柔性精密涂布设备的制作方法
1.本发明涉及锂电池隔膜加工技术领域,尤其公开了柔性精密涂布设备。
背景技术:
2.锂电池因其具有工作电压高、无记忆效应、能量密度高、对环境无污染等优点而被广泛应用于电动汽车、手机以及笔记本电脑等诸多领域。锂电池的主要组成部分有正极、负极、隔膜、电解液和外壳。其中,隔膜指的是一种高分子薄膜,薄膜上面有微孔结构,可以让锂离子自由通过,形成充放电回路。隔膜的主要作用是分隔电池的正极、负极,防止两极接触短路。由此可见,隔膜的性能直接会影响到锂电池的质量、循环次数以及安全性能,且高性能的锂电池需要隔膜具有厚度均匀性。
3.但是,现有技术中的涂布设备一般采用大量的人工调试以保障对隔膜的涂覆质量,这样的调试方式繁琐且复杂,需要设备调试人员具有较高的调试经验,大大降低设备的稼动率。
技术实现要素:
4.为了克服现有技术中存在的缺点和不足,本发明的目的在于提供柔性精密涂布设备,该柔性精密涂布设备通过设置动力单元及柔性缓冲单元,动力单元经由柔性缓冲单元作用在浆料盒刮刀组件上调节浆料盒刮刀组件与版辊之间的距离,以使得浆料盒刮刀组件与版辊之间为平行设置,以使得版辊对隔膜的均匀涂覆,提高涂敷精度,且实现了对隔膜涂覆质量进行调节,极大地提高调试效率和设备稼动率,具有较大的市场竞争力。
5.为实现上述目的,本发明的柔性精密涂布设备,包括有版辊、浆料盒刮刀组件以及基座,版辊可转动地设置在基座上,浆料盒刮刀组件活动设置在基座上,版辊用于将浆料盒刮刀组件输出的浆料涂覆在隔膜上;还包括有调节装置,调节装置设置于基座,调节装置包括动力单元及柔性缓冲单元,动力单元经由柔性缓冲单元作用在浆料盒刮刀组件上调节浆料盒刮刀组件与版辊之间的距离,以使得浆料盒刮刀组件与版辊之间为平行设置。
6.进一步地,所述调节装置包括有检测单元、控制单元,检测单元用于检测版辊与浆料盒刮刀组件之间的距离,控制单元用于接收检测单元所检测到的数据信息并根据所接收的数据信息以输出一调节信号,动力单元用于接收控制单元输出的调节信号以驱动浆料盒刮刀组件相对基座移动,以驱使浆料盒刮刀组件与版辊平行且使得浆料盒刮刀组件靠近或远离版辊。
7.进一步地,所述检测单元设置在浆料盒刮刀组件上,所述检测单元包括有垂直检测器以及水平检测器,垂直检测器用于检测版辊与浆料盒刮刀组件之间的竖直距离,水平检测器用于检测版辊与浆料盒刮刀组件之间的水平距离,控制单元接收并对比分析两组垂直检测器所检测到垂直位置的数据信息,且控制单元接收并对比分析两组水平检测器所检测到水平位置的数据信息,根据两组对比分析的结果以输出一使版辊与浆料盒刮刀组件平行的调节信号。
8.进一步地,所述垂直检测器的数量、水平检测器的数量均为两个,版辊包括涂覆部、位于涂覆部两端的两个光轴部,光轴部的外径小于涂覆部的外径,两个垂直检测器分别配合两个光轴部使用,两个水平检测器分别配合两个光轴部使用。
9.还包括有活动设置在基座上的活动座,活动座采用铸铁、殷钢合金或大理石制成;浆料盒刮刀组件设置在活动座上,动力单元用于驱动活动座相对基座移动,移动的活动座带动浆料盒刮刀组件移动。
10.进一步地,所述动力单元包括一级调节机构,一级调节机构包括有x轴调节组件、y轴调节组件以及z轴调节组件,x轴调节组件用于驱动活动座沿x轴方向移动,y轴调节组件用于驱动活动座沿y轴方向移动,z轴调节组件用于驱动活动座沿z轴方向移动。
11.进一步地,所述动力单元还包括柔性缓冲单元,活动座转动设置于基座,活动座、基座之间的转动轴线沿竖直方向延伸设置,柔性缓冲单元抵触活动座以驱动活动座相对基座转动,以驱使浆料盒刮刀组件与版辊之间为平行设置。
