一种基于铁皮石斛粉制备的智能研磨设备的制作方法
1.本发明涉及草药研磨技术领域,尤其涉及一种基于铁皮石斛粉制备的智能研磨设备。
背景技术:
2.石斛,又名仙斛兰韵、不死草,茎直立,肉质状肥厚,稍扁的圆柱形,药用植物,性味甘淡微咸,寒,归胃、肾,肺经,益胃生津,滋阴清热。石斛花姿优雅,玲珑可爱,花色鲜艳,气味芳香,被喻为四大观赏洋花之一,在将石斛收集会来之后,需要将石斛进行晾晒,再进行研磨,使其出粉,方便进行收集和存放,且使用的时候,方便进行混合和煎制。
3.胶质含量是铁皮石斛质量评价的一项重要标准,然而,在传统铁皮石斛研磨工艺中常常忽略胶质含量的重要性,研磨过程的调节以研磨量与铁皮石斛粒度为主,导致研磨过程中胶质被破坏,降低铁皮石斛的有效药性。
技术实现要素:
4.为此,本发明提供一种基于铁皮石斛粉制备的智能研磨设备,用以克服现有技术研磨过程中胶质被破坏导致铁皮石斛的有效药性降低的问题。
5.为实现上述目的,本发明提供一种基于铁皮石斛粉制备的智能研磨设备,包括:基座;两个固定板,其分别竖直焊接在所述基座上;横梁,其设置在所述两个固定板之间;电动推杆,其设置在所述横梁中间并与所述横梁通过螺栓连接;研磨马达,其设置在所述电动推杆下方并与所述电动推杆相连;研磨盘,其与所述研磨马达相连并设置在研磨马达下方;研磨仓,其设置在所述基座上方,用以盛放待研磨铁皮石斛;两个振动板,其分别设置在所述研磨仓两侧并与所述研磨仓和所述基座相连;排料口,其设置在所述基座上,用以排放研磨完成的铁皮石斛粉;压力传感器,其设置在所述电动推杆上,用以检测研磨时研磨盘对铁皮石斛的压力;中控面板,其设置在所述固定板上,所述中控面板设有显示屏、操作板和中控模块,所述中控模块主体为plc,中控模块与所述电动推杆、所述研磨马达和两个振动板分别相连,用以调控各部件工作状态;在采用所述研磨设备进行铁皮石斛研磨前,对铁皮石斛进行抽检,检测待研磨铁皮石斛的胶质含量和水分含量,所述中控模块根据待研磨铁皮石斛的胶质含量和水分含量计算铁皮石斛质量评分并根据质量评分对研磨过程中的研磨力度和研磨盘转速进行一次调节;在采用所述研磨设备进行铁皮石斛研磨前,检测待研磨铁皮石斛的平均粒度,所述中控模块根据待研磨铁皮石斛的平均粒度调节铁皮石斛的初始研磨时长;在采用所述研磨设备进行铁皮石斛研磨前,检测待研磨铁皮石斛的质量,所述中控模
块根据待研磨铁皮石斛的质量对研磨过程中的研磨力度进行二次调节并对振动板振动频率进行调节;当采用所述研磨设备研磨铁皮石斛时,所述中控模块控制所述电动推杆下压,所述压力传感器监测所述研磨盘对待研磨铁皮石斛的压力并将监测结果传递至所述中控模块;当所述压力传感器监测到压力值达到二次调节后的研磨力度时,所述中控模块控制所述电动推杆停止下压,中控模块启动研磨马达使研磨盘以一次调节后的转速对铁皮石斛进行研磨;所述中控模块控制所述振动板以一次调节后的振动频率振动;当所述研磨设备对铁皮石斛进行研磨并经过初始研磨时长时,检测所述研磨仓内铁皮石斛粉的粒度并将检测结果传递至所述中控模块,中控模块将检测结果与铁皮石斛粉研磨合格粒度参数进行对比,根据对比结果确定补偿研磨时长。
6.进一步地,在进行铁皮石斛研磨前,在待研磨的质量为m的铁皮石斛中抽取质量为m的铁皮石斛,检测铁皮石斛胶质含量a、水分含量b和铁皮石斛平均粒度d,将铁皮石斛胶质含量a、水分含量b和铁皮石斛平均粒度d输入至所述中控模块,中控模块计算铁皮石斛质量评分c:其中,a为铁皮石斛胶质含量对铁皮石斛质量评分补偿参数,b为水分含量对铁皮石斛质量评分补偿参数。
