用于粉碎装置的耐磨元件的制作方法
1.本发明涉及用于部分地插入到粉碎装置的磨损区域的表面中的凹部中的耐磨元件,并且涉及具有这种耐磨元件的粉碎装置。
背景技术:
2.在特别用于粉碎例如硬矿石的粉碎装置、比如磨辊或破碎机中,磨损区域的表面、例如磨辊表面的高水平的磨损在粉碎装置的操作期间发生。为了抵消这种磨损,例如,根据de 2006 010 042 a1,已知对磨辊的表面应用附加的耐磨元件。给定一定程度的磨损,则需要更换或翻新磨辊的耐磨元件,例如,以便保证有效的研磨。由于耐磨元件的频率和数目,这种更换非常昂贵。上述问题还根据其他技术领域已知,比如在筒仓或燃料库中储存研磨材料。
技术实现要素:
3.因此,本发明的目的是提供一种耐磨元件,该耐磨元件具有高水平的耐磨性并且同时生产是具有成本效益的。
4.该目的是通过具有独立装置权利要求1的特征的耐磨元件来实现的。有利的改进将从从属权利要求中变得显而易见。
5.根据第一方面,本发明包括用于安装在粉碎装置或筒仓上的耐磨元件,其中,耐磨元件完全由包括钇稳定的四方多晶氧化锆(tpz)的陶瓷形成,其中,tpz占陶瓷的体积的比例为至少60%,优选至少80%,特别是95%到100%。
6.耐磨元件具有例如筒形形式或方形横截面。具体地,耐磨元件的一端部形成为使得该端部可以紧固至磨损区域的表面,特别地紧固在磨损区域的表面中的凹部中。
7.粉碎装置例如是辊磨机、辊式破碎机、锤磨机或立式辊磨机,其中,磨损区域尤其是在粉碎装置的操作期间承受高水平的磨损的磨辊的表面、锤磨机的研磨轨道的表面和锤工具、或立式辊磨机的辊和研磨台的表面。同样可以设想的是,例如,耐磨元件具有板状形式,并且安装在储存件、特别是用于矿物岩石的筒仓的内壁上。
8.耐磨元件完全由陶瓷制成。同样可以设想的是,仅耐磨元件的一部分、比如从粉碎装置的表面突出的区域由陶瓷形成。例如,耐磨元件具有紧固区域和磨损区域,该紧固区域部分或完全配装在粉碎装置的表面中的凹部中,该磨损区域由陶瓷完全或部分地形成。
9.由钇稳定的四方多晶氧化锆(tpz)形成的耐磨元件表现出非常有利的磨损性能和高韧性。这对于当在粉碎装置中使用这种耐磨元件时尤其有利。
10.根据第一实施方式,陶瓷的孔隙率小于5%,优选小于4%,特别是小于3%。陶瓷优选地具有至少1%的孔隙率。
11.孔隙率小于5%,优选小于4%,特别是小于3%,导致改善的磨损性能。前述孔隙率规格优选为总孔隙率,其对应于材料的孔尺寸的平均值。孔在陶瓷材料上优选地大致均匀地分布。
12.作为示例,陶瓷具有从1.5g/cm3至5g/cm3的密度,优选2g/cm3至4g/cm3,特别是2.7g/cm3至3g/cm3。例如,陶瓷包括10%的al2o3(刚玉)比例。这导致提高了陶瓷的耐磨性结合使陶瓷的韧性略微减少。
13.根据另一实施方式,陶瓷的单斜氧化锆与四方氧化锆的比率小于40%,特别是小于30%,优选小于20%。单斜氧化锆与四方氧化锆的比率优选为至少2%。作为示例,陶瓷中结合的氧化锆包括小于40%,特别是小于30%,优选小于20%的单斜氧化锆,剩余的氧化锆为四方氧化锆。例如,根据iso 13356,单斜氧化锆与四方氧化锆的比率通过x射线衍射来确定。单斜氧化锆与四方氧化锆和/或立方氧化锆的比率大于40%,优选大于30%,特别是大于20%时,则产生负面影响,比如说例如亚稳氧化锆转换成稳定的单斜相过快,其中体积增大。例如,如果转换过快,则产生表面张力,这产生局部裂纹。