12.所述柔性缓冲单元包括有多个气动伸缩气缸,多个气动伸缩气缸共用一个气压源,多个气动伸缩气缸的输出端均设置有转动的滚轮,滚轮的转动轴线沿竖直方向延伸设置,气动伸缩气缸用于驱动滚轮抵触活动座,以驱使活动座与版辊之间为平行设置。
13.进一步地,所述活动座的左右两端分别设置有移动式限位机构,移动式限位机构包括有限位伸缩气缸以及与限位伸缩气缸传动连接的滚珠组件,限位伸缩气缸驱动滚珠组件将浆料盒刮刀组件压持在活动座上,滚珠组件配置有滚动的滚球,滚球用于抵触浆料盒刮刀组件。
14.进一步地,所述基座、活动座均采用殷钢合金板、铸铁板或者大理石板制成;所述版辊采用碳化钨或者陶瓷制成。
15.进一步地,所述基座上设置有两个轴承座,轴承座包括限位板、设置于限位板的基部,基座具有贯穿基座的穿孔,基部容设在穿孔内,基座位于限位板与版辊之间,限位板压持抵触在基座远离版辊的一侧。
16.基部上设置有容置部以及与容置部连通的限位部,版辊的两端分别套设有角接触球轴承,容置部用于容设角接触球轴承,限位部用于挡止限位角接触球轴承,版辊经由角接触球轴承与轴承座转动设置。
17.本发明的有益效果:高性能锂电池需要隔膜具有厚度均匀性,而只有在版辊与浆料盒刮刀组件处于平行的状态下,才能实现版辊对隔膜的均匀涂覆,因此,该柔性精密涂布设备因其具有用于调节浆料盒刮刀组件与版辊之间距离的调节装置而具有较高的市场竞争力,明显提高了涂敷精度。
18.该柔性精密涂布设备通过动力单元以及柔性缓冲单元,动力单元经由柔性缓冲单元作用在浆料盒刮刀组件上调节浆料盒刮刀组件与版辊之间的距离,以使得浆料盒刮刀组件与版辊之间为平行设置,以使得版辊对隔膜的均匀涂覆,提高涂敷精度,提高锂电池的性能;且该柔性精密涂布设备借助调节装置以实现对隔膜涂覆质量进行调节,避免了现有技术中对涂敷设备进行低效率的人工调试,极大地提高了调试效率和设备稼动率,具有较大的市场竞争力。
附图说明
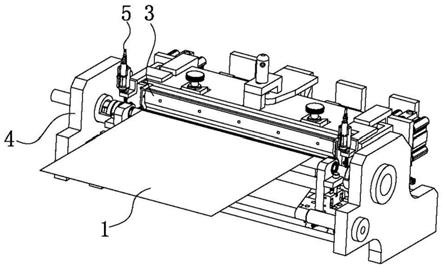
19.图1为本发明的立体结构示意图;
20.图2为本发明的隐藏隔膜之后的立体结构示意图;
21.图3为本发明的版辊与检测单元之间连接关系的立体结构示意图;
22.图4为本发明的活动座与移动式限位机构之间连接关系的立体结构示意图;
23.图5为本发明的一级调节机构的立体结构示意图;
24.图6为本发明的z轴调节组件与活动座之间连接关系的结构示意图;
25.图7为本发明的俯视图;
26.图8为本发明的轴承座的立体结构示意图;
27.图9为本发明的版辊与角接触球轴承之间连接关系的立体结构示意图。
28.附图标记包括:
29.1—隔膜
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
2—版辊
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
3—浆料盒刮刀组件
30.4—基座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
5—检测单元
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
51—垂直检测器
31.52—水平检测器
ꢀꢀꢀꢀꢀꢀꢀ
6—活动座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
