SMT贴片炉前点胶工艺及点胶设备的制作方法
smt贴片炉前点胶工艺及点胶设备
技术领域
1.本技术涉及smt贴片点胶的技术领域,尤其是涉及smt贴片炉前点胶工艺及点胶设备。
背景技术:
2.smt贴片指的是在pcb基础上进行加工的系列工艺流程的简称;pcb( printed circuit board),中文名称为印制电路板,又称印刷线路板,是重要的电子部件,是电子元器件的支撑体,是电子元器件电气相互连接的载体;电器元件与印刷线路板连接完成之后,需要进行点胶操作,来实现电器将元件引脚进行包裹的效果。
3.现有的smt贴片炉前点胶时,一般选用点胶机来实现对smt贴片进行点胶保护。
4.针对上述中的相关技术,发明人认为点胶机在使用过程中需要工作人员控制点胶量的大小和点胶压力,存在有不便于工作人员使用的缺陷。
技术实现要素:
5.为了解决不便于工作人员使用的缺陷,本技术提供smt贴片炉前点胶工艺及点胶设备。
6.第一方面,本技术提供smt贴片炉前点胶工艺,包括以下步骤:s1、胶水选择;s2、电器元件点胶前防护,使用防护件对电器元件进行防护;s3、电器元件点胶;s4、胶点烘烤。
7.通过采用上述技术方案,胶水选择,胶水的粘度直接影响贴片的质量,胶水的粘度过大会造成胶点变小,或者拉丝;胶水的粘度小会造成胶点变大,甚至可能造成胶水渗染;同时配合烘烤能快速使胶水凝结;防护组件的设置能减少了工作人员对降低了工作人员对胶量和点胶压力的控制精准度,进而达到了方便工作人员使用的效果。
8.优选的,步骤s3中使用注胶组件对电器元件进行点胶。
9.通过采用上述技术方案,注胶组件的设置能方便工作人员控制点胶时的点胶量和点胶压力,进而达到了方便工作人员使用的效果。
10.优选的,步骤s2中,防护件的内壁涂覆有防粘剂。
11.通过采用上述技术方案,防粘剂内包括成膜物质,在注胶过程的过程中,便于防护件与smt进行分离,进而达到了方便工作人员使用的效果。
12.第二方面,本技术提供smt贴片炉前点胶设备,采用如下技术方案:防护件为顶端封闭的筒状结构,防护件上表面开设有用于穿设电器元件的通孔;防护件连接有支撑组件,支撑组件包括支撑杆和连杆,支撑杆设置有两根,连杆与两支撑杆顶端固定连接;连杆与防护件之间设置有用于调节防护件与连杆之间距离的升降件;注胶组件与连杆连接。
13.通过采用上述技术方案,使用时控制升降件,升降件带动防护件向靠近smt贴片的
一侧移动,此时防护件套设在smt贴片外,进而smt贴片的顶端从通孔穿出,注胶组件对防护件、smt贴片和底板形成的空隙进行注胶,注胶完成之后升降件带动防护件向脱离smt贴片,进而完成了防护件的使用,达到了方便工作人员使用的效果。
14.优选的,升降件选用液压缸。
15.通过采用上述技术方案,液压缸的具有良好的可控性,同时在液压缸相对于其他的升降装置,具有升降平稳的特性,在升降件控制防护件移动的过程中,保证了smt贴片的完整和安全性。
16.优选的,注胶组件包括储胶筒、压力泵和出胶管;储胶筒与连杆固定连接,压力泵与储胶筒固定连接且压力泵与储胶筒连通;出胶管一端与储胶筒的底端连通,剩余一端贯穿防护件的周向侧壁并与防护件固定连接。
17.通过采用上述技术方案,使用注胶组件时,启动压力泵,压力泵向储胶筒内充压,充压之后储胶筒内的胶水通过出胶管流向防护件与smt贴片之间,进而完成了注胶组件的使用,同时达到了方便工作人员使用的效果。
18.优选的,防护件上表面开设有出气孔,出气孔连接有出气溢胶组件。
19.通过采用上述技术方案,出气孔的设置能保证防护件与stm贴片之间填充满胶水,进而保证了点胶的完整性,同时出气溢胶组件的设置能方便工作人员对多于的胶水进行收集,保证了点胶设备的整洁。
20.优选的,出气溢胶组件包括溢胶管和收纳盒,溢胶管一端插接在通孔内并与防护件固定连接,溢胶管剩余一端与收纳盒上表面固定连接,且朝向收纳盒的空腔。
21.通过采用上述技术方案,当注胶组件的出胶量较大时,多于的胶水通过溢胶管进入到收纳盒内,收纳盒对多于的胶水进行收集,收纳盒的设置达到了方便工作人员对多于胶水进行收集的效果,同时点胶设备在使用时降低了工作人员对设备的控制精准度,进而达到了方便工作人员使用的效果。
