一种离心分离管及其制造方法与用途与流程
1.本发明涉及生物医药与医疗器械技术领域,具体涉及一种离心分离管及其制造方法与用途。
背景技术:
2.富血小板血浆(platelet-rich plasma,prp)中富含生长因子、细胞因子和抗菌肽等多种生物活性物质,具有促进细胞增殖、分化、基质合成、组织再生与修复等作用,在再生医学中扮演着重要角色。prp的制备方法较多,目前并无统一标准,文献《自体富血小板血浆制备技术专家共识》(单桂秋等)中介绍了如下几种较成熟方法:(1)成分血单采机采集制备prp,(2)血袋采集制备prp,(3)prp专用分离套装制备prp,(4)试管法手工采集全血制备prp。
3.其中,第三种方法采用的是专用于prp制备而设计的一整套制备耗材,配备离心机,其特点在于:在全封闭或半封闭状态下采集prp,制品的安全性相对较高;血小板浓度能≥4倍患者血小板基础浓度。基于血液本身的特性,该方法多采用二次梯度离心法进行分离作业:第一次离心可将血液分为3层,最底端的部分为约占血液总体积分数55%的红细胞,顶端部分为约占总体积分数40%的贫血小板血浆(platelet-poor plasma,ppp),主要是纤维蛋白原等血浆成分,中间层为仅占总体积分数5%的血小板浓缩物(platelet concentrate,pc),即俗称的黄衣层或白膜层;吸取贫血小板血浆、血小板浓缩物以及少量红细胞后,进行第二次离心即可得到上层的贫血小板血浆及下层的富富血小板血浆。上述二次血液离心分离方法的主要缺陷是,两次离心操作各需要一套离心管作为制备耗材,成本高,产生的医废多,而且移液过程较麻烦,更严重的是增大了污染风险。
4.专利文献(cn203609925u,密闭式血小板浓缩器)公开了一种密闭式血小板浓缩器,通过巧妙的设计,使两次离心在一套耗材内完成,但明显的,其结构较复杂,耗材成本较高。
技术实现要素:
5.为了克服上述密闭式血小板浓缩器的缺陷,本发明提供了一种离心分离管及其制造方法与用途。
6.本发明采用的技术方案如下:一种多相离心分离管,包括外管身、中心取液管及底盖,所述外管身分为依次连通的上仓体、喉仓及下仓体,所述喉仓的内径小于所述上仓体与所述下仓体的内径;所述上仓体的顶部封闭,并设注入口、通气口及抽吸口,所述下仓体的底端敞口,并与所述底盖密封配合,所述底盖相对于所述下仓体轴向位置可调;所述中心取液管的下端为取液管口,位于所述喉仓内,上端与所述上仓体一体固定,并与所述抽吸口连通。
7.优选的:所述底盖为旋盖、并通过螺纹与所述下仓体连接,所述下仓体与所述底盖之间设底密封圈;所述密封圈的截面为哑铃状。
8.优选的:所述喉仓上设有对准所述取液管口、用于光电检测的视窗。
9.优选的:所述取液管口与所述喉仓的内壁贴合。
10.优选的:所述注入口设有橡胶塞,所述通气口设有阻菌膜,所述抽吸口处设有隔膜。
11.优选的:所述注入口与所述通气口设置在所述上仓体的周向壁的顶部,所述抽吸口设置在所述上仓体的顶壁。
12.优选