基于MSET的智能电厂磨煤机易磨损件磨损状态监测方法与流程
基于mset的智能电厂磨煤机易磨损件磨损状态监测方法
技术领域
1.本发明属于燃煤电站磨煤机安全经济运行领域,尤其涉及一种基于mset的智能电厂磨煤机内部易磨损件磨损状态智能监测方法。
背景技术:
2.中速磨煤机石子煤量能反应磨煤机内易磨损部件,如磨辊、磨碗衬板、风环动静间隙的磨损程度,因此石子煤量是非常重要的监测参数,然而目前易磨损部件缺乏有效的监测方法,而且电厂对于石子煤的监测,只是在石子煤斗石子煤累计到一定高度,触发料位高开关量报警,提醒运行人员将石子煤排出。易磨损部件磨损程度只能停运磨煤机后进入内部测量取得,石子煤量的多少仅仅依靠运行人员的经验,虽然也能够用来大致判断磨煤机内易磨损部件的磨损程度,但是无法满足磨煤机检修的精细化管理要求。石子煤的定量计量,能取得磨煤机内部磨损状态的外部监测的数据。
3.目前石子煤排放率的控制倾向于减量化,石子煤排放率低,会造成石子煤重复碾磨,磨煤机电耗增加、磨损加剧,同时将低热值的石子煤送入炉膛燃烧弊大于利。另一方面,石子煤排放率大会造成煤粒夹带,煤耗增加。
4.多元状态估计技术(mset)用来判断设备状态最根本的指标就是观测向量与估计向量之间的残差。当设备工作状态发生变化出现故障隐患时,输入观测向量将偏离正常工作空间,观测值与估计值之间的残差增大。磨煤机内磨损部件磨辊、磨碗衬板、风环动静间隙的磨损程度加剧,间隙增大,石子煤排放量增大,偏离正常工作状态,基于多元状态估计技术的磨煤机易磨损件的状态监测模型可以进行实时监测,实时预警。
5.因此,提出一种基于mset的智能电厂磨煤机易磨损件磨损状态监测方法,就显得尤为重要。
技术实现要素:
6.本发明的目的是针对磨煤机易磨损件难以在线监测的现状,提供一种基于mset的智能电厂磨煤机易磨损件磨损状态监测方法,解决磨煤机易磨损件难以在线监测的问题。
7.这种基于mset的智能电厂磨煤机易磨损件磨损状态监测方法,包括以下步骤:
8.步骤1、获取能反应不同工况下磨煤机易磨损件磨损状态的测点历史数据;
9.步骤2、运用多元状态估计技术建立磨煤机磨损状态监测预警模型,建立模型的主要目的是监测磨煤机易磨损件的磨损状态;
10.步骤3、将dcs实时运行数据输入磨煤机磨损状态监测预警模型,排除其他干扰因素后,磨煤机石子煤排放率在一定条件下能实时反映磨煤机内易磨损件的状态,依据磨煤机石子煤排放率来评估磨煤机磨损间隙状态,发出相应预警,并对磨煤机内磨损件进行检修和调整;
11.步骤3.1、确定磨煤机石子煤排放率作为监测指标;
12.步骤3.2、当步骤3.1中的磨煤机石子煤排放率超过设定范围时,磨煤机磨损状态
监测预警模型首先检测煤种特征参数对应的煤种是否为磨煤机磨损状态监测预警模型建模参数对应的煤种;如果煤种特征参数发生较大变化,磨煤机磨损状态监测预警模型发出煤种参数差异较大的提示;如果检测到的煤种为磨煤机磨损状态监测预警模型内建模参数对应的煤种,则发出磨辊磨碗间隙过大或风环动静间隙过大预警;
13.步骤3.3、维护人员通过查询磨辊磨碗间隙调整记录,若磨煤机磨损状态监测预警模型发出的预警是由磨辊磨碗间隙未及时调整引起的,则调整磨辊磨碗间隙;若磨辊磨碗间隙已按规范调整,则对磨煤机内磨损件进行检修。
14.作为优选,步骤1具体包括以下步骤:
15.步骤1.1、从磨煤机的监测参数中选取建模参数;或者对磨煤机的监测参数进行扩维,得到建模参数;磨煤机的监测参数包括影响石子煤排放率的参数、煤种特征参数和磨辊磨碗间隙及风环动静间隙(即磨煤机内易磨损件的状态)的特征参数;
16.步骤1.2、对部分建模参数(磨煤机小时累计煤量、石子煤排放率、石子煤排放率增长率、磨煤机风环风速和磨煤机进口风平均密度)进行计算,作为磨煤机易磨损件磨损状态的测点历史数据。
17.作为优选,步骤2具体包括以下步骤:
