一种汽车外饰件底漆旋杯喷涂方法与流程
1.本发明涉及喷漆技术领域,具体涉及汽车外饰件底漆旋杯喷涂方法。
背景技术:
2.随着生产需求的不断加大与产品要求的不断提高,汽车外饰件采用传统的喷枪喷涂底漆的方式,不能很好地满足客户对质量日臻完美的要求。
3.在喷涂过程中,喷枪喷涂底漆方式的上漆率,远不及旋杯喷涂底漆方式的上漆率高。通常情况下,喷枪的上漆率一般在20
‑
30%,因而采用喷枪喷涂时,产品的底漆膜厚只能达到5
‑
10μm,远达不到客户要求的底漆膜厚10
‑
20μm或其他更高的膜厚,这将会对以后的产品质量带来诸多不良的影响。
4.由于喷枪采用的是高气压雾化油漆的方式,在喷涂过程中,大部分的油漆粒子在推向到产品表面时会反弹到空气中,因而也导致了喷涂过程中漆雾大的缺陷,在一定程度上既增加了成本也影响了产品质量。
5.喷枪喷涂方式上漆,使得其喷涂成膜的效果欠佳,不够均匀的底漆不仅会影响色漆的上漆效果,同时也会影响产品的短波以及鲜映性,进而降低产品的外观质量。
技术实现要素:
6.为此,本发明提供一种汽车外饰件底漆旋杯喷涂方法,以解决现有技术中喷枪喷涂底漆的问题。
7.为了实现上述目的,本发明提供如下技术方案:
8.该汽车外饰件底漆旋杯喷涂方法包括以下步骤:
9.将装有汽车外饰件的滑橇接地,再将旋杯雾化器固定在机器人上,机器人带动旋杯雾化器将底漆喷涂至汽车外饰件表面,喷涂过程中旋杯雾化器的转速为20000
‑
70000r/min。
10.进一步地,所述旋杯雾化器中设有高速旋转马达,旋转杯头安装在所述高速旋转马达上,所述机器人中安装高速旋转马达控制系统,通过高速旋转马达控制系统控制所述旋转杯头。
11.进一步地,所述旋杯雾化器中设有高压发生器,所述旋杯雾化器的静电高压为0
‑
90kv,所述机器人中安装智能电压控制器,通过所述智能电压控制器控制高压发生器。
12.进一步地,所述旋杯雾化器中设有整型空气帽,机器人中安装喷幅空气控制系统,通过喷幅空气控制系统控制喷幅大小。
13.进一步地,所述旋杯雾化器的喷涂流量为0~800cc/min。
14.进一步地,所述旋杯雾化器的成型空气流量为0
‑
600l/min。
15.进一步地,所述旋杯雾化器与所述汽车外饰件的喷涂间距为100~300mm。
16.本发明具有如下优点:
17.通过高速旋转的杯头产生较大离心力,使得高粘度的油漆雾化开,再通过成型空
气作用,将雾化开的油漆粒子推向到产品表面;或再增加静电吸附作用,使得带有电荷的油漆粒子雾化开后更好地吸附到产品表面。通过该种方案,使得产品的底漆膜厚得到大幅度提升,既满足了客户要求,又提升上漆率至50
‑
70%,降低了喷房的漆雾量,提高了产品的外观质量。与此同时,也降低了底漆消耗,提升了经济效益。
附图说明
18.为了更清楚地说明本发明的实施方式或现有技术中的技术方案,下面将对实施方式或现有技术描述中所需要使用的附图作简单地介绍。显而易见,下面描述中的附图仅仅是示例性的,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据提供的附图引申获得其它的实施附图。
19.本说明书所绘示的结构、比例、大小等,均仅用以配合说明书所阐述的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本发明可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本发明所能产生的功效及所能达成的目的下,均应仍然落在本发明所揭示的技术内容能涵盖的范围内。
