一种锂电池正负极材料制浆工艺及系统的制作方法
1.本发明涉及一种锂电池制备,尤其涉及一种锂电池正负极材料制浆工艺及系统。
背景技术:
2.目前锂电池制浆市场,主流的制浆工艺路线,主要以双行星搅拌机批次制浆工艺、犁式搅拌机批次制浆工艺、高速分散机在线制浆工艺、双螺杆挤出机在线制浆工艺等,这些工艺中普遍存在物料混合时间长、混合不均匀、粉液混合效果差等问题,进而导致了制备时间长、成品质量差、能耗高等问题。
技术实现要素:
3.本发明目的在于提供一种锂电池正负极材料制浆工艺及系统,以解决现有技术中所存在的一个或多个技术问题,至少提供一种有益的选择或创造条件。
4.本发明解决其技术问题的解决方案是:
5.一种锂电池正负极材料制浆工艺,包括以下步骤:步骤1:配料,分别对粉体及液体配料;步骤2:预混合,将多种配料后的粉体进行混合,得到混合粉体,将多种配料后的液体进行混合,得到混合液体;步骤3:粉液混合,将所述混合粉体逐渐加入到所述混合液体中,直至所述混合粉体加入完毕,得到预混液;步骤4:匀浆,将所述预混液经过匀浆机在至少两个容器内转移,得到成品浆料。
6.该技术方案至少具有如下的有益效果:将多种粉体各自配料后先进行混合,得到混合粉体,同样的,将多种液体各自配料后先进行混合,到混合液体,然后将混合粉体逐渐加入到混合液体中进行混合,得到预混液,再将预混液经过匀浆机在两个容器内进行转移,经过多次匀浆后,得到成品浆料,如此对粉液分开先进行混合,减少了混料难度,并且由于粉液可分开同时进行混合,极大地缩短了混合时间,提高混料效率,降低了设备能耗,混合后得到的预混液还经过匀浆机多次匀料,提高了浆料的一致性。
7.作为上述技术方案的进一步改进,在步骤2中,将配料后的胶液送至第一循环罐中,并往第一循环罐内加入正极液体浆料或负极液体浆料,得到所述混合液体。往第一循环罐内加入配料后的胶液、以及对应的正极液体浆料或负极液体浆料,在第一循环罐内先进行混合,以得到混合液体。
8.作为上述技术方案的进一步改进,在步骤3中,将所述混合液体在所述第一循环罐与所述匀浆机中循环输送,并往所述匀浆机中加入所述混合粉体。在第一循环罐与匀浆机之间形成一个混合液体的循环回路,在混合液体的不断循环过程中加入混合粉体实现混合,从而使得混合粉体与混合液体混合得更加均匀。
9.作为上述技术方案的进一步改进,往打胶罐内投入溶剂,并往所述打胶罐内配入粘接剂后混合打胶,得到所述胶液,将所述打胶罐内的所述胶液输送至储胶罐,由所述储胶罐向所述第一循环罐中送入所述胶液。胶液与溶剂在打胶罐内混合打胶后得到胶液,再输送至储胶罐储存,让胶粉跟溶剂充分溶解,提高了浆料的质量。
10.作为上述技术方案的进一步改进,在步骤4中,所述容器包括第二循环罐与所述第一循环罐,所述预混液在所述第一循环罐内经过所述匀浆机进入所述第二循环罐,实现一次匀浆过程,所述第二循环罐内的所述预混液经过所述匀浆机进入所述第一循环罐,同样实现一次匀浆过程,所述预混液在所述第一循环罐与所述第二循环罐内转移并实现多次匀浆过程,得到所述成品浆料。粉液后混合得到的预混液在第一循环罐与第二循环罐之间不断转移,每次转移均经过匀浆机进行一次匀浆,进一步使得混合更加均匀,提高了浆料的一致性。
11.作为上述技术方案的进一步改进,所述匀浆机与所述第一循环罐和/或所述第二循环罐之间连接有循环泵。匀浆机可通过一个循环泵将物料在第一循环罐与第二循环罐之间移送,亦可分别在第一循环罐、第二循环罐的连接处设置循环泵,以单独提供动力输送。
12.作为上述技术方案的进一步改进,还包括步骤5:成品转存,将成品浆料输送至成品罐中,并对成品浆料在真空下脱泡。将成品浆料转移至成品罐中进行储存,并对其进行脱泡处理,方便后续的涂布工序。