71—一级调节机构
32.711—x轴调节组件
ꢀꢀꢀꢀꢀ
712—y轴调节组件
ꢀꢀꢀꢀꢀ
713—z轴调节组件
33.72—柔性缓冲单元
ꢀꢀꢀꢀꢀ
721—气动伸缩气缸
ꢀꢀꢀꢀ
722—滚轮
34.8—移动式限位机构
ꢀꢀꢀꢀ
81—限位伸缩气缸
ꢀꢀꢀꢀꢀ
82—滚珠组件
35.9—轴承座
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
91—限位板
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
92—基部
36.921—容置部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
922—限位部
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
10—角接触球轴承。
具体实施方式
37.为了便于本领域技术人员的理解,下面结合实施例及附图对本发明作进一步的说明,实施方式提及的内容并非对本发明的限定。
38.请参阅图1至图2所示,本发明的柔性精密涂布设备,应用于锂电池中的正极与负极之间的隔膜涂覆,其中,锂电池隔膜的主要作用是将正极与负极之间的活性物质隔开,防止正极与负极因接触而短路,且该柔性精密涂布设备采用的是凹版辊涂工艺,具体为凹版辊将浆料从浆料盒中带出并由定厚刮刀刮下多余的浆料,并在压力的作用下涂覆在锂电池隔膜上。
39.包括有版辊2、浆料盒刮刀组件3以及基座4,版辊2可转动地设置在基座4上,浆料盒刮刀组件3活动设置在基座4上,版辊2用于将浆料盒刮刀组件3输出的浆料涂覆在隔膜1上。
40.具体地,浆料盒刮刀组件3设置有多个定厚刮刀,多个定厚刮刀围绕版辊2设置,优选地,定厚刮刀的数量为三个,第一个定厚刮刀位于浆料盒刮刀组件3的顶部,第二个定厚刮刀位于浆料盒刮刀组件3的中部,第三个定厚刮刀位于浆料盒刮刀组件3的底部,第一个定厚刮刀与第三个定厚刮刀之间为平行设置,第一个定厚刮刀与第三个定厚刮刀竖直设置,第二个定厚刮刀与第一个定厚刮刀之间的夹角为锐角。
41.具体地,浆料盒刮刀组件3用于存放待涂覆于隔膜1上的浆料,浆料盒刮刀组件3的下方设置有排料口,必要的时候对存放在浆料盒刮刀组件3中的浆料进行排放,且浆料盒刮刀组件3的上方设置有进料口,用于对浆料盒刮刀组件3源源不断地提供浆料。
42.还包括有调节装置,调节装置设置于基座4,调节装置包括动力单元及柔性缓冲单元,动力单元经由柔性缓冲单元作用在浆料盒刮刀组件3上调节浆料盒刮刀组件3与版辊2之间的距离,以使得浆料盒刮刀组件3与版辊2之间为平行设置。
43.需要知道的是,高性能锂电池需要隔膜1具有厚度均匀性,而只有在版辊2与浆料盒刮刀组件3处于平行的状态下,才有可能实现版辊2对隔膜1的均匀涂覆,因此,该柔性精密涂布设备因其具有用于调节浆料盒刮刀组件3与版辊2之间距离的调节装置而具有较高的市场竞争力,明显提高了涂敷精度。
44.该柔性精密涂布设备通过动力单元以及柔性缓冲单元,动力单元经由柔性缓冲单元作用在浆料盒刮刀组件3上调节浆料盒刮刀组件3与版辊2之间的距离,以使得浆料盒刮刀组件3与版辊2之间为平行设置,以使得版辊2对隔膜1的均匀涂覆,提高涂敷精度,提高锂电池的性能;且该柔性精密涂布设备借助调节装置以实现对隔膜1涂覆质量进行调节,避免了现有技术中对涂敷设备进行低效率的人工调试,极大地提高了调试效率和设备稼动率,具有较大的市场竞争力。