7.进一步地,所述中控模块内设有铁皮石斛质量评分参数c0、铁皮石斛质量评分对研磨盘转速调节参数e、铁皮石斛质量评分对研磨力度调节参数f1、研磨盘标准转速e和标准研磨力度f;所述中控模块将c与铁皮石斛质量评分参数c0做对比,根据对比结果调节所述研磨设备的研磨速度与研磨力度;当c≤c0时,所述中控模块判定铁皮石斛质量评分参数过低,中控模块加大研磨设备的研磨力度与研磨速度,中控模块将研磨力度调节至f’并将研磨盘转速调节至e’,其中,f’= (c0-c)
×
f1+f,e’= (c0-c)
×
e+e;当c>c0时,所述中控模块判定铁皮石斛质量评分参数合格。
8.进一步地,所述中控模块内还设有初始研磨时长参数t1、粒度参数矩阵g0和粒度参数对初始研磨时间调节参数矩阵k0;对于粒度参数矩阵g0,g0(g1,g2),其中,g1为第一预设粒度参数,g2为第二预设粒度参数,g1<g2;对于粒度参数对初始研磨时间调节参数矩阵k0,k0(k1,k2),其中,k1为第一预设粒度参数对初始研磨时间调节参数,k2为第二预设粒度参数对初始研磨时间调节参数;在进行铁皮石斛研磨前,检测待研磨铁皮石斛平均粒度g并将检测结果传递至中控模块,中控模块将g与粒度参数矩阵g0内参数进行对比:当g≤g1时,所述中控模块判定铁皮石斛粒度过低,对铁皮石斛研磨到标准粒度所需时间较小,中控模块从粒度参数对初始研磨时间调节参数矩阵k0中选取k1作为粒度参数对初始研磨时间调节参数;当g1<g≤g2时,所述中控模块判定铁皮石斛粒度在合理范围,中控模块不因铁皮石斛
粒度调节初始研磨时间;当g>g2时,所述中控模块判定铁皮石斛粒度过高,对铁皮石斛研磨到标准粒度所需时间较长,中控模块从粒度参数对初始研磨时间调节参数矩阵k0中选取k2作为粒度参数对初始研磨时间调节参数;当所述中控模块从矩阵k0中选取ki作为粒度参数对初始研磨时间调节参数时,i=1,2,中控模块将初始研磨时间调节为t1’,当g≤g1时,t1’=t1-(g1-g)
×
k1, 当g>g2时,t1’=t1+(g-g2)
×
k2。
9.进一步地,所述中控模块内还设有待研磨铁皮石斛质量参数矩阵m0、铁皮石斛质量对研磨力度调节参数f2;对于待研磨铁皮石斛质量参数矩阵m0,m0(m1,m2,m3),其中,m1为第一预设待研磨铁皮石斛质量参数,m2为第二预设待研磨铁皮石斛质量参数,m3为第三预设待研磨铁皮石斛质量参数,m1<m2<m3;在进行铁皮石斛研磨前,检测待研磨铁皮石斛质量m并将检测结果传递至所述中控模块,中控模块将待研磨铁皮石斛质量m与待研磨铁皮石斛质量参数矩阵m0内参数进行对比,根据对比结果中控模块将研磨力度调节至f”;当m≤m1时,所述中控模块判定待研磨铁皮石斛质量较少,中控模块降低研磨力度,f”= f
’-
(m1-m)
×
f2;当m1<m≤m2时,所述中控模块判定待研磨铁皮石斛质量适中,中控模块不因铁皮石斛质量调节研磨力度;当m2<m≤m3时,所述中控模块判定待研磨铁皮石斛质量较大,中控模块加大研磨力度,f”=f’+(m-m2)
×
f2。
10.进一步地,当m>m3时,所述中控模块判定待研磨铁皮石斛质量过大,中控模块判定铁皮石斛无法单次研磨完成并从待研磨铁皮石斛中取m2质量的铁皮石斛进行研磨,中控模块不因铁皮石斛质量调节此次研磨力度,当研磨完成后,所述中控模块将剩余待研磨铁皮石斛质量m’与待研磨铁皮石斛质量参数矩阵m0内参数进行对比,m’=m-m2:当m’≤ m3时,中控模块根据上述铁皮石斛质量对研磨力度调节操作进行研磨力度调节;当m’>m3时,再次从待研磨铁皮石斛中取m2质量的铁皮石斛进行研磨,直至m’≤ m3。