13.作为上述技术方案的进一步改进,在步骤1中,所述粉体通过称量减重方法进行配重。粉体的用量较大,通过称量物料所在容器的重量并对比,采用减法计算,可更快、更精准地得出配料量。
14.一种锂电池正负极材料制浆系统,用于实现如上述所述的锂电池正负极材料投资工艺,包括储料仓、称量器、混合仓、储液罐、第一循环罐、第二循环罐与匀浆机,所述储料仓与所述储液罐的数量均有多个,所述称量器可用于称量所述储料仓与所述储液罐内物料的重量,所有的所述储料仓均连接于所述混合仓,所有的所述储液罐均连接于所述第一循环罐,所述混合仓、所述第一循环罐、所述第二循环罐均与所述匀浆机连接。
15.该技术方案至少具有如下的有益效果:不同的粉体可储存到不同的储料仓内,不同的液体则可储存到不同的储液罐内,在实际应用中,称量器可具有一个或多个,以对储料仓或储料罐内的物料进行称重,储料仓内配料后的粉体可输送至混合仓内进行混合,储液罐内配料后的液体可输送至第一循环罐内进行混合,然后再由混合仓向匀浆机供入混合粉体,第一循环罐向匀浆机供入混合液体,由匀浆机混合后再输回第一循环罐,最后再将预混液经过匀浆机在第一循环罐与第二循环罐之间进行往复匀浆,得出成品浆料。
附图说明
16.为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单说明。显然,所描述的附图只是本发明的一部分实施例,而不是全部实施例,本领域的技术人员在不付出创造性劳动的前提下,还可以根据这些附图获得其他设计方案和附图。
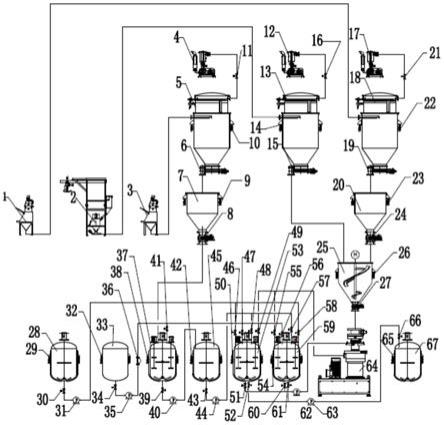
17.图1是本发明的系统示意图。
18.附图中:1-第一投料站、2-吨袋拆包及小袋投料一体机、3-第二投料站、4-第一负压风机、5-第一储料仓、6-第一给料机、7-第一计量仓、8-第二给料机、9-第二称重模块、10-第一称重模块、11-阀门a、12-第二负压风机、13-第二储料仓、14-第三称重模块、15-第三给料机、16-阀门b、17-第三负压风机、18-第三储料仓、19-第四给料机、20-第二计量仓、21-阀门b、22-第四称重模块、23-第五称重模块、24-第五给料机、25-混料仓、26-第六称重模块、
27-第六给料机、28-导电剂或sbr储罐、29-第七称重模块、30-阀门c、31-泵a、32-第八称重模块、33-溶剂储罐、34-阀门d、35-泵b、36-质量流量计、37-打胶罐、38-第九称重模块、39-阀门e、40-泵c、41-阀门f、42-第十称重模块、43-阀门g、44-泵d、45-储胶罐、46-阀门h、47-阀门i、48-阀门j、49-阀门k、50-第十一称重模块、51-阀门l、52-阀门m、53-第一循环罐、54-第十二称重模块、55-阀门n、56-阀门o、57-阀门p、58-阀门q、59-第二循环罐、60-阀门r、61-阀门s、62-泵e、63-泵f、64-匀浆机、65-第十三称重模块、66-阀门t、67-成品罐。
具体实施方式
19.以下将结合实施例和附图对本发明的构思、具体结构及产生的技术效果进行清楚、完整地描述,以充分地理解本发明的目的、特征和效果。显然,所描述的实施例只是本发明的一部分实施例,而不是全部实施例,基于本发明的实施例,本领域的技术人员在不付出创造性劳动的前提下所获得的其他实施例,均属于本发明保护的范围。另外,文中所提到的所有连接关系,并非单指构件直接相接,而是指可根据具体实施情况,通过添加或减少连接辅件,来组成更优的连接结构。本发明创造中的各个技术特征,在不互相矛盾冲突的前提下可以交互组合。
20.参照图1,一种锂电池正负极材料制浆工艺,主要有4个步骤。
21.步骤1:配料,分别对粉体及液体配料,具体的:
22.1.活性物质粉体配料:
23.打开阀门b16,启动第二负压风机12,对第二储料仓13进行抽负压,使第二储料仓13呈负压状态,锂电池正负极材料中的活性物质,像正极中的磷酸铁锂、三元材料,负极中的石墨,一般都是吨袋包装。通过利用吨袋拆包及小袋投料一体机2中的电动葫芦进行吊装,通过人工解袋,投入到吨袋拆包及小袋投料一体机2中,吨袋拆包及小袋投料一体机2的活性物质物料在负压的作用下,通过管道输送至第二储料仓13中进行储存。
24.活性物质投料完毕,关闭阀门b16,关停第二负压风机12,第三称重模块14对投入的物料进行计量,统计加入活性物质的总重。启动第三给料机15,第二储料仓13中的活性物质,利用自重把活性物质输送至混料仓25中,按照配方要求利用减重法进行配料,达到配方设定重量,关停第三给料机15,第六称重模块26对加入的物料重量进行复核,至此,正负极活性物质的粉体配料结束。
25.2.导电剂粉体配料:
26.打开阀门b21,启动第三负压风机17,对第三储料仓18进行抽负压,使第三储料仓18呈负压状态,锂电池正负极材料中的导电剂,通过利用第一投料站1,通过人工解袋,投入到第一投料站1中,第一投料站1的导电剂在负压的作用下,通过管道输送至第三储料仓18中进行储存。
27.导电剂投料完毕,关闭阀门b21,关停第三负压风机17,第四称重模块22对投入的物料进行计量,统计加入导电剂的总重。启动第四给料机19,第三储料仓18中的导电剂,利用自重把导电剂输送至第二计量仓20中,按照配方要求利用第五称重模块23进行加重法计量配料,第五称重模块23对加入到第二计量仓20中的物料重量计量。达到配方设定重量,关停第四给料机19,至此,正负极导电剂的粉体计量结束。启动第五给料机24,把第二计量仓20计量好的物料利用自重把导电剂输送至混料仓25中,直至计量好的物料全部投入完毕,
关停第五给料机24,第六称重模块26对加入的物料重量进行复核。至此,正负极导电剂的粉体配料结束。
28.3.粘接剂粉体配料:
29.打开阀门a11,启动第一负压风机4,对第一储料仓5进行抽负压,使第一储料仓5呈负压状态。锂电池正负极材料中的粘接剂,通过利用第二投料站3,通过人工解袋,投入到第二投料站3中,第二投料站3的粘接剂在负压的作用下,通过管道输送至第一储料仓5中进行储存。
30.粘接投料完毕,关闭阀门a11,关停第一负压风机4,第一称重模块10对投入的物料进行计量,统计加入粘接剂的总重。启动第一给料机6,第一储料仓5中的粘接剂,利用自重把粘接剂输送至第一计量仓7中,按照配方要求利用第二称重模块9进行加重法计量配料,第二称重模块9对加入到第一计量仓7中的物料重量计量。达到配方设定重量,关停第一给料机6,至此,正负极粘接剂的粉体计量结束。启动第二给料机8,把第一计量仓7计量好的物料利用自重把粘接剂输送至打胶罐37中,直至计量好的物料全部投入完毕,关停第二给料机8,第二称重模块9对加入的物料重量进行复核。至此,正负极粘接剂的粉体投料结束。
31.4.导电剂或sbr液体配料:
32.打开阀门h46,打开阀门c30,启动泵a31,把导电剂或sbr储罐28中的正极导电剂或负极sbr浆料,通过泵a31和管道输送至第一循环罐53中,通过第七称重模块29对导电剂或sbr储罐28中输送的浆料,按照配方要求进行减法计量,达到配方设定重量,关闭阀门h46,关停泵a31,关闭阀门c30,至此,导电剂或sbr液体配料结束。
33.5.溶剂液体配料:
34.打开阀门i47,打开阀门d34,启动泵b35,把溶剂储罐33中的正极nmp或负极去离子水溶剂,通过泵b35和管道输送至第一循环罐53中,通过质量流量计36对溶剂储罐33中的正极nmp或负极去离子水溶剂,按照配方要求进行质量计量,达到配方设定重量,关闭阀门i47,关停泵b35,关闭阀门d34,第八称重模块32对溶剂储罐33中的正极nmp或负极去离子水溶剂重量进行计量及盘点。至此,溶剂储罐33中的正极nmp或负极去离子水溶剂液体配料结束。
