一种预制焊片加工装置的制作方法
1.本发明属于焊片加工技术领域,具体涉及一种预制焊片加工装置。
背景技术:
2.预制焊片有各种形状,例如方形、矩形、垫圈形和圆盘形。预制焊片可选合金种类极多,其液相线从47℃至1063℃不等。合金多样,比如含铟、含金、无铅、易熔或标准的锡铅合金。
3.目前圆盘形预制焊片在加工时,需要喷涂助焊剂,喷涂时就需要使用到喷涂加工装置。
4.但是目前喷涂装置存在一些问题:
5.1、焊片在喷涂时是进行单面喷涂,喷涂效率较低;
6.2、喷涂完成后不方便进行下料;
7.针对上述问题,我们提出了一种预制焊片加工装置。
技术实现要素:
8.本发明的目的是:旨在提供一种预制焊片加工装置,用于解决背景技术中存在的问题。
9.为实现上述技术目的,本发明采用的技术方案如下:
10.一种预制焊片加工装置,包括横向设置的圆筒,所述圆筒前后两端均固接有封板,两个所述封板的圆心处均通过转轴转动连接有同一个翻板,所述转轴位于翻板侧面中部,所述翻板上端开设有若干个左右贯穿设置的条形槽,所述条形槽底部开设有若干通孔;
11.所述翻板的右侧下部设有叶轮盒,所述叶轮盒内转动连接有转杆,所述转杆侧面设有若干个位于叶轮盒内的扇叶,所述叶轮盒下侧连接有与叶轮盒内部连通的横管,所述横管与转杆垂直,所述横管的右端连接有进气管,所述进气管贯穿圆筒并与圆筒固定连接,所述进气管连接有热风机;
12.所述叶轮盒一侧设有与圆筒固接的减速器,所述转杆一端与减速器的输入端连接,所述减速器的输出端连接有圆板,所述圆板一侧边缘处转动连接有连杆,所述连杆上端铰接有与翻板固定连接的铰接座,所述翻板下端右侧设有配重块;
13.所述翻板上侧设有喷涂管架,所述喷涂管架连接有若干个朝向下侧的雾化喷头,所述喷涂管架连接有贯穿封板并与其固定连接的混合管,所述混合管通过进液管连接有控制阀,所述控制阀上端与助焊剂泵连接,所述混合管与横管的左端之间连接有出气管;
14.所述圆筒右侧设有与翻板相匹配的出料口,所述出料口装配有弧形封板,所述圆筒左侧开设有与若干个条形槽一一对应的通槽,所述通槽位于转轴上侧。
15.所述圆筒左侧固接有l形板,所述l形板上端开设有若干个与通槽一一对应的l形槽,使用者可将圆盘形焊片投入l形槽内,让圆盘形焊片在重力作用下通过l形槽滑入通槽内,这样方便使用者在整个装置的上侧进行上料。
16.所述l形板的前端开设有贯穿l形板后端的圆槽,所述圆槽内插接有挡杆,当挡杆插接在圆槽内时,挡杆能够将l形板截断,使圆盘形焊片不能完全通过l形槽,这样装置若正在进行喷涂作业,使用者则可在l形槽内提前插入好多个圆盘形焊片,使圆盘形焊片暂存在l形槽内,在进行下一批喷涂作业时,将挡杆拉出,此时提前插入的多个圆盘形焊片便能在重力作用下顺着l形槽快速装配到条形槽内,这样便能提升上料效率,使装置能够快速进行下一次喷涂作业。
17.所述弧形封板上下端均设有插板,所述出料口的上下侧均设有与插板相匹配的插槽,所述弧形封板通过两个插板插接在出料口的两个插槽内,这样便能将弧形封板装配在出料口上。
18.所述弧形封板外侧设有u形把手,u形把手的设置方便使用者取拿弧形封板。
19.所述封板连接有与圆筒内部相通的排气管,所述排气管位于翻板的下侧,所述排气管的另一端依次连接有抽风机和废气处理器,抽风机工作时能将圆筒内的气体向外抽排,使圆筒内的废气能够排出,废气处理器能够对废气进行无害化处理。
20.所述条形槽的槽口做倒角处理,这样能够对圆盘形焊片起到导向作用,使圆盘形焊片能够顺畅的进入到条形槽内。
21.所述圆筒下侧固定连接有支撑架,支撑架用于支撑整个装置。