11.进一步地,当采用所述研磨设备研磨铁皮石斛时,所述中控模块控制所述电动推杆下压,所述压力传感器监测所述研磨盘对待研磨铁皮石斛的压力并将监测结果传递至所述中控模块;当所述压力传感器监测到压力值达到f”时,所述中控模块控制所述电动推杆停止下压,中控模块启动研磨马达使研磨盘以转速e’对铁皮石斛进行研磨;所述中控模块内还设有振动板标准振动频率r和铁皮石斛质量对振动频率调节参数r,中控模块将待研磨铁皮石斛质量m与待研磨铁皮石斛质量参数矩阵m0内参数进行对比,根据对比结果对振动板标准振动频率进行调节:当m≤m1时,所述中控模块判定待研磨铁皮石斛质量较少,中控模块降低振动板标准振动频率至r’,r’= r-(m1-m)
×
r;当m1<m≤m2时,所述中控模块判定待研磨铁皮石斛质量适中,中控模块不因铁皮石斛质量调节振动频率;
当m2<m≤m3时,所述中控模块判定待研磨铁皮石斛质量较大,中控模块加大振动板标准振动频率至r’,r’= r+(m-m2)
×
r;当所述研磨设备研磨铁皮石斛时,中控模块控制所述振动板以振动频率r’启动,振动板带动所述研磨仓振动,使铁皮石斛能够均匀研磨。
12.进一步地,所述中控模块内还设有铁皮石斛粉研磨合格粒度参数ph、铁皮石斛粉粒度差值对补偿研磨时间参数q;当所述研磨设备对铁皮石斛进行研磨并经过研磨时长t1’时,检测所述研磨仓内铁皮石斛粉的粒度p并将检测结果传递至所述中控模块,中控模块将p与铁皮石斛粉研磨合格粒度参数ph进行对比:当p≤ph时,所述中控模块判定铁皮石斛粉研磨合格;当p>ph时,所述中控模块判定铁皮石斛粉粒度过大,需对铁皮石斛粉进行补偿研磨;当所述中控模块对铁皮石斛粉进行补偿研磨时,中控模块计算补偿研磨时间t2, t2=(p-ph)
×
m
×
q。
13.进一步地,当对铁皮石斛进行补偿研磨并经过补偿研磨时间t2时,检测所述研磨仓内铁皮石斛粉的粒度p’并将检测结果传递至所述中控模块,中控模块将p’与铁皮石斛粉研磨合格粒度参数ph进行对比:当p’≤ph时,所述中控模块判定铁皮石斛粉研磨合格;当p’>ph时,重复上述补偿研磨操作,直至p’≤ph。
14.进一步地,当所述中控模块判定铁皮石斛粉研磨合格时,所述中控模块控制所述排料口打开,将研磨完成的铁皮石斛排出所述研磨仓。
15.与现有技术相比,本发明的有益效果在于,本发明通过检测待研磨铁皮石斛的胶质含量和水分含量,所述中控模块根据待研磨铁皮石斛的胶质含量和水分含量计算铁皮石斛质量评分并根据质量评分对研磨过程中的研磨力度和研磨盘转速进行一次调节,保证了研磨过程中铁皮石斛含有的胶质不被破坏,从而保证了药效的完整性。
16.进一步地,在采用所述研磨设备进行铁皮石斛研磨前,检测待研磨铁皮石斛的平均粒度,所述中控模块根据待研磨铁皮石斛的平均粒度调节铁皮石斛的初始研磨时长,通过铁皮石斛的粒度确定研磨所需初始时长,加快研磨完成时间。
17.进一步地,在采用所述研磨设备进行铁皮石斛研磨前,检测待研磨铁皮石斛的质量,所述中控模块根据待研磨铁皮石斛的质量对研磨过程中的研磨力度进行二次调节并对振动板振动频率进行调节,根据质量对振动板振动频率进行调节,保证了在研磨过程中的均匀研磨,对研磨力度进行进一步调节,进一步加快研磨完成时间。
18.进一步地,当所述研磨设备对铁皮石斛进行研磨并经过初始研磨时长时,检测所述研磨仓内铁皮石斛粉的粒度并将检测结果传递至所述中控模块,中控模块将检测结果与铁皮石斛粉研磨合格粒度参数进行对比根据对比结果确定补偿研磨时长。通过铁皮石斛粉的粒度调节补偿时长,一方面加快研磨完成时间,另一方面保证了研磨的质量。
