胶机的结构示意图。
19.图2为本实用新型的多点式自动点胶机隐藏外壳的结构示意图。
20.图3为本实用新型的点胶装置的结构示意图。
21.图4为本实用新型的多点式自动点胶机的局部结构分解示意图。
22.其中,图中各附图标记:
23.机架100,外壳110,供油泵200,油路分配器300,第二立架301,点胶装置400,驱动机构410,导向柱411,导向套412,安装架413,驱动气缸414,第一安装板416,液槽416a,第二安装板417,通孔417a,连接架418,环形密封圈419,点胶件420,安装管头421,点胶针422,点胶阀430,第一立架431,点胶台440,支撑架441,产品定位槽442,液压缓冲器450。
具体实施方式
24.下面详细描述本实用新型的实施例,所述实施例的示例在附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本实用新型的实施例,而不能理解为对本
实用新型的限制。
25.在本实用新型实施例的描述中,需要理解的是,术语“长度”、“宽度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型实施例和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
26.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本实用新型实施例的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
27.在本实用新型实施例中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型实施例中的具体含义。
28.在本实用新型的一个实施例中,参照图1和图2,提供一种多点式自动点胶机,包括机架100和安装于所述机架100上的供油泵200、油路分配器300和点胶装置400。其中,所述供油泵200和所述油路分配器300均为成熟的现有技术。
29.参照图2、图3和图4,所述点胶装置400包括驱动机构410、多个点胶件420、多个点胶阀430和点胶台440。所述驱动机构410安装于所述机架100,多个所述点胶件420安装于所述驱动机构410上,且所述驱动机构410驱动所述点胶件420上下移动。
30.参照图2、图3和图4,所述点胶件420的下方的所述机架100上安装有所述点胶台440,多个所述点胶阀430安装于所述油路分配器300和所述驱动机构410旁侧的所述机架100上。所述供油泵200通过第一管道(图未示出)与所述油路分配器300的输入口310连接,所述油路分配器300具有多个输出口320,每一所述输出口320通过第二管道(图未示出)与一所述点胶阀430的输入口连接,每一所述点胶阀430的输出口通过第三管道(图未示出)与一所述点胶件420连接。
31.在供油泵200与点胶阀430之间设置有油路分配器300,通过油路分配器300对供油泵200分出的胶液(润滑油)进行分路至每一点胶阀430,再点胶阀430对各个不同位置点胶量进行高进度控制,实现各个区域点胶量大小可单独控制。通过油路分配器300对供油泵200分出的胶液(润滑油)进行分路,缩短了胶液(润滑油)分路后流至点胶阀430之间管道的长度,降低了现有技术中供油泵200分液后直接流至点胶阀430之间管道较长造成出液速率和出液速率精度差异大的现象,出液量误差小,实现点胶针高精度点胶(润滑油)作业。
32.在本实用新型的另一个实施例中,参照图2、图3和图4,该多点式自动点胶机的所述驱动机构410包括两导向柱411、两导向套412、安装架413和驱动气缸414。
33.两所述导向柱411竖直安装于所述机架100,两所述导向套412分别滑动连接于两所述导向柱411,两所述导向套412固定安装于所述安装架413,多个所述点胶件430安装于所述安装架413。点胶件430的点胶口竖直朝下设置。
34.所述驱动气缸414通过连接板固定安装于两所述导向柱411的上端,所述驱动气缸
414的驱动杆与所述安装架413连接。通过驱动气缸414驱动安装架413上下移动,从而带动点胶件430上下移动。在点胶件430下移时,点胶件430的点胶口与放置于点胶台440上的产品点胶位接触,进行点胶。
35.进一步地,参照图2、图3和图4,所述点胶件420包括固定安装于所述安装架413的安装管头421。所述安装管头421的上端口通过所述第三管道与所述点胶阀430的的输入口连接,所述安装管头421的下端口连接有点胶针422,安装方便。
36.进一步地,参照图2、图3和图4,所述安装架413包括第一安装板416和第二安装板417。所述第一安装板416的两端通过连接架418与两所述导向套412固定连接,所述第二安装板417安装于所述第一安装板416的上端。所述第二安装板417贯穿设有过个通孔417a,所述安装管头421的下端口适配容置于与所述通孔417a的上端与所述第二安装板417固定连接。所述第一安装板416的上端挖设有多个液槽416a,每一所述通孔417a的下端与一所述液槽416a连通。每一所述液槽416a穿设有多条所述点胶针422,可以每个所述液槽416a处的点胶针422同时输出胶液对产品点胶位进行点胶,提高点胶效率。
37.进一步地,参照图2、图3和图4,所述第一安装板416和所述第二安装板417之间设有环形密封圈419,多个所述液槽416a位于所述环形密封圈419的环孔内,环形密封圈419防止液槽416a内的胶液从所述第一安装板416和所述第二安装板417之间的缝隙溢出,密封性好。
38.在本实用新型的另一个实施例中,参照图2、图3和图4,该多点式自动点胶机的两所述导向柱411上均设有液压缓冲器450,两所述液压缓冲器450位于所述安装架413的下方,所述液压缓冲器450用于缓冲所述安装架413下移时的冲击力。在驱动气缸驱动安装架413下移时,当安装架413的下端接触到液压缓冲器450,液压缓冲器450能提供缓冲力,减慢安装架413下移的速度,使得点胶件420的点胶口缓慢地与产品点胶位接触,避免点胶件420移动过快碰坏产品或点胶件。
39.在本实用新型的另一个实施例中,参照图2、图3和图4,该多点式自动点胶机的所述点胶台440通过支撑架441固定安装于所述机架100,所述点胶台440的上端挖设有适配产品放置的产品定位槽442,产品适配放置于产品定位槽442,对产品进行定位。
40.在本实用新型的另一个实施例中,参照图2、图3和图4,该多点式自动点胶机的多个所述点胶阀430排列安装于第一立架431上,方便连接管道,所述第一立架431安装于所述机架100,安装稳固。
41.在本实用新型的另一个实施例中,参照图2、图3和图4,该多点式自动点胶机的所述油路分配器300安装于第二立架301上,油路分配器300竖直设置,所述第二立架301安装于所述机架100,安装稳固。
42.在本实用新型的另一个实施例中,参照图1和图2,该多点式自动点胶机的所述机架100上还设有外壳110,所述外壳110罩住所述供油泵200、所述油路分配器300和所述点胶装置400。所述外壳110起到一定隔挡环境灰尘的作用。
43.本实施例的其余部分与实施例一相同,在本实施例中未解释的特征,均采用实施例一的解释,这里不再进行赘述。
44.以上内容是结合具体的优选实施方式对本实用新型所作的进一步详细说明,不能认定本实用新型的具体实施只局限于这些说明。对于本实用新型所属技术领域的普通技术
人员来说,在不脱离本实用新型构思的前提下,其架构形式能够灵活多变,可以派生系列产品。只是做出若干简单推演或替换,都应当视为属于本实用新型由所提交的权利要求书确定的专利保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1