45.本实施例中,所述调节装置包括有检测单元5、控制单元,检测单元5用于检测版辊2与浆料盒刮刀组件3之间的距离,控制单元用于接收检测单元5所检测到的数据信息并根据所接收的数据信息以输出一调节信号,动力单元用于接收控制单元输出的调节信号以驱动浆料盒刮刀组件3相对基座4移动,以驱使浆料盒刮刀组件3与版辊2平行且使得浆料盒刮刀组件3靠近或远离版辊2。
46.优选地,通过设置检测单元5以实现对版辊2与浆料盒刮刀组件3之间距离的自动检测,并反馈版辊2与浆料盒刮刀组件3之间的实际距离给控制单元,控制单元算法得出定位数据并输出一调节信号,并根据调节信号调控动力单元以驱动浆料盒刮刀组件3相对基座4移动,以使得版辊2与浆料盒刮刀组件3之间为平行设置,以保证版辊2对隔膜1的均匀涂覆。
47.相比于现有技术中依靠设备调试人员的感觉以及经验所进行的人工调试,该柔性精密涂布设备通过设置检测单元5、控制单元、动力单元,以实现对浆料盒刮刀组件3与版辊2之间距离进行自动检测以及自动调节,实现了自动化、智能化检测以及调节,最大程度地保障浆料盒刮刀组件3与版辊2之间平行,进而保证了版辊2对隔膜1的均匀涂覆,提高涂敷精度,且省去了大量的人工调试,提高了调试的效率以及设备的稼动率。
48.优选地,该柔性精密涂布设备通过设置检测单元5、控制单元、动力单元这三大单元以实现先测量后调试的智能化、自动化调试,且得到了全面的调试数据,并建立起优化的数据模型,以对隔膜1的涂覆质量进行调节,以满足制造生产需求。
49.请参阅图1至图3所示,所述检测单元5设置在浆料盒刮刀组件3上,优选地,检测单元5可设置为接触式传感器,且检测单元5的末端接触贴设在版辊2上,在实际使用中,检测单元5选用的型号为基恩士gt2
‑
a12k,其理论测量精度为0.001mm,且为气动推送,不定点校零,模拟量输出,适合每次位置微调后进行位置对比。
50.在又一实施例中,检测单元5设置为非接触式传感器,且检测单元5采用红外线、激光或者超声波以测量出版辊2与浆料盒刮刀组件3之间距离的数据信息。
51.所述检测单元5包括有垂直检测器51以及水平检测器52,垂直检测器51用于检测版辊2与浆料盒刮刀组件3之间的竖直距离,水平检测器52用于检测版辊2与浆料盒刮刀组
件3之间的水平距离,控制单元接收并对比分析两组垂直检测器51所检测到垂直位置的数据信息,且控制单元接收并对比分析两组水平检测器52所检测到水平位置的数据信息,根据两组对比分析的结果以输出一使版辊2与浆料盒刮刀组件3平行的调节信号。
52.优选地,控制单元得到全面的检测数据,并根据所检测到的数据以算法得出定位数据,以准确地调节浆料盒刮刀组件3与版辊2之间的距离,且这也避免了现有技术中的大量人工调试。
53.本实施例中,所述垂直检测器51的数量、水平检测器52的数量均为两个,版辊2包括涂覆部、位于涂覆部两端的两个光轴部,具体地,涂覆部在压力的作用下将浆料盒刮刀组件3输出的浆料涂覆在隔膜1上,光轴部的外径小于涂覆部的外径,两个垂直检测器51分别配合两个光轴部使用,两个水平检测器52分别配合两个光轴部使用。
54.优选地,当垂直检测器51、水平检测器52均设置为接触式传感器时,垂直检测器51的末端接触贴设在光轴部径向剖面垂直方向上,且水平检测器51的末端也接触贴设在光轴部径向剖面水平方向上。
55.优选地,通过设置两个垂直检测器51以及两个水平检测器52,可以更为准确地测量出版辊2与浆料盒刮刀组件3之间的距离,实现距离的准确检测以及为后续调节的准确性做铺垫。