附图说明
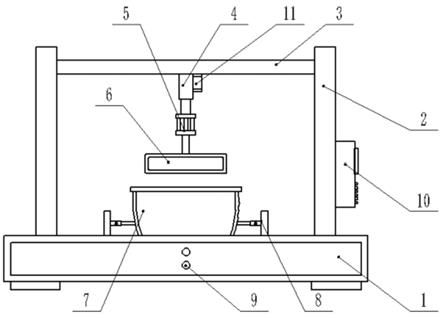
19.图1为本发明所述基于铁皮石斛粉制备的智能研磨设备的结构示意图。
具体实施方式
20.为了使本发明的目的和优点更加清楚明白,下面结合实施例对本发明作进一步描述;应当理解,此处所描述的具体实施例仅仅用于解释本发明,并不用于限定本发明。
21.下面参照附图来描述本发明的优选实施方式。本领域技术人员应当理解的是,这些实施方式仅仅用于解释本发明的技术原理,并非在限制本发明的保护范围。
22.需要说明的是,在本发明的描述中,术语“上”、“下”、“左”、“右”、“内”、“外”等指示的方向或位置关系的术语是基于附图所示的方向或位置关系,这仅仅是为了便于描述,而不是指示或暗示所述装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
23.此外,还需要说明的是,在本发明的描述中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域技术人员而言,可根据具体情况理解上述术语在本发明中的具体含义。
24.请参阅图1所示,其为本发明所述基于铁皮石斛粉制备的智能研磨设备的结构示意图。本发明提供一种基于铁皮石斛粉制备的智能研磨设备,包括:基座1、固定板2、横梁3、电动推杆4、研磨马达5、研磨盘6、研磨仓7、振动板8、排料口9、中控面板10和压力传感器11,其中:所述固定板2为两个,其分别竖直焊接在所述基座1上;所述横梁3,其设置在所述两个固定板2之间;所述电动推杆4,其设置在所述横梁3中间并与所述横梁3通过螺栓连接;所述研磨马达5,其设置在所述电动推杆4下方并与所述电动推杆4相连;所述研磨盘6,其与所述研磨马达5相连并设置在研磨马达5下方;所述研磨仓7,其设置在所述基座1上方,用以盛放待研磨铁皮石斛;所述振动板8为两个,其分别设置在所述研磨仓7两侧并与所述研磨仓7和所述基座1相连;所述排料口9,其设置在所述基座1上,用以排放研磨完成的铁皮石斛粉;所述压力传感器11,其设置在所述电动推杆4上,用以检测研磨时研磨盘6对铁皮石斛的压力;所述中控面板10,其设置在所述固定板2上,所述中控面板10设有显示屏、操作板和中控模块,所述中控模块主体为plc,中控模块与所述电动推杆4、所述压力传感器11、所述研磨马达5和两个振动板8分别相连,用以调控各部件工作状态;在采用所述研磨设备进行铁皮石斛研磨前,对铁皮石斛进行抽检,检测待研磨铁皮石斛的胶质含量和水分含量,所述中控模块根据待研磨铁皮石斛的胶质含量和水分含量计算铁皮石斛质量评分并根据质量评分对研磨过程中的研磨力度和研磨盘6转速进行一次调节;在采用所述研磨设备进行铁皮石斛研磨前,检测待研磨铁皮石斛的平均粒度,所述中控模块根据待研磨铁皮石斛的平均粒度调节铁皮石斛的初始研磨时长;在采用所述研磨设备进行铁皮石斛研磨前,检测待研磨铁皮石斛的质量,所述中控模
块根据待研磨铁皮石斛的质量对研磨过程中的研磨力度进行二次调节并对振动板8振动频率进行调节;当采用所述研磨设备研磨铁皮石斛时,所述中控模块控制所述电动推杆4下压,所述压力传感器11监测所述研磨盘6对待研磨铁皮石斛的压力并将监测结果传递至所述中控模块;当所述压力传感器11监测到压力值达到二次调节后的研磨力度时,所述中控模块控制所述电动推杆4停止下压,中控模块启动研磨马达5使研磨盘6以一次调节后的转速对铁皮石斛进行研磨;所述中控模块控制所述振动板8以一次调节后的振动频率振动;当所述研磨设备对铁皮石斛进行研磨并经过初始研磨时长时,检测所述研磨仓7内铁皮石斛粉的粒度并将检测结果传递至所述中控模块,中控模块将检测结果与铁皮石斛粉研磨合格粒度参数进行对比,根据对比结果确定补偿研磨时长。