35.6.打胶、储胶及胶液配料:
36.打开阀门f41,打开阀门d34,启动泵b35,把溶剂储罐33中的正极nmp或负极去离子水溶剂,通过泵b35和管道输送至打胶罐37中,通过质量流量计36对溶剂储罐33中的正极nmp或负极去离子水溶剂,按照配方要求进行质量计量,达到配方设定重量,关闭阀门f41,关停泵b35,关闭阀门d34,第八称重模块32对溶剂储罐33中的正极nmp或负极去离子水溶剂重量进行计量及盘点,第九称重模块38对投入至打胶罐37中的溶剂重量进行复核。至此,溶剂储罐33中的正极nmp或负极去离子水溶剂液体配料至打胶罐37中结束。
37.启动第二给料机8,把第一计量仓7计量好的物料利用自重把粘接剂输送至打胶罐37中,直至计量好的物料全部投入完毕,关停第二给料机8,第二称重模块9对加入的物料重量进行复核。第九称重模块38对投入至打胶罐37中的粘接剂粉体重量进行复核。至此,正负极粘接剂的粉体投料结束。
38.按照配方要求投入的溶剂和粘接剂粉体在打胶罐37中进行打胶。打开阀门e39,打好的胶液通过泵c40和管道,泵送至储胶罐45中,第九称重模块38对打胶罐37中的胶液重量
进行统计,直至打胶罐37中的胶液全部清空。第十称重模块42对储胶罐45中的胶液进行计量复核统计。
39.打开阀门j48,打开阀门g43,启动泵d44,把储胶罐45的胶液,通过泵d44和管道输送至第一循环罐53中,通过第十称重模块42对储胶罐45中的胶液,按照配方要求进行减法计量,达到配方设定重量,关闭阀门j48,关停泵d44,关闭阀门g43,第十一称重模块50对第一循环罐53中的胶液重量进行计量及盘点。至此,储胶罐45中的胶液液体配料结束。
40.步骤2:预混合,将多种配料后的粉体进行混合,得到混合粉体,将多种配料后的液体进行混合,得到混合液体,具体的:
41.粉体混合,启动混料仓25中的混合电机,在混合电机的驱动下带动混料仓25中混合装置,例如搅拌轴、混合螺带等对通过活性物质粉体配料工艺和导电剂粉体配料工艺加入到混料仓25中的导电剂和活性物质在混料仓25中进行粉体的混合。达到工艺的混合时间,启动第六给料机27把混合后的粉体物料输送至匀浆机64。至此,粉体的干混结束。
42.液体的混合,通过导电剂或sbr液体配料工艺、溶剂液体配料工艺和胶液配料工艺把正极pvdf胶液、液体导电剂、正极nmp溶剂配料至第一循环罐53中,把负极cmc胶液、sbr浆料、负极去离子水溶剂配料至第一循环罐53中。正极液体浆料或者负极液体浆料在第一循环罐53中进行液体的混合。
43.步骤3:粉液混合,将所述混合粉体逐渐加入到所述混合液体中,直至所述混合粉体加入完毕,得到预混液,具体的:
44.打开阀门l51,启动泵e62,把第一循环罐53中混合好液体浆料通过泵e62和管道输送至匀浆机64中进料口,打开阀门k49,液体浆料通过匀浆机64转子在匀浆机64的作用下把液体浆料通过匀浆机64的出口输送至第一循环罐53中。液体浆料通过泵e62,连续在第一循环罐53和匀浆机64之间进行往复单罐循环。启动第六给料机27把混合后的粉体物料输送至匀浆机64。粉体物料在匀浆机64跟匀浆机64中往复单罐循环的液体物料进行高速匀浆及混合。随着混料仓25中的粉体逐步加入至匀浆机64中,第一循环罐53中混合好的粉体和液体混合物的固含量将逐步提高,直至粉体物料全部加入完毕,达到配方要求。至此,粉液预混阶段结束。
45.步骤4:匀浆,将所述预混液经过匀浆机在至少两个容器内转移,得到成品浆料,具体的:
46.打开阀门l51,启动泵e62,把第一循环罐53中预混好浆料通过泵e62和管道输送至匀浆机64中进料口,打开阀门n55,浆料通过匀浆机64转子在匀浆机64的作用下把浆料通过匀浆机64的出口输送至第二循环罐59中。通过泵e62,把第一循环罐53的浆料通过匀浆机64高速匀浆后,输送至第二循环罐59中,第十一称重模块50对第一循环罐53的浆料进行重量计量,直至第一循环罐53中浆料全部转移至第二循环罐59中。第十二称重模块54对第一循环罐53转移到第二循环罐59中的浆料进行重量复核。至此,从第一循环罐53中物料经过匀浆机64高速匀浆后,全部输送至第二循环罐59中的倒缸循环结束。在第一循环罐53转移到第二循环罐59的过程中第一循环罐53和第二循环罐59同步对罐中的浆料进行混合分散。
47.打开阀门r60,启动泵e62,把第二循环罐59中预混好浆料通过泵e62和管道输送至匀浆机64中进料口,打开阀门k49,浆料通过匀浆机64转子在匀浆机64的作用下把浆料通过匀浆机64的出口输送至第一循环罐53中。通过泵e62,把第二循环罐59的浆料通过匀浆机64
高速匀浆后,输送至第一循环罐53中,第十二称重模块54对第二循环罐59的浆料进行重量计量,直至第二循环罐59中浆料全部转移至第一循环罐53中。第十一称重模块50对第二循环罐59转移到第一循环罐53中的浆料进行重量复核。至此,从第二循环罐59中物料匀浆机64高速匀浆后,全部输送至第一循环罐53中的倒缸循环结束。
48.第一循环罐53和第二循环罐59的浆料通过泵e62在匀浆机64的作用在第一循环罐53和第二循环罐59之间进行往复循环的第一循环罐53和第二循环罐59双罐循环高速匀浆。直至达到配方匀浆工艺次数要求,第一循环罐53和第二循环罐59往复高速匀浆结束。
49.还包括步骤5:成品转存,将成品浆料输送至成品罐中,并对成品浆料在真空下脱泡。
50.根据第十一称重模块50和第十二称重模块54来检测第一循环罐53和第二循环罐59中的物料重量信息,来判断最终的成品物料在第一循环罐53还是第二循环罐59中,从而选择打开阀门m52还是阀门s61。打开阀门t66,启动泵f63把第一循环罐53和第二循环罐59中的物料输送至成品罐67中,根据第十一称重模块50和第十二称重模块54来检测第一循环罐53和第二循环罐59中的物料重量信息,直至第一循环罐53和第二循环罐59中的物料全部转移至成品罐67中。第十三称重模块65对泵f63把第一循环罐53和第二循环罐59中输送过来的物料进行复核。至此,成品转存,成品浆料可以在真空条件下进行脱泡,为后道涂布工序提供高质量的浆料。
51.一种锂电池正负极材料制浆系统,用于实现如上述所述的锂电池正负极材料投资工艺,包括储料仓、称量器、混合仓、储液罐、第一循环罐、第二循环罐与匀浆机,所述储料仓与所述储液罐的数量均有多个,所述称量器可用于称量所述储料仓与所述储液罐内物料的重量,所有的所述储料仓均连接于所述混合仓,所有的所述储液罐均连接于所述第一循环罐,所述混合仓、所述第一循环罐、所述第二循环罐均与所述匀浆机连接。
52.不同的粉体可储存到不同的储料仓内,不同的液体则可储存到不同的储液罐内,在实际应用中,称量器可具有一个或多个,亦即指上述的称重模块,以对储料仓或储料罐内的物料进行称重,储料仓内配料后的粉体可输送至混合仓内进行混合,储液罐内配料后的液体可输送至第一循环罐内进行混合,然后再由混合仓向匀浆机供入混合粉体,第一循环罐向匀浆机供入混合液体,由匀浆机混合后再输回第一循环罐,最后再将预混液经过匀浆机在第一循环罐与第二循环罐之间进行往复匀浆,得出成品浆料。以上对本发明的较佳实施方式进行了具体说明,但本发明创造并不限于所述实施例,熟悉本领域的技术人员在不违背本发明精神的前提下还可作出种种的等同变型或替换,这些等同的变型或替换均包含在本技术权利要求所限定的范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1