56.请参阅图4所示,还包括有活动设置在基座4上的活动座6,活动座6采用铸铁、殷钢合金或大理石制成,浆料盒刮刀组件3设置在活动座6上,优选地,铸铁、殷钢合金或大理石的热膨胀系数低,即其受温度变化时尺寸变化极小,故而,浆料盒刮刀组件3以活动座6为基准,贴设安装于活动座6上,即浆料盒刮刀组件3的背部增加了硬度较好的活动座6对其进行锁定安装,以降低浆料盒刮刀组件3的扭曲变形,以保证浆料盒刮刀组件3与版辊2之间距离的稳定性,延长其使用寿命。
57.优选地,还设置有基准板,基准板呈平板状,而浆料盒刮刀组件3贴设安装在基准板,当基准板定位在活动座6上,即浆料盒刮刀组件3也定位在活动座6上。在实际使用中,基准板采用殷钢合金板、铸铁板或者大理石板制成。
58.动力单元用于驱动活动座6相对基座4移动,移动的活动座6带动浆料盒刮刀组件3移动,以驱使浆料盒刮刀组件3与版辊2之间为平行设置。
59.请参阅图3、5至图6所示,所述动力单元包括一级调节机构71,优选地,一级调节机构71设置为三向调节组件,其中,一级调节机构71包括有x轴调节组件711、y轴调节组件712以及z轴调节组件713,x轴调节组件711用于驱动活动座6沿x轴方向移动,y轴调节组件712用于驱动活动座6沿y轴方向移动,z轴调节组件713用于驱动活动座6沿z轴方向移动。
60.具体地,通过设置x轴调节组件711、y轴调节组件712以及z轴调节组件713,以实现活动座6分别沿x轴、y轴、z轴靠近或者远离版辊2。
61.该柔性精密涂布设备中以版辊2的长度方向为y轴方向,在水平方向上垂直于版辊2的方向为x轴方向,在竖直方向上垂直于版辊2的方向为z轴方向。
62.具体地,x轴调节组件711、y轴调节组件712以及z轴调节组件713分别对活动座6进行了x轴、y轴、z轴上的粗调节,以驱使活动座6的位置与版辊2的位置接近平行,以使得浆料盒刮刀组件3与版辊2之间接近平行,其中,x轴调节组件711、y轴调节组件712均采用了伺服丝杆驱动的方式进行x、y两个维度的调节。
63.具体地,z轴调节组件713包括有水平移动的第一斜块、用于驱动第一斜块来回移动的驱动单元,活动座6的下方设置有用于压持抵触第一斜块的第二斜块,驱动单元驱动第一斜块相对第二斜块往复运动,以驱使活动座6沿z轴方向升降。
64.优选地,借助第一斜块与第二斜块之间的往复斜面运动以驱使活动座6沿z轴方向升降,这样的设置,巧妙合理,在一定程度上节约了空间。
65.优选地,活动座6上设置有z轴滚轮,z轴滚轮的转动轴线沿水平方向延伸设置,即沿x轴方向延伸设置,驱动单元驱动第一斜块相对第二斜块往复运动,使得活动座6围绕z轴滚轮的转动轴线转动,以这样的运动形式沿z轴方向升降,以实现对活动座6在z轴方向上位置的灵活调节。
66.请参阅图7所示,所述动力单元还包括柔性缓冲单元72,活动座6转动设置于基座4,活动座6、基座4之间的转动轴线沿竖直方向延伸设置,即沿z轴方向延伸设置,柔性缓冲单元72抵触活动座6以驱动活动座6相对基座4转动,以使得浆料盒刮刀组件3相对基座4转动,以驱使浆料盒刮刀组件3与版辊2之间为平行设置。
67.优选地,柔性缓冲单元72设置为单向调节组件,具体地,柔性缓冲单元72设置在活动座6的背部,柔性缓冲单元72抵触活动座6以驱动活动座6沿x轴方向靠近或者远离版辊2,以驱使活动座6与版辊2之间为平行设置,以使得浆料盒刮刀组件3与版辊2之间为平行设置。