14.根据另一实施方式,陶瓷的钇稳定的氧化锆的晶粒尺寸d50小于1.5μm,优选小于1μm,特别是小于0.8μm。陶瓷的d50晶粒尺寸优选为至少0.2μm。d50值应当理解为表示陶瓷的50%的晶粒的晶粒尺寸。在示例性d50晶粒尺寸值的情况下,钇稳定的氧化锆的50%的晶粒的晶粒尺寸直径小于1.5μm,优选小于1μm,特别是小于0.8μm。
15.晶粒尺寸的d90值优选小于3μm,特别是小于2μm,优选小于1.5μm。粉碎装置的耐磨元件暴露于局部负载。因此,应当避免宽的晶粒尺寸分布以防止裂纹或脱落的形成。
16.根据另一实施方式,陶瓷具有2mol%至4mol%y2o3的钇含量。这种钇含量的优点是在甚至更低的烧结温度下有更好的烧结性能,以及较细小的晶体结构,这反过来又导致较高的疲劳抗力且提高断裂韧性。此外,例如,陶瓷包括具有10mol%-12mol%的ceo2含量的ce-tzp。特别地,陶瓷具有8mol%-10mol%的mg-psz含量。同样可以设想的是,陶瓷具有5mol%-10mol%的mgo含量作为稳定剂。
17.根据另一实施方式,陶瓷中的具有大于200μm的尺寸的孔的数目小于0.1个/mm2。单位面积的孔的数目同样提供了耐磨性的指示。由于避免了陶瓷材料局部脱落的情况,少量的具有相对较大尺寸、比如大于200μm的孔确保了高耐磨性。
18.陶瓷中的具有大于150μm的尺寸的孔的数目优选小于0.4个/mm2。特别地,陶瓷中的具有大于100μm的尺寸的孔的数目小于2个/mm2。这种数目的孔大大提高了耐磨元件的使用寿命。
19.本发明还包括具有磨损区域和如上所述的耐磨元件的粉碎装置,其中,耐磨元件至少部分地安装在磨损区域表面中的凹部中。根据一个实施方式,耐磨元件物对物地结合、特别是焊接、粘附地结合或钎焊至磨损区域。
20.关于耐磨元件描述的优点也适用于具有这种耐磨元件的粉碎装置。
附图说明
21.在下文中,参照所附的附图基于若干示例性实施方式对本发明进行更详细地说明。
22.图1以前视图示出了根据一个示例性实施方式的粉碎装置的示意图。
23.图2示出了根据图1的粉碎装置的磨辊的示意图。
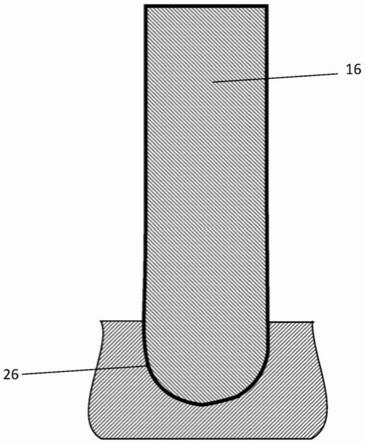
24.图3以剖视图示出了耐磨元件的示例性实施方式的示意图。
25.图4以剖视图示出了耐磨元件的其他示例性实施方式的示意图。
具体实施方式
26.图1示意性地图示了粉碎装置10,特别是辊磨机。粉碎装置10包括示意性地图示为圆形的两个磨辊,两个磨辊具有磨损区域12、14,磨损区域12、14具有相同的直径并且彼此并排布置。例如,在磨辊的磨损区域12、14之间形成有研磨间隙,研磨间隙的尺寸可以被设定。
27.在粉碎装置10的操作期间,磨辊沿彼此相反的方向、即沿箭头所示的旋转方向旋转,其中,磨料沿降落方向穿过研磨间隙并被研磨。
28.图2示出了磨辊的端部区域,该磨辊具有磨损区域12,在该磨损区域上安装有耐磨元件16。耐磨元件16安装在磨辊的表面的外周中。例如,图2中彼此并排布置的相互间隔开的耐磨元件16具有圆形横截面。同样可以设想的是,耐磨元件16在尺寸、数目、横截面形状和在磨辊的表面上相对于彼此的布置方面不同,以便例如补偿粉碎装置10的操作期间在磨损方面的局部差异。
29.此外,磨辊具有耐磨拐角元件17,耐磨拐角元件17安装在磨辊的端部上,耐磨拐角元件17具有例如矩形横截面并且彼此并排布置成一排使得耐磨拐角元件17形成围绕磨辊的周向的环。此外,可以想到耐磨拐角元件17的与图2中所示的横截面形状不同的其他横截面形状。耐磨拐角元件17的相互间隔开布置也是可能的。在图2中,作为示例,仅示出了具有磨损区域12的磨辊的左手端部,其中未示出的右手端部有利地具有相同的构造。