18.步骤2.1、根据步骤1获取的磨煤机易磨损件磨损状态的测点历史数据,采集足量正常运行工况数据(一般取2年):新投用的磨煤机和经过大修的磨煤机,磨煤机内磨辊、磨碗衬板处于全新状态,磨辊与磨碗间隙正常(较小),风环动静间隙较小;取磨煤机正常运行时设定时长内的数据,作为磨煤机磨损状态监测预警模型的训练数据;得到以时间为序列的数据矩阵作为模型训练参数;
19.步骤2.2、运用多元状态估计技术对模型训练参数进行数据筛选、数据清洗、训练和测试,得到磨煤机内磨辊、磨碗衬板、风环动静间隙磨损初期的运行工况数据集;
20.步骤2.3、建立磨煤机磨损状态监测预警模型。
21.作为优选,步骤1.1中:影响石子煤排放率的参数包括给煤机煤流量、磨煤机风环风速、旋转分离器转速、煤种、磨辊加载力和磨辊磨碗间隙;煤种特征参数包括煤种哈氏可磨性指数、煤种灰分、煤种水分和磨煤机电流;磨辊磨碗间隙及风环动静间隙的特征参数包括石子煤排放量、石子煤排放率和石子煤排放增长率。
22.作为优选,步骤1.1中磨辊加载力在磨煤机运行过程中一般不做调整,选取的建模参数包括:煤种哈氏可磨性指数、煤种灰分、煤种水分、磨煤机电流、给煤机煤流量、磨煤机风环风速、旋转分离器转速、石子煤排放量、石子煤排放率和石子煤排放增长率。
23.作为优选,步骤1.2具体为:
24.计算磨煤机小时累计煤量:
[0025][0026]
上式中,q为给煤机煤质量流量,单位为吨/h;t表示时间,单位为小时;
[0027]
计算石子煤排放率:
[0028][0029]
上式中,m(t)为磨煤机石子煤小时累计重量,单位为吨/h;qc为磨煤机小时累计煤量;
[0030]
计算石子煤排放率增长率:
[0031][0032]
上式中,sp1表示磨煤机投运初期磨损量较小时的石子煤排放率;sp2表示磨煤机运行一段时间后磨损量较大时的石子煤排放率;
[0033]
计算磨煤机风环风速v
a
:
[0034][0035][0036]
上式中,v
a
为磨煤机风环风速,q
a
为磨煤机进口风量,ρ
a
为磨煤机进口风平均密度,单位为kg/m3;t
a
为磨煤机进口风平均温度,单位为℃;p
e
为磨煤机进口风平均静压,单位为pa;假设风环面积为a,单位为m2;假设风环动静间隙面积为s,单位为m2。
[0037]
作为优选,磨煤机石子煤小时累计重量m(t)的获取方式为:将磨煤机石子煤称重计量装置固定设置于磨煤机石子煤运转箱下的地平面上,石子煤称重计量装置具有石子煤重量累计计量功能,通过微机装置显示当前磨煤机石子煤运转箱内石子煤实时重量m和小时累积重量m(t),微机装置还具备查询功能。
[0038]
作为优选,步骤2.1中因hp中速磨磨辊、磨碗衬板部件设计寿命为15000h,取磨煤机正常运行时前1500h数据,作为磨煤机磨损状态监测预警模型的训练数据。
[0039]
作为优选,步骤3.1中:当磨煤机石子煤排放率小于5
‰
时,表示磨煤机石子煤排放率在设定范围内。
[0040]
作为优选,步骤3.3中磨煤机内磨损件包括磨辊、磨碗、风环和侧机体。
[0041]
本发明的有益效果是:
[0042]
本发明对石子煤进行定量计量,能取得磨煤机内部磨损状态的外部监测的数据;对石子煤排放量进行实时监测,能控制合适的石子煤排放率,防止因石子煤排放过少造成的制粉电耗增加,磨煤机磨损加剧,防止因石子煤排放过多造成的资源浪费。
[0043]
本发明基于石子煤量的磨煤机易磨损件的磨损状态监测模型,能实时监测磨煤机易磨损件的磨损状态,能及时发现磨损异常工况,并且有利于磨碗间隙的及时调整,提高磨煤机运行的经济性,适用于磨煤机设备运行维护的精细化管理。
附图说明
[0044]
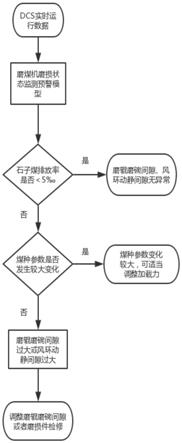
图1为基于mset的智能电厂磨煤机易磨损件磨损状态监测方法流程图。
具体实施方式
[0045]