25.具体而言,在进行铁皮石斛研磨前,在待研磨的质量为m的铁皮石斛中抽取质量为m的铁皮石斛,检测铁皮石斛胶质含量a、水分含量b和铁皮石斛平均粒度d,将铁皮石斛胶质含量a、水分含量b和铁皮石斛平均粒度d输入至所述中控模块,中控模块计算铁皮石斛质量评分c:其中,a为铁皮石斛胶质含量对铁皮石斛质量评分补偿参数,b为水分含量对铁皮石斛质量评分补偿参数。
26.具体而言,所述中控模块内设有铁皮石斛质量评分参数c0、铁皮石斛质量评分对研磨盘6转速调节参数e、铁皮石斛质量评分对研磨力度调节参数f1、研磨盘6标准转速e和标准研磨力度f;所述中控模块将c与铁皮石斛质量评分参数c0内参数做对比,根据对比结果调节所述研磨设备的研磨速度与研磨力度;当c≤c0时,所述中控模块判定铁皮石斛质量评分参数过低,中控模块加大研磨设备的研磨力度与研磨速度,中控模块将研磨力度调节至f’并将研磨盘6转速调节至e’,其中,f’= (c0-c)
×
f1+f,e’= (c0-c)
×
e+e;当c>c0时,所述中控模块判定铁皮石斛质量评分参数合格。
27.具体而言,所述中控模块内还设有初始研磨时长参数t1、粒度参数矩阵g0和粒度参数对初始研磨时间调节参数矩阵k0;对于粒度参数矩阵g0,g0(g1,g2),其中,g1为第一预设粒度参数,g2为第二预设粒度参数,g1<g2;对于粒度参数对初始研磨时间调节参数矩阵k0,k0(k1,k2),其中,k1为第一预设粒度参数对初始研磨时间调节参数,k2为第二预设粒度参数对初始研磨时间调节参数;在进行铁皮石斛研磨前,检测待研磨铁皮石斛平均粒度g并将检测结果传递至中控模块,中控模块将g与粒度参数矩阵g0内参数进行对比:当g≤g1时,所述中控模块判定铁皮石斛粒度过低,对铁皮石斛研磨到标准粒度所需时间较小,中控模块从粒度参数对初始研磨时间调节参数矩阵k0中选取k1作为粒度参数对初始研磨时间调节参数;当g1<g≤g2时,所述中控模块判定铁皮石斛粒度在合理范围,中控模块不因铁皮石斛
粒度调节初始研磨时间;当g>g2时,所述中控模块判定铁皮石斛粒度过高,对铁皮石斛研磨到标准粒度所需时间较长,中控模块从粒度参数对初始研磨时间调节参数矩阵k0中选取k2作为粒度参数对初始研磨时间调节参数;当所述中控模块从矩阵k0中选取ki作为粒度参数对初始研磨时间调节参数时,i=1,2,中控模块将初始研磨时间调节为t1’,当g≤g1时,t1’=t1-(g1-g)
×
k1, 当g>g2时,t1’=t1+(g-g2)
×
k2。
28.具体而言,所述中控模块内还设有待研磨铁皮石斛质量参数矩阵m0、铁皮石斛质量对研磨力度调节参数f2;对于待研磨铁皮石斛质量参数矩阵m0,m0(m1,m2,m3),其中,m1为第一预设待研磨铁皮石斛质量参数,m2为第二预设待研磨铁皮石斛质量参数,m3为第三预设待研磨铁皮石斛质量参数,m1<m2<m3;在进行铁皮石斛研磨前,检测待研磨铁皮石斛质量m并将检测结果传递至所述中控模块,中控模块将待研磨铁皮石斛质量m与待研磨铁皮石斛质量参数矩阵m0内参数进行对比,根据对比结果中控模块将研磨力度调节至f”;当m≤m1时,所述中控模块判定待研磨铁皮石斛质量较少,中控模块降低研磨力度,f”= f
’-
(m1-m)
×