68.优选地,所述动力单元设置为二次调节机构,所述动力单元包括有一级调节机构71以及与一级调节机构71配合使用的柔性缓冲单元72,具体地,一级调节机构71对活动座6的位置进行了粗调节,而柔性缓冲单元72对活动座6的位置进行了精调节,通过粗调节与精调节相互配合使用,以驱使活动座6与版辊2之间为平行设置,以使得浆料盒刮刀组件3与版辊2之间为平行设置。
69.所述柔性缓冲单元72包括有多个气动伸缩气缸721,具体地,该柔性精密涂布设备中的气动伸缩气缸721的数量为四个,多个气动伸缩气缸721共用一个气压源,优选地,每个气动伸缩气缸721的气压源相同,使得多个气动伸缩气缸721气压稳定,多个气动伸缩气缸721共同对活动座6进行精调节,在该调节过程中,多个气动伸缩气缸721慢慢地会达到一种平衡,以实现对活动座6的柔性调节,以驱使活动座6与版辊2之间为平行设置,以使得浆料盒刮刀组件3与版辊2之间为平行设置。
70.多个气动伸缩气缸721的输出端均设置有转动的滚轮722,滚轮722的转动轴线沿竖直方向延伸设置,即沿z轴方向延伸设置,气动伸缩气缸721用于驱动滚轮722抵触活动座6,以调节活动座6的位置,以驱使活动座6与版辊2之间为平行设置,在精调节的过程中,多个滚轮722滚动抵触沿其转动轴线水平摆动的活动座6,优选地,采用滚轮722滚动抵触活动座6,以实现对活动座6位置的灵活调节。
71.请参阅图4所示,所述活动座6的左右两端分别设置有移动式限位机构8,移动式限位机构8包括有限位伸缩气缸81以及与限位伸缩气缸81传动连接的滚珠组件82,限位伸缩气缸81驱动滚珠组件82将浆料盒刮刀组件3压持在活动座6上。
72.滚珠组件82配置有滚动的滚球,滚球用于抵触浆料盒刮刀组件3,在实际使用中,滚球直接接触基准板以将基准板定位在活动座6上,即将浆料盒刮刀组件3也定位在活动座6上。
73.优选地,滚球的数量为多个,借助多个滚球抵触基准板以实现浆料盒刮刀组件3的限位与否,这种多点接触的固定方式实现了浆料盒刮刀组件3位置的有效固定,同时,也便于工作人员对其进行装卸。
74.该柔性精密涂布设备通过设置移动式限位机构8以实现对浆料盒刮刀组件3的位置限位与否,这样的位置固定方式,便于工作人员对浆料盒刮刀组件3的装卸,避免了现有技术中的使用螺丝对浆料盒刮刀组件3进行位置固定,而导致浆料盒刮刀组件3因螺丝局部受力进而产生变形的现象,有效地延长了浆料盒刮刀组件3的使用寿命,降低成本。
75.具体地,在调节活动座6的位置之前,先驱动限位伸缩气缸81,以带动滚珠组件82往远离浆料盒刮刀组件3的方向移动,以驱使浆料盒刮刀组件3脱离滚珠组件82的束缚,同时,浆料盒刮刀组件3与活动座6也处于非完全接触状态,以便于动力单元对活动座6进行调节,当活动座6位置调节好之后,再次利用移动式限位机构8将浆料盒刮刀组件3定位在活动座6的侧面。
76.本实施例中,所述基座4、活动座6均采用殷钢合金板、铸铁板或者大理石板制成,优选地,该柔性精密涂布设备中的基座4、活动座6均采用硬度高、刚性好的殷钢合金板、铸铁板或者大理石板制成,消除了金属板材的扭曲变形及内部应力变形,且通过设置硬度高、刚性好的基座4以及活动座6,明显降低了设置于基座4上的版辊2的径向跳动的幅度,进而,提高版辊2对隔膜1涂覆的涂覆质量,提高锂电池的性能。