22.本发明提供一种预制焊片加工装置,该加工装置用于对圆盘形焊片进行喷涂加工处理,喷涂过程是双面同时进行喷涂,喷涂效率较高,另外在喷涂完成后能够方便进行下料。
附图说明
23.本发明可以通过附图给出的非限定性实施例进一步说明。
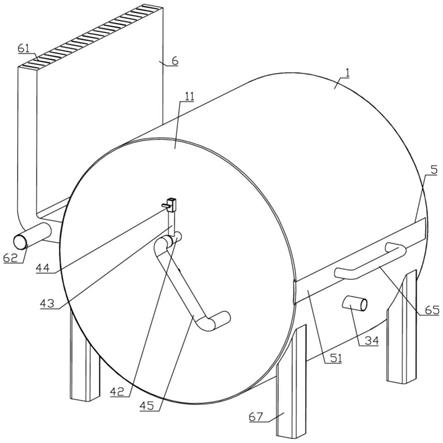
24.图1为本发明一种预制焊片加工装置实施例的结构示意图;
25.图2为本发明实施例的剖面结构示意图;
26.图3为图2中a处的结构放大示意图;
27.图4为本发明实施例的局部剖面结构示意图;
28.图5为本发明实施例的局部结构示意图。
29.主要元件符号说明如下:
30.圆筒1、封板11、翻板2、条形槽21、通孔22、叶轮盒3、转杆31、扇叶32、横管33、进气管34、减速器341、圆板35、连杆36、铰接座37、配重块38、喷涂管架4、雾化喷头41、混合管42、进液管43、控制阀44、出气管45、出料口5、弧形封板51、通槽52、l形板6、l形槽61、圆槽611、挡杆62、插板63、插槽64、u形把手65、排气管66、支撑架67。
具体实施方式
31.为了使本领域的技术人员可以更好地理解本发明,下面结合附图和实施例对本发明技术方案进一步说明。
32.如图1-5所示,本发明的一种预制焊片加工装置,包括横向设置的圆筒1,圆筒1前后两端均固接有封板11,两个封板11的圆心处均通过转轴转动连接有同一个翻板2,转轴位于翻板2侧面中部,翻板2上端开设有若干个左右贯穿设置的条形槽21,条形槽21底部开设
有若干通孔22;
33.翻板2的右侧下部设有叶轮盒3,叶轮盒3内转动连接有转杆31,转杆31侧面设有若干个位于叶轮盒3内的扇叶32,叶轮盒3下侧连接有与叶轮盒3内部连通的横管33,横管33与转杆31垂直,横管33的右端连接有进气管34,进气管34贯穿圆筒1并与圆筒1固定连接,进气管34连接有热风机;
34.叶轮盒3一侧设有与圆筒1固接的减速器341,转杆31一端与减速器341的输入端连接,减速器341的输出端连接有圆板35,圆板35一侧边缘处转动连接有连杆36,连杆36上端铰接有与翻板2固定连接的铰接座37,翻板2下端右侧设有配重块38;
35.翻板2上侧设有喷涂管架4,喷涂管架4连接有若干个朝向下侧的雾化喷头41,喷涂管架4连接有贯穿封板11并与其固定连接的混合管42,混合管42通过进液管43连接有控制阀44,控制阀44上端与助焊剂泵连接,混合管42与横管33的左端之间连接有出气管45;
36.圆筒1右侧设有与翻板2相匹配的出料口5,出料口5装配有弧形封板51,圆筒1左侧开设有与若干个条形槽21一一对应的通槽52,通槽52位于转轴上侧。
37.条形槽21的宽度根据实际使用情况来进行设置,略大于圆盘形焊片的宽度即可;通孔22的设置使得翻板2上下侧的空气能够相互流通;
38.初始状态下,热风机不工作,叶轮盒3内没有空气流通,此时扇叶32和转杆31不转动,由于翻板2的右侧下部连接有铰接座37和连杆36,同时还设有配重块38,所以翻板2右侧的重力会大于左侧的重力,因此翻板2在自然状态下会翻转为向右下倾斜的状态,此时条形槽21的左侧会翘起与通槽52对齐;
39.使用时,将需要喷涂的圆盘形焊片插入通槽52内,插入通槽52内的圆盘形焊片会被导入条形槽21内,进入条形槽21内的圆盘形焊片会被条形槽21的前后壁限制为竖直状态,由于条形槽21处于倾斜状态,因此圆盘形焊片会在重力作用下向右侧滚动,直至与弧形封板51抵接,重复上述操作向条形槽21装入更多的圆盘形焊片,条形槽21内不要将圆盘形焊片装满,需留出一定的长度,使圆盘形焊片能够在条形槽21内左右滚动为宜;