22.综上所述,本技术包括以下至少一种有益技术效果:1.防护件的设置能便于降低了工作人员对smt贴片点胶时对点胶压力和点胶量的控制精准度,同时防粘剂的设置能方便工作人员对防护件进行脱模,达到了方便工作人员使用的效果;2.注胶件的设置能方便工作人员向smt贴片与防护件之间的空隙内注胶,达到了方便工作人员注胶的效果;3.出气孔的设置保证防护件与smt贴片之间填充满胶水,进而达到了保证smt贴片点胶完整性的效果。
附图说明
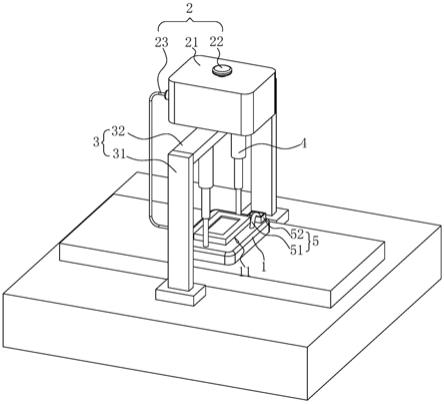
23.图1是本技术实施例的整体结构示意图;图2是为显示出气孔的部分零件剖视图。
24.图中,1、防护件;11、通孔;12、出气孔;2、注胶组件;21、储胶筒;22、压力泵;23、出胶管;3、支撑组件;31、支撑杆;32、连杆;4、升降件;5、出气溢胶组件;51、溢胶管;52、收纳盒。
具体实施方式
25.以下结合附图1
‑
2对本技术作进一步详细说明。
26.本技术实施例公开smt贴片炉前点胶工艺。
27.包括以下步骤:s1、胶水选择;s2、电器元件点胶前防护,使用防护件1对电器元件进行防护;防护件1内壁涂覆有防粘剂;s3、电器元件点胶;使用注胶组件2对电器元件进行点胶;s4、胶点烘烤。
28.对胶水粘度进行选择,胶水粘度过大,会造成胶点过小或者是拉丝,而胶水的粘度过小会导致胶点变大或者渗染;防粘剂选用防粘贴涂料,防粘贴涂料的组成物质主要有成膜物质,基料一般是防粘贴树脂、氟硅改性树脂、负碳链段,助剂方面包含有机硅、氟碳以及纳米助剂,消泡剂,流平剂,偶联剂等按照一定的比例混合,并搅拌均匀再加热;防粘剂的设置能便于防护件1与smt贴片进行分离,防护件1的设置能减少工作人员对点胶压力和点胶量的控制,进而达到了方便工作人员使用的效果。
29.本技术实施例还公开smt贴片炉前点胶设备。
30.参考图1和图2,防护件1为顶端封闭的筒状结构,防护件1上表面开设有用于穿设电器元件的通孔11;且防护件1上表面开设有出气孔12,出气孔12连接有出气溢胶组件5;防护件1连接有支撑组件3,支撑组件3包括支撑杆31和连杆32,支撑杆31设置有两根,连杆32与两根支撑杆31顶端固定连接,连杆32与防护件1之间设置有用于调节防护件1与连杆32之间距离的升降件4,升降件4选用液压缸,升降件4一端与连杆32固定连接剩余一端与防护件1固定连接;防护件1连接用于注胶的注胶组件2,注胶组件2包括储胶筒21、压力泵22和出胶管23,储胶筒21与连杆32固定连接,压力泵22与储胶筒21固定连接,且压力泵22与储胶筒21连通,出胶管23一端与储胶筒21连通且出胶管23位于储胶筒21的底端,出胶管23剩余一端贯穿防护件1的周向外壁并与防护件1固定连接。
31.参考图1和图2,出气溢胶组件5包括溢胶管51和收纳盒52,溢胶管51一端插接在通孔11内并与防护件1固定连接,溢胶管51剩余一端与收纳盒52上表面固定连接,且溢胶管51朝向收纳盒52的空腔内。
32.参考图1和图2,使用smt贴片炉前点胶设备时,首先对防护件1的内壁涂覆防粘剂,再启动升降件4,升降件4带动防护件1套设在电器元件的周向外壁,此时电器元件的顶端穿过通孔11;启动压力泵22,压力泵22将储胶筒21内的胶水通过出胶管23填充到电器元件、防护件1与底板之间的空腔内,多余的胶水通过出气孔12流向溢胶管51内,并由溢胶管51流向收纳盒52,进而完成smt贴片的炉前点胶,同时降低了工作人员对注胶量和注胶压力的控制精准度,进而达到了方便工作人员使用的效果。
33.本技术实施例smt贴片炉前点胶设备的实施原理为:防护件1的设置减少了工作人员对点胶量和点胶压力的控制精准度,同时保证smt贴片点胶的完整性,进而达到方便工作人员使用的效果。
34.本具体实施方式的实施例均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1