77.所述版辊2采用碳化钨或者陶瓷制成,优选地,版辊2的材质也对其径向跳动产生影响,故而,该柔性精密涂布设备中的版辊2采用硬度以及刚度较好的碳化钨或者陶瓷制成,需要知道的是,碳化钨的硬度与金刚石的硬度相近,同时陶瓷的硬度也较好,可明显降低版辊2径向跳动的幅度,提高版辊2的涂覆质量,进而使得隔膜1具有厚度均匀性,提高锂电池的性能。
78.请参阅图8至图9所示,所述基座4上设置有两个轴承座9,轴承座9包括限位板91、设置于限位板91的基部92,基座4具有贯穿基座4的穿孔,基部92容设在穿孔内,基座4位于限位板91与版辊2之间,限位板91压持抵触在基座4远离版辊2的一侧。
79.基部92上设置有容置部921以及与容置部921连通的限位部922,版辊2的两端分别套设有角接触球轴承10,优选地,版辊2上设置有两个定位部,两个定位部分别位于两个光轴部的外侧,且定位部的外径小于光轴部的外径,而角接触球轴承10夹持在定位部与限位部922之间,以实现对角接触球轴承10的限位。
80.具体地,每一个定位部上的角接触球轴承10的数量为两个,两个角接触球轴承10相互抵触,这样的设置,可明显提高支承刚度。
81.现有技术中版辊2的两端一般采用深沟球轴承,采用深沟球轴承会导致版辊2径向跳动相对较大,进而影响版辊2涂覆的质量,故而,该柔性精密涂布设备中版辊2的两端分别选用角接触球轴承10,采用角接触球轴承10会明显降低径向跳动的幅度,提高版辊2涂覆的质量,进而提高锂电池的性能。
82.容置部921用于容设角接触球轴承10,限位部922用于挡止限位角接触球轴承10,版辊2经由角接触球轴承10与轴承座9转动设置,具体地,这样的设置,避免了轴承座9与版辊2之间的重复安装而导致的版辊2跳动较大的问题,优选地,轴承座9所设置的容置部921以及限位部922可便于角接触球轴承10的装卸。
83.在组装的过程中,先将角接触球轴承10装设在版辊2的两端,下一步将两个轴承座9分别装设在基座4上,再下一步将装设好角接触球轴承10的版辊2安装在轴承座9上,经由轴承座9以完成版辊2与基座4之间的转动设置。
84.优选地,还设置有锁定轴,锁定轴的一端插接并转动设置在轴承座9内,锁定轴具有非圆卡槽,版辊2具有贯穿角接触球轴承10并插入非圆卡槽内的非圆卡头。
85.优选地,还设置有转动设置的第二导辊及两个第一导辊,第一导辊与第二导辊均用于对隔膜进行输送,第一导辊、第二导辊、版辊2之间平行设置,第一个所述第一导辊转动以驱使隔膜1输送至与版辊2接触以涂覆,第二个所述第一导辊转动以驱使已完成涂覆的隔膜1输送至第二导辊,以经由第二导辊输出。
86.优选地,还设置有设置在基座4上的导辊支座,导辊支座的数量为两个,两个所述第一导辊分别设置在两个导辊支座上,具体地,第一导辊经由轴承与导辊支座连接;第二导辊的两端分别转动设置于基座4上。
87.优选地,所述第二导辊的两端分别设置有轴套,具体地,轴套贯穿基座4并与第二导辊连接,第二导辊经由两个轴套分别与基座4转动设置。
88.优选地,该柔性精密涂布设备中还设置有左右墙板,左右墙板均采用铸铁板、殷钢合金板或者大理石板制成,以增加左右墙板的支撑刚度,大大提高了该柔性精密涂布设备的稳定性。
89.优选地,该柔性精密涂布设备中还设置有整体护罩(图中未示出),以防止各部件受到外界环境因素的影响,进而影响涂覆质量。
90.优选地,该柔性精密涂布设备中还设备有接料托盘,该接料托盘用于接收浆料盒刮刀组件3中不慎滴漏出的浆料。
91.以上内容仅为本发明的较佳实施例,对于本领域的普通技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1