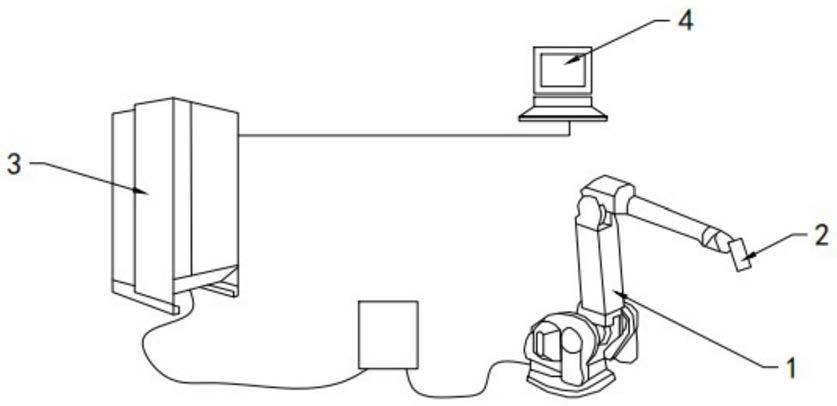
20.图1为本发明实施例1提供的一种汽车外饰件底漆旋杯喷涂方法的示意图;
21.图2为本发明实施例2旋杯雾化器的示意图;
22.图中:1
‑
机器人
ꢀꢀ2‑
旋杯雾化器
ꢀꢀ3‑
控制柜
ꢀꢀ4‑
主plc5
‑
整形空气帽 6
‑
高压发生器。
具体实施方式
23.以下由特定的具体实施例说明本发明的实施方式,熟悉此技术的人士可由本说明书所阐述的内容轻易地了解本发明的其他优点及功效,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等的用语,亦仅为便于叙述明了,而非用以限定本发明可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本发明可实施的范畴。
24.实施例1
25.参见图1,该汽车外饰件底漆旋杯喷涂方法法包括以下步骤:
26.将装有汽车外饰件的滑橇接地,再将旋杯雾化器2固定在机器人1上,机器人1带动旋杯雾化器2将底漆喷涂至汽车外饰件表面;每个机器人1通过一个控制柜3进行控制,各控制柜3由主plc 4控制。
27.本实施例所采用的机器人1为abb喷涂机器人,当然也可以采用其他的机器人。机器人1在底漆喷房内进行喷涂作业,主plc 4控制机器人1的喷涂作业行走轨迹。旋杯雾化器2固定在机器人1上,汽车外饰件接地,机器人1带动旋杯雾化器2将底漆喷涂至汽车外饰件表面。
28.喷涂过程中旋杯雾化器2的转速为20000
‑
70000r/min。旋杯雾化器2的成型空气流量为0
‑
600l/min,旋杯雾化器2的喷涂流量为0~800cc/min,旋杯雾化器2与汽车保险杠外饰件的喷涂间距为100~300mm。
29.旋杯喷涂时,由于其采用的是旋转雾化方式,在喷涂一段时间后,底漆会逐渐吸附到旋转杯头上,此时就需要对旋转杯头进行清洗,以免影响产品的外观质量。所以改造完机器人1后,底漆的马桶也需要进行改造升级,以达到定时清洗旋转杯头上吸附的油漆,以提高产品的外观质量与合格率。
30.目前国内并没有底漆旋杯喷涂的先例,于是在一次次努力尝试与大胆突破的过程中,完成了一次空前的技术革新,成功地将底漆的喷涂方式由传统的喷枪升级为旋杯。本发明通过高速旋转的杯头产生较大离心力,使得高粘度的油漆雾化开,再通过成型空气作用,将雾化开的油漆推向到产品表面;或再增加静电吸附作用,使得带有电荷的油漆粒子雾化开后更好地吸附到产品表面。通过该种方案,使得产品的底漆膜厚得到大幅度提升,既满足了客户要求,又提升上漆率至50
‑
70%,降低了喷房的漆雾量,提高了产品的外观质量。与此同时,也降低了底漆消耗,提升了经济效益。
31.实施例2
32.参见图2,本实施例在旋杯雾化器2中设有高压发生器6,旋杯雾化器2的静电高压为0
‑
90kv,机器人1中安装智能电压控制器,通过智能电压控制器控制高压发生器6。利用静电吸附作用,使得雾化开的油漆带电荷吸附到产品表面。在旋杯雾化器2中还设有整型空气帽5,旋转杯头设置在整型空气帽5内侧,整形空气帽上环绕旋转杯头设有若干压缩空气通道,机器人1中安装喷幅空气控制系统,通过喷幅空气控制系统控制整型空气帽5中整形气流的大小,来喷幅大小。
33.虽然,上文中已经用一般性说明及具体实施例对本发明作了详尽的描述,但在本发明基础上,可以对之做一些修改或改进,这对本领域技术人员而言是轻而易举的。因此,在不偏离本发明精神的基础上所做的这些修改或改进,均属于本发明要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1