40.所有条形槽21内均装配好圆盘形焊片后,启动热风机,让热风机向横管33内泵入热风,进入叶轮盒3内的热风将通过横管33左端导入到出气管45内,出气管45再将热风导入到混合管42内,在由混合管42将其导入到喷涂管架4内,最后由各个雾化喷头41喷出,在热风从雾化喷头41喷出后,将控制阀44打开,同时启动助焊剂泵,使助焊剂通过进液管43注入到混合管42中,让其与热风在混合管42内混合,混合后再通过各个雾化喷头41以雾气形态喷出,这样便能对各个圆盘形焊片进行喷涂,由于圆盘形焊片是保持竖立状态,因此阻燃剂雾气能够直接与圆盘形焊片的两侧进行接触,这样能够直接对圆盘形焊片的两侧进行喷涂,相比传统的一侧喷涂能够大幅提升喷涂效率;
41.热风在经过叶轮盒3时会吹动扇叶32,使其带动转杆31进行转动,转杆31的旋转运动经过减速器341减速增距后会带动圆板35进行转动,圆板35在进行转动时会通过连杆36配合铰接座37带动翻板2的右侧循环的进行上下运动,又由于翻板2的前后两端均通过转轴与封板11转动连接,因此翻板2会以转轴为转动中心循环进行上下翻转运动,这样翻板2就能按一定频率循环改变倾斜方向,如向左下侧倾斜或者向右下侧倾斜,在此过程中圆盘形焊片会在条形槽21内不断进行左右滚动,这样圆盘形焊片的各个部位均能被喷涂上助焊剂,进而提升喷涂效果;
42.待圆盘形焊片喷涂好助焊剂后,关停助焊剂泵,同时关闭控制阀44,此时雾化喷头41喷出的只有热风,这样热风就能对圆盘形焊片表面的助焊剂进行烘干;
43.待圆盘形焊片完成烘干后,关停热风机,此时扇叶32便不再被热风驱动,翻板2便在配重块38和铰接座37的重力作用下转为向右下倾斜的状态,此时最右侧的圆盘形焊片便会抵接在弧形封板51上,此时使用者将弧形封板51取下,圆盘形焊片便能沿着条形槽21的倾斜方向从出料口5滑出,这样便能进行下料,整个下料过程简单方便,只需取下弧形封板51即可。
44.圆筒1左侧固接有l形板6,l形板6上端开设有若干个与通槽52一一对应的l形槽61,使用者可将圆盘形焊片投入l形槽61内,让圆盘形焊片在重力作用下通过l形槽61滑入通槽52内,这样方便使用者在整个装置的上侧进行上料。
45.l形板6的前端开设有贯穿l形板6后端的圆槽611,圆槽611内插接有挡杆62,当挡杆62插接在圆槽611内时,挡杆62能够将l形板6截断,使圆盘形焊片不能完全通过l形槽61,这样装置若正在进行喷涂作业,使用者则可在l形槽61内提前插入好多个圆盘形焊片,使圆盘形焊片暂存在l形槽61内,在进行下一批喷涂作业时,将挡杆62拉出,此时提前插入的多个圆盘形焊片便能在重力作用下顺着l形槽61快速装配到条形槽21内,这样便能提升上料效率,使装置能够快速进行下一次喷涂作业。
46.弧形封板51上下端均设有插板63,出料口5的上下侧均设有与插板63相匹配的插槽64,弧形封板51通过两个插板63插接在出料口5的两个插槽64内,这样便能将弧形封板51装配在出料口5上。
47.弧形封板51外侧设有u形把手65,u形把手65的设置方便使用者取拿弧形封板51。
48.封板11连接有与圆筒1内部相通的排气管66,排气管66位于翻板2的下侧,排气管66的另一端依次连接有抽风机和废气处理器,抽风机工作时能将圆筒1内的气体向外抽排,使圆筒1内的废气能够排出,废气处理器能够对废气进行无害化处理。
49.条形槽21的槽口做倒角处理,这样能够对圆盘形焊片起到导向作用,使圆盘形焊片能够顺畅的进入到条形槽21内。
50.圆筒1下侧固定连接有支撑架67,支撑架67用于支撑整个装置。
51.上述实施例仅示例性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1