一种制冷设备冷凝铜管制造加工方法与流程
1.本发明涉及冷凝铜管生产技术领域,具体的说是一种制冷设备冷凝铜管制造加工方法。
背景技术:
2.制冷设备,是指主要用于船员食物冷藏、各类货物冷藏及暑天的舱室空气调节的设备,主要由压缩机、膨胀阀、蒸发器、冷凝器和附件、管路组成,其中铜管因为具有良好的导热性,常被用来当成冷凝管道的主要材料,在制冷设备中被广泛使用,现有的冷凝铜管在被用于制冷设备组装时,为提高铜管的性质,常对通过表面喷涂加强材料,现有的冷凝铜管在进行喷涂处理时常需要进行设备检查、管道安装、表面喷涂和取件收集等步骤。
3.现有的冷凝铜管在进行表面喷涂时常存在着以下问题:a:现有的冷凝铜管在进行表面喷涂时,常为人工依次对单根冷凝铜管进行喷涂,其喷涂效果较低,且容易出现喷涂不均匀的情况发生,影响喷涂质量;b:现有的冷凝铜管在进行表面喷涂处理时,常会出现喷涂材料飞溅的情况发生,容易对人体产生危害,存在安全隐患。
技术实现要素:
4.为了解决上述问题,本发明提供了一种制冷设备冷凝铜管制造加工方法,其使用了一种冷凝管表面处理设备,可以解决上述中提到的冷凝铜管在进行表面喷涂时存在的问题。
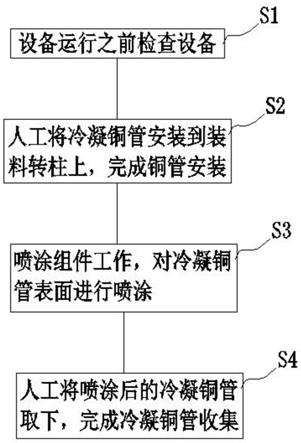
5.为了实现上述目的,本发明采用以下技术方案来实现:一种制冷设备冷凝铜管制造加工方法,主要包括以下步骤:
6.步骤一:设备检查:在启用该冷凝管表面处理设备对冷凝铜管进行表面处理之前,对设备的运行进行检查;
7.步骤二:管道安装:人工将需要进行处理的冷凝铜管套到装料转柱上,之后装料转柱工作将铜管固定住,从而完成管道安装作业;
8.步骤三:表面喷涂:完成管道安装作业之后,喷涂组件对铜管表面进行喷涂,从而完成表面喷涂作业;
9.步骤四:取件收集:完成喷涂组件之后,人工将冷凝铜管取下,从而完成冷凝铜管收集作业;
10.上述步骤中使用到的冷凝管表面处理设备包括安装座、装料组件和喷涂组件,安装座上开设有环槽a,安装座上安装有装料组件,装料组件上方设置有喷涂组件,喷涂组件安装在安装座上。
11.所述装料组件包括转动电机、驱动齿盘、转动齿套、装料转柱、中心定杆、复位弹簧和挡料框,转动电机固定安装在安装座上,转动电机的输出轴上安装有驱动齿盘,驱动齿盘外侧设置有相互配合使用的转动齿套,转动齿套通过转动连接的方式安装在安装座上,转动齿套上通过转动连接的方式沿其周向方向均匀安装有装料转柱,装料转柱内侧设置有中
心定杆,中心定杆通过滑动连接的方式在安装座上,且和安装座之间通过复位弹簧相连接,装料转柱外侧设置有挡料框,挡料框安装在安装座上,工作时,人工将需要进行喷涂处理的冷凝铜管套到装料转柱上,之后在转动电机的工作下,带动驱动齿盘转动,进而通过齿轮啮合作用带动转动齿套在安装座上进行转动,转动的同时中心定杆给装料转柱表面的铜管一个摩擦作用,带动装料转柱上劲,之后喷涂组件工作,喷涂柱将中心定杆往下顶动,从而装料转柱失去限制,开始转动,转动的同时喷涂组件工作,对冷凝铜管表面进行喷涂,从而完成冷凝铜管表面喷涂作业。
12.所述喷涂组件包括连接杆、对接盖板、进给气缸、喷射器、喷涂柱和输入管,连接杆通过焊接的方式均匀安装在安装座上,连接杆上固定安装有对接盖板,对接盖板上安装有进给气缸,进给气缸的输出轴上安装有喷射器,喷射器的输出端安装有喷涂柱,喷射器侧壁上连接有输入管,输入管为橡胶材质构成,工作时,当完成冷凝铜管安装作业之后,在进给气缸的工作下,带动喷射器和喷涂柱往下运动,喷涂柱对中心定杆向下挤压,之后因装料转柱表面的冷凝铜管失去中心定杆的限制进行自转时,喷射器工作,将加强材料喷涂至冷凝铜管表面,从而完成冷凝铜管表面喷涂作业。