下面结合实施例对本发明做进一步描述。下述实施例的说明只是用于帮助理解本发明。应当指出,对于本技术领域的普通人员来说,在不脱离本发明原理的前提下,还可以对本发明进行若干修饰,这些改进和修饰也落入本发明权利要求的保护范围内。
[0046]
实施例一
[0047]
本技术实施例一提供了一种如图1所示的基于mset的智能电厂磨煤机易磨损件磨损状态监测方法:
[0048]
步骤1、获取不同工况下磨煤机易磨损件磨损状态的测点历史数据;
[0049]
步骤1.1、从表1中的hp型中速磨煤机的监测参数中选取建模参数;或者对磨煤机的监测参数进行扩维,得到建模参数;磨煤机的监测参数包括影响石子煤排放率的参数、煤种特征参数和磨辊磨碗间隙及风环动静间隙的特征参数;建模参数如表2所示;
[0050]
表1 hp型中速磨煤机主要监测参数表
[0051]
参数名单位参数名单位磨煤机电流a磨碗上下差压kpa磨煤机进口风量t/h密封风与磨碗下部差压kpa磨煤机进口风压kpa给煤机煤量t/h磨煤机进口温度℃旋转分离器速度r/min磨煤机出口压力kpa磨煤机齿轮箱输入轴轴承温度℃磨煤机出口温度℃磨煤机齿轮箱推力瓦轴承温度℃
[0052]
表2磨煤机磨损状态监测模型参数表
[0053]
序号参数名单位备注1煤种哈氏可磨性指数hgi/煤种参数2煤种灰分a
ar
%煤种参数3煤种水分m%煤种参数4磨煤机电流ia煤种参数5给煤机煤流量qt/h 6旋转分离器转速nr/min 7风环风速v
a
m/s 8石子煤排放量m(t)t/h 9石子煤排放率s
p
% 10石子煤排放率增长率x% [0054]
步骤1.2、对部分建模参数进行计算,作为磨煤机易磨损件磨损状态的测点历史数据;
[0055]
计算磨煤机小时累计煤量:
[0056][0057]
上式中,q为给煤机煤质量流量,单位为吨/h;t表示时间,单位为小时;
[0058]
计算石子煤排放率:
[0059][0060]
上式中,m(t)为磨煤机石子煤小时累计重量,单位为吨/h;q
c
为磨煤机小时累计煤量;
[0061]
计算石子煤排放率增长率:
[0062][0063]
上式中,sp1表示磨煤机投运初期磨损量较小时的石子煤排放率;sp2表示磨煤机运行一段时间后磨损量较大时的石子煤排放率;
[0064]
计算磨煤机风环风速v
a
:
[0065][0066][0067]
上式中,v
a
为磨煤机风环风速,q
a
为磨煤机进口风量,ρ
a
为磨煤机进口风平均密度,单位为kg/m3;t
a
为磨煤机进口风平均温度,单位为℃;p
e
为磨煤机进口风平均静压,单位为pa;假设风环面积为a,单位为m2;假设风环动静间隙面积为s,单位为m2;
[0068]
步骤2、运用多元状态估计技术建立磨煤机磨损状态监测预警模型;
[0069]
步骤2.1、根据步骤1获取的磨煤机易磨损件磨损状态的测点历史数据,采集足量正常运行工况数据:取磨煤机正常运行时设定时长内的数据,作为磨煤机磨损状态监测预警模型的训练数据;上述步骤1中表2磨煤机磨损状态监测模型参数1~10既是模型输入参数也是模型输出参数,均参与模型训练,其中参数1~7偏离阈值范围时不输出参数偏离预警,参数8~10偏离阈值范围时输出参数偏离预警。采集磨煤机运行工况数据时,每30min取一组数据,也即每30min取10个数据,得到以时间为序列的数据矩阵作为模型训练参数;
[0070]
模型训练数据即磨煤机易磨损件间间隙正常(较小)工况数据筛选方法为:新投用的磨煤机和经过大修的磨煤机,磨煤机内磨辊、磨碗衬板处于全新状态,磨辊与磨碗间隙正常(较小),风环动静间隙较小。因hp中速磨磨辊、磨碗衬板部件设计寿命为15000h,取磨煤机正常运行时前1500h数据,作为磨煤机磨损状态监测预警模型训练数据。
[0071]
步骤2.2、运用多元状态估计技术对模型训练参数进行数据筛选、数据清洗、训练