f2;当m1<m≤m2时,所述中控模块判定待研磨铁皮石斛质量适中,中控模块不因铁皮石斛质量调节研磨力度;当m2<m≤m3时,所述中控模块判定待研磨铁皮石斛质量较大,中控模块加大研磨力度,f”=f’+(m-m2)
×
f2。
29.具体而言,当m>m3时,所述中控模块判定待研磨铁皮石斛质量过大,中控模块判定铁皮石斛无法单次研磨完成并从待研磨铁皮石斛中取m2质量的铁皮石斛进行研磨,中控模块不因铁皮石斛质量调节此次研磨力度,当研磨完成后,所述中控模块将剩余待研磨铁皮石斛质量m’与待研磨铁皮石斛质量参数矩阵m0内参数进行对比,m’=m-m2:当m’≤ m3时,中控模块根据上述铁皮石斛质量对研磨力度调节操作进行研磨力度调节;当m’>m3时,再次从待研磨铁皮石斛中取m2质量的铁皮石斛进行研磨,直至m’≤ m3。
30.具体而言,当采用所述研磨设备研磨铁皮石斛时,所述中控模块控制所述电动推杆4下压,所述压力传感器11监测所述研磨盘6对待研磨铁皮石斛的压力并将监测结果传递至所述中控模块;当所述压力传感器11监测到压力值达到f”时,所述中控模块控制所述电动推杆4停止下压,中控模块启动研磨马达5使研磨盘6以转速e’对铁皮石斛进行研磨;所述中控模块内还设有振动板8标准振动频率r和铁皮石斛质量对振动频率调节参数r,中控模块将待研磨铁皮石斛质量m与待研磨铁皮石斛质量参数矩阵m0内参数进行对比,根据对比结果对振动板8标准振动频率进行调节:当m≤m1时,所述中控模块判定待研磨铁皮石斛质量较少,中控模块降低振动板8标准振动频率至r’,r’= r-(m1-m)
×
r;当m1<m≤m2时,所述中控模块判定待研磨铁皮石斛质量适中,中控模块不因铁皮石斛质量调节振动频率;
当m2<m≤m3时,所述中控模块判定待研磨铁皮石斛质量较大,中控模块加大振动板8标准振动频率至r’,r’= r+(m-m2)
×
r;当所述研磨设备研磨铁皮石斛时,中控模块控制所述振动板8以振动频率r’启动,振动板8带动所述研磨仓7振动,使铁皮石斛能够均匀研磨。
31.具体而言,所述中控模块内还设有铁皮石斛粉研磨合格粒度参数ph、铁皮石斛粉粒度差值对补偿研磨时间参数q;当所述研磨设备对铁皮石斛进行研磨并经过研磨时长t1’时,检测所述研磨仓7内铁皮石斛粉的粒度p并将检测结果传递至所述中控模块,中控模块将p与铁皮石斛粉研磨合格粒度参数ph进行对比:当p≤ph时,所述中控模块判定铁皮石斛粉研磨合格;当p>ph时,所述中控模块判定铁皮石斛粉粒度过大,需对铁皮石斛粉进行补偿研磨;当所述中控模块对铁皮石斛粉进行补偿研磨时,中控模块计算补偿研磨时间t2, t2=(p-ph)
×
m
×
q。
32.具体而言,当对铁皮石斛进行补偿研磨并经过补偿研磨时间t2时,检测所述研磨仓7内铁皮石斛粉的粒度p’并将检测结果传递至所述中控模块,中控模块将p’与铁皮石斛粉研磨合格粒度参数ph进行对比:当p’≤ph时,所述中控模块判定铁皮石斛粉研磨合格;当p’>ph时,重复上述补偿研磨操作,直至p’≤ph。
33.具体而言,当所述中控模块判定铁皮石斛粉研磨合格时,所述中控模块控制所述排料口9打开,将研磨完成的铁皮石斛排出所述研磨仓7。
34.至此,已经结合附图所示的优选实施方式描述了本发明的技术方案,但是,本领域技术人员容易理解的是,本发明的保护范围显然不局限于这些具体实施方式。在不偏离本发明的原理的前提下,本领域技术人员可以对相关技术特征做出等同的更改或替换,这些更改或替换之后的技术方案都将落入本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1