13.作为本发明的一种优选技术方案,所述转动齿套下端面上沿其周向方向均匀安装有与环槽a相互配合使用的转动杆,转动杆上通过转动连接的方式从上往下均匀安装有转动球块,转动齿套上均匀开设有与装料转柱相互配合使用的让位槽b,让位槽b内部通过转动连接的方式安装有发条转杆,发条转杆上端安装有连接夹块。
14.作为本发明的一种优选技术方案,所述连接夹块上通过转动连接的方式沿其周向方向均匀安装有内夹弧片,内夹弧片下端抵靠有上推块,上推块通过上推弹簧和连接夹块相连接。
15.作为本发明的一种优选技术方案,所述装料转柱下端沿其周向方向均匀开设有与内夹弧片相互配合使用的连接槽c,连接槽c上方安装有托料托板,装料转柱上沿其周向方向通过滑动连接的方式均匀安装有内顶片,内顶片内侧抵靠有花型转杆,花型转杆通过转动连接的方式安装在装料转柱上。
16.作为本发明的一种优选技术方案,所述中心定杆上表面套有摩擦套,摩擦套为橡胶材质构成,并且表面粗糙。
17.作为本发明的一种优选技术方案,所述挡料框上沿其周向方向均匀开设有对接孔d,挡料框上通过滑动连接的方式安装有延伸包板,延伸包板沿其周向方向上通过外推弹簧连接有与对接孔d相互配合使用的对接杆,延伸包板上端沿其周向方式均匀安装有对插块,对插块截面为倒三角结构。
18.作为本发明的一种优选技术方案,所述对接盖板上开设有与输入管相互配合使用的让位过孔e,让位过孔e上侧壁上通过转动连接的方式均匀安装有光滑滚珠,对接盖板下端面上均匀开设有与对插块相互配合使用的对接槽f,对接槽f上通过滑动连接的方式对称安装有阻挡梯块,阻挡梯块通过回推弹簧和对接盖板连接在一起。
19.作为本发明的一种优选技术方案,所述喷涂柱外侧壁上沿其周向方向均匀开设有喷射口g,喷涂柱下端面上安装有接触套,接触套为橡胶材质构成。
20.与现有技术相比,本发明具有以下优点:
21.1.本发明可以解决现有的冷凝铜管在进行表面喷涂时存在着以下问题:a:现有的
冷凝铜管在进行表面喷涂时,常为人工依次对单根冷凝铜管进行喷涂,其喷涂效果较低,且容易出现喷涂不均匀的情况发生,影响喷涂质量;b:现有的冷凝铜管在进行表面喷涂处理时,常会出现喷涂材料飞溅的情况发生,容易对人体产生危害,存在安全隐患。
22.2.本发明中设计了转动齿套,人工将多根冷凝铜管插入至料转柱上,之后在转动电机的工作下,带动驱动齿盘转动,进而通过齿轮啮合作用带动转动齿套在安装座上进行转动,转动的同时中心定杆对装料转柱表面的铜管起到摩擦作用,带动装料转柱上劲,之后喷涂组件工作,喷涂柱将中心定杆往下顶动,从而装料转柱不受限制,开始转动,转动的同时喷涂组件工作,对冷凝铜管表面进行喷涂,进一步提高了冷凝铜管表面喷涂时的均匀性,并且一次可以多根冷凝铜管进行喷涂,提高了喷涂效率。
23.3.本发明中设计了挡料框,人工拉动延伸包板向上运动,使得对插块插入至对接盖板上的对接槽f中,同时对接杆插入至对接孔d中,从而到达提升挡料块高度的目的,从而将喷涂区域完全包住,避免了冷凝铜管表面喷涂时,喷涂物质飞溅,对人体产生危害的情况发生,进一步降低了冷凝铜管表面处理时的安全隐患。
附图说明
24.下面结合附图和实施例对本发明进一步说明。
25.图1是本发明的工作流程图;
26.图2是本发明的结构示意图;
27.图3是本发明的主视图;
28.图4是本发明的图3的a
‑
a方向的截面示意图;
29.图5是本发明的图4的b
‑
b方向的截面示意图;
30.图6是本发明的转动杆的结构示意图;
31.图7是本发明的连接夹块的结构示意图;
32.图8是本发明的装料转柱的结构示意图;
33.图9是本发明的装料转柱的剖面示意图;
34.图10是本发明的延伸包板的结构示意图;
35.图11是本发明的图3的c区域的放大示意图。
具体实施方式
36.以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
37.如图1到图11所示,一种制冷设备冷凝铜管制造加工方法,主要包括以下步骤:
38.步骤一:设备检查:在启用该冷凝管表面处理设备对冷凝铜管进行表面处理之前,对设备的运行进行检查;
39.步骤二:管道安装:人工将需要进行处理的冷凝铜管套到装料转柱24上,之后装料转柱24工作将铜管固定住,从而完成管道安装作业;
40.步骤三:表面喷涂:完成管道安装作业之后,喷涂组件3对铜管表面进行喷涂,从而完成表面喷涂作业;
41.步骤四:取件收集:完成喷涂组件3之后,人工将冷凝铜管取下,从而完成冷凝铜管
收集作业;
42.上述步骤中使用到的冷凝管表面处理设备包括安装座1、装料组件2和喷涂组件3,安装座1上开设有环槽a,安装座1上安装有装料组件2,装料组件2上方设置有喷涂组件3,喷涂组件3安装在安装座1上。
43.所述装料组件2包括转动电机21、驱动齿盘22、转动齿套23、装料转柱24、中心定杆25、复位弹簧26和挡料框27,转动电机21固定安装在安装座1上,转动电机21的输出轴上安装有驱动齿盘22,驱动齿盘22外侧设置有相互配合使用的转动齿套23,转动齿套23通过转动连接的方式安装在安装座1上,转动齿套23上通过转动连接的方式沿其周向方向均匀安装有装料转柱24,装料转柱24内侧设置有中心定杆25,中心定杆25通过滑动连接的方式在安装座1上,且和安装座1之间通过复位弹簧26相连接,装料转柱24外侧设置有挡料框27,挡料框27安装在安装座1上,具体工作时,人工将需要进行喷涂处理的冷凝铜管套到装料转柱24上,之后在转动电机21的工作下,带动驱动齿盘22转动,进而通过齿轮啮合作用带动转动齿套23在安装座1上进行转动,转动的同时中心定杆25给装料转柱24表面的铜管一个摩擦作用,带动装料转柱24上劲,之后喷涂组件3工作,喷涂柱35将中心定杆25往下顶动,从而装料转柱24失去限制,开始转动,转动的同时喷涂组件3工作,对冷凝铜管表面进行喷涂,从而完成冷凝铜管表面喷涂作业。
44.所述转动齿套23下端面上沿其周向方向均匀安装有与环槽a相互配合使用的转动杆231,转动杆231上通过转动连接的方式从上往下均匀安装有转动球块232,转动齿套23上均匀开设有与装料转柱24相互配合使用的让位槽b,让位槽b内部通过转动连接的方式安装有发条转杆233,发条转杆233上端安装有连接夹块234,具体工作时,人工将装料转柱24放置到让位槽b中,连接夹块234作用将装料转柱24夹住,从而完成装料转柱24安装作业,当转动齿套23在进行转动时,装料转柱24上的冷凝铜管和中心定杆25之间进行摩擦作用,带动冷凝铜管进行转动,转动时铜管连接夹块234带动发条转杆233进行转动上劲,之后当喷涂组件3将中心定杆25往下顶动,消除对连接夹块234的阻挡作用时,发条转杆233进行反方向进行转动,带动冷凝铜管进行转动,从而能够提高冷凝铜管表面喷涂时的均匀性,提高了冷凝铜管表面的喷涂效果,并且当转动齿套23进行转动时,转动杆231沿着安装座1上的环槽a进行滑动,滑动的同时,转动杆231上的转动球块232能够降低运动时的摩擦助力。
45.所述连接夹块234上通过转动连接的方式沿其周向方向均匀安装有内夹弧片2341,内夹弧片2341下端抵靠有上推块2342,上推块2342通过上推弹簧2343和连接夹块234相连接,具体工作时,当人工将装料转柱24插入至让位槽b中和连接夹块234上的上推块2342接触时,通过装料转柱24的挤压作用,上推弹簧2343收缩,上推弹簧2343的弹力不足以将装料转柱24顶起,并且上推块2342向下挤压内夹弧片2341,带动内夹弧片2341进行转动,并使得内夹弧片2341插入至装料转柱24上的连接槽c中,从而完成装料转柱24的安装作业。