30.图3以剖视图示出了耐磨元件16。作为示例,耐磨元件是筒形的并且完全由陶瓷形成。该陶瓷是钇稳定的四方多晶氧化锆(tpz),其中tpz占陶瓷的体积的比例为至少60%,优选地至少80%,特别是95%至100%。陶瓷材料提供了特别高的耐磨性的优点,同时生产相对便宜。
31.图4示出了其他示例性实施方式,其中耐磨元件16具有壳体18和芯部20,芯部20由壳体18至少部分地径向环绕。芯部20沿着大致筒形的耐磨元件16的中心轴线轴向延伸至耐磨元件16的上端面。芯部20例如具有筒形形式并且优选地固定连接至壳体18。同样可以设想的是,多个芯部20优选地彼此平行地延伸穿过耐磨元件16,其中,多个芯部20例如为两个、四个或六个芯部20。作为示例,芯部20的直径是耐磨元件16的直径的大约10%至30%。
32.图4示出了图3中的耐磨元件16的剖视图。耐磨元件16具有紧固区域24和磨损区域22,其中紧固区域24布置在磨辊的磨损区域12的表面中的凹部26中并且连接至磨辊的磨损区域12。例如,在紧固区域24上,耐磨元件16物对物地结合,特别是焊接、钎焊或粘附地结合;或者通过形状配合连接、特别地旋拧或楔入至磨辊的磨损区域12的表面中的凹部26。耐磨元件16的磨损区域22至少部分地或完全地布置在磨损区域12中的凹部26的外部,结果是所述磨损区域沿磨辊的径向方向(未示出)从磨损区域12的表面突出。在所示的示例性实施方式中,紧固区域24包括整个耐磨元件16的约三分之一,磨损区域22大约包括其他的三分之二。紧固区域24优选地由金属例如钢形成。
33.耐磨元件16的磨损区域22包括壳体18和芯部20,护套18优选地由陶瓷材料形成,该陶瓷材料例如为碳化钨、碳化钛、碳氮化钛、碳化钒、碳化铬、碳化钽、碳化硼、碳化铌、碳化钼、氧化铝、氧化锆和/或碳化硅,或者所述材料的组合。特别地,该陶瓷包括钇稳定的四方多晶氧化锆(tpz)。此外,还可以将工业金刚石或高强度陶瓷的颗粒例如嵌入在壳体18中的陶瓷或金属基体中。壳体18包括基体材料,例如,在基体材料中布置有多个颗粒。所讨论
的颗粒尤其是包括例如金刚石、陶瓷或钛的高度耐磨材料。基体材料包括例如碳化钨。颗粒例如通过与基体材料烧结而特别地物对物地结合。
34.在粉碎装置10的操作期间,耐磨元件16暴露于高度的磨损,其中尤其是耐磨元件16的从磨辊的磨损区域12、14的表面突出的磨损区域22变得磨损。磨损区域22的耐磨材料大大减少了耐磨元件16的磨损。此外,可以省去由更昂贵、更耐磨材料形成紧固区域,该紧固区域不暴露于磨损或仅暴露于极少磨损。即使磨损区域22已经严重磨损,通过使用适当的工具将耐磨元件16拉出金属芯部20,金属芯部也使得能够从辊表面中的凹部26移除耐磨元件。
35.优选地,紧固区域24完全由金属形成并且固定地连接至芯部20。作为示例,紧固区域24被粘附地结合、钎焊或焊接至芯部20或与芯部20形成为一个件。
36.附图标记列表
37.10 粉碎装置/辊磨机
38.12 磨损表面/磨辊
39.14 磨损表面/磨辊
40.16 耐磨元件
41.17 耐磨拐角元件
42.18 壳体
43.20 芯部
44.22 磨损区域
45.24 紧固区域
46.26 凹部
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1