和测试,得到磨煤机内磨辊、磨碗衬板、风环动静间隙磨损初期的运行工况数据集;
[0072]
步骤2.3、建立磨煤机磨损状态监测预警模型;
[0073]
步骤3、将dcs实时运行数据输入磨煤机磨损状态监测预警模型,依据磨煤机石子煤排放率来评估磨煤机磨损间隙状态,发出相应预警,并对磨煤机内磨损件进行检修和调整;
[0074]
步骤3.1、确定磨煤机石子煤排放率作为监测指标;依据《dl/t 467
‑
2019电站磨煤机及制粉系统性能试验》标准,磨煤机在正常出力工况范围内,石子煤排放量应不大于额定出力的5
‰
。磨煤机设备状况、运行工况正常时,石子煤排放率也小于5
‰
,因此,可以将石子煤排放率不大于5
‰
作为监测指标。
[0075]
步骤3.2、当步骤3.1中的磨煤机石子煤排放率超过设定范围时,磨煤机磨损状态监测预警模型首先检测煤种特征参数对应的煤种是否为磨煤机磨损状态监测预警模型建模参数对应的煤种;如果煤种特征参数发生较大变化,磨煤机磨损状态监测预警模型发出煤种参数差异较大的提示;如果检测到的煤种为磨煤机磨损状态监测预警模型内建模参数对应的煤种,则发出磨辊磨碗间隙过大或风环动静间隙过大预警;
[0076]
步骤3.3、维护人员通过查询磨辊磨碗间隙调整记录,若磨煤机磨损状态监测预警模型发出的预警是由磨辊磨碗间隙未调整引起的,则调整磨辊磨碗间隙;若磨辊磨碗间隙已按规范调整,则对磨煤机内磨损件进行检修。
[0077]
实施例二
[0078]
在实施例一的基础上,本技术实施例二提供了实施例一中基于mset的智能电厂磨煤机易磨损件磨损状态监测方法在实际情况中的应用:
[0079]
一台型号hp1203磨煤机,将石子煤称重计量装置固定设置于磨煤机石子煤运转箱下的地平面上,该石子煤称重计量装置具有石子煤重量累计计量功能,通过微机装置实现当前运转箱内石子煤实时重量m显示和小时累积重量m(t)的显示及相关查询功能。
[0080]
基于石子煤量的磨煤机易磨损件的磨损状态监测方法为:
[0081]
(a)首先,将磨辊、磨碗衬板、风环、侧机体处于全新状态的hp1203磨煤机调整到某一常用煤种,将制粉系统投入自动模式,将磨煤机入口一次风量偏置设置为0,磨煤机给煤量保持在45~75t/h,获得上述运行状态下前300h的各运行参数,用于训练多元状态估计模型,以获得模型中的相关参数,如表2所示。其中,煤种的哈氏可磨性指数、灰分、水分、磨煤机电流作为煤种特征参数,石子煤排放率和石子煤排放增长率作为磨辊磨碗间隙及风环动静间隙的特征参数,给煤机煤流量q,旋转分离器转速n,风环风速v
a
为相关状态参数。
[0082]
需要指出的是,虽然本发明中采用的是多元状态估计技术预测模型,然而不限于该算法,神经网络、深度学习等模型亦可以作为建立磨煤机内磨损件磨损状态预测模型的数学工具。
[0083]
(b)如图1所示,完成模型训练后,即可利用该模型,根据磨煤机运行参数及石子煤排放率,预测磨煤机内易磨损件的状态,为磨煤机检修提供依据,目标是在输入适当风量,输出合格煤粉细度的状态下,将磨煤机石子煤排放率控制在小于5
‰
。当磨煤机石子煤排放率>5
‰
时,磨煤机磨损状态监测预警模型首先检测煤种参数是否为模型内煤种,如果煤种参数发生较大变化,模型发出煤种参数差异较大提示,如果检测到煤种为模型内煤种,则发出磨辊磨碗间隙过大或风环动静间隙过大预警。维护人员通过查询磨辊磨碗间隙调整记
录,若预警因磨辊磨碗间隙未及时调整引起,则调整磨辊磨碗间隙,若磨辊磨碗间隙已按规范调整,则应对磨煤机内磨损件(磨辊、磨碗、风环、侧机体)进行检修。
[0084]
当煤种参数发生较大变化,维护人员需要及时调整磨辊加载力,并运用上述(a)模型训练方法进行新煤种的模型训练,建立新煤种条件下的磨煤机内易损件状态监测模型。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1