46.所述装料转柱24下端沿其周向方向均匀开设有与内夹弧片2341相互配合使用的连接槽c,连接槽c上方安装有托料托板241,装料转柱24上沿其周向方向通过滑动连接的方式均匀安装有内顶片242,内顶片242内侧抵靠有花型转杆243,花型转杆243通过转动连接的方式安装在装料转柱24上,具体工作时,人工将需要进行喷涂处理的冷凝铜管插入至装料转柱24上,冷凝铜管的下端和托料托板241接触,托料托板241的宽度小于冷凝铜管的壁厚,进行避免冷凝铜管直接落到转动齿套23表面,在装料转柱24进行转动时,因摩擦作用,
影响装料转柱24转动的流畅性,之后人工拧动花型转杆243,花型转杆243挤压内顶片242向外运动对冷凝铜内壁进行支撑,从而完成冷凝铜管固定作业。
47.所述中心定杆25上表面套有摩擦套251,摩擦套251为橡胶材质构成,并且表面粗糙,具体工作时,当装料转柱24跟随转动齿套23进行转动是,装料转柱24表面的冷凝铜管和中心定杆25表面的摩擦套251接触,摩擦套251表面粗糙增强了和冷凝铜管之间的摩擦力,从而提高了发条转杆233的上劲效果。
48.所述挡料框27上沿其周向方向均匀开设有对接孔d,挡料框27上通过滑动连接的方式安装有延伸包板271,延伸包板271沿其周向方向上通过外推弹簧272连接有与对接孔d相互配合使用的对接杆273,延伸包板271上端沿其周向方式均匀安装有对插块274,对插块274截面为倒三角结构,具体工作时,人工拉动延伸包板271向上运动,使得对插块274插入至对接盖板32上的对接槽f中,同时对接杆274插入至对接孔d中,从而到达提升挡料块27高度的目的,避免了冷凝铜管表面喷涂时,喷涂物质飞溅影响工作人员身体健康的情况发生。
49.所述喷涂组件3包括连接杆31、对接盖板32、进给气缸33、喷射器34、喷涂柱35和输入管36,连接杆31通过焊接的方式均匀安装在安装座1上,连接杆31上固定安装有对接盖板32,对接盖板32上安装有进给气缸33,进给气缸33的输出轴上安装有喷射器34,喷射器34的输出端安装有喷涂柱35,喷射器34侧壁上连接有输入管36,输入管36为橡胶材质构成,具体工作时,当完成冷凝铜管安装作业之后,人工将加强材料铜管输入管36往喷射器34内部填充,之后在进给气缸33的工作下,带动喷射器34和喷涂柱35往下运动,喷涂柱35对中心定杆25向下挤压,之后因装料转柱24表面的冷凝铜管失去中心定杆25的限制进行自转时,喷射器34工作,将加强材料喷涂至冷凝铜管表面,从而完成冷凝铜管表面喷涂作业。
50.所述对接盖板32上开设有与输入管36相互配合使用的让位过孔e,让位过孔e上侧壁上通过转动连接的方式均匀安装有光滑滚珠321,对接盖板32下端面上均匀开设有与对插块274相互配合使用的对接槽f,对接槽f上通过滑动连接的方式对称安装有阻挡梯块322,阻挡梯块322通过回推弹簧323和对接盖板32连接在一起,具体工作时,当挡料块27上的对插块274插入至对接槽f中时,阻挡体块322因回推弹簧323作用向内侧运动,将对插块274卡住从而达到实现拉伸挡料块27后对高度进行固定的目的,并且当进给气缸33驱动喷射器34往下运动时,带动输入杆36进行运动,输入管36运动时,让位过孔e上的光滑滚珠321能够减少输入管36的摩擦力,使得输入管35运动的更加流畅。
51.所述喷涂柱35外侧壁上沿其周向方向均匀开设有喷射口g,喷涂柱35下端面上安装有接触套351,接触套351为橡胶材质构成,具体工作时,当喷涂柱35对中心定杆25进行挤压时,喷涂柱35下端的接触套351能够缓冲接触位置的挤压力,避免了大力挤压时,中心定杆25表面破损的情况发生。
52.以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施例和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入要求保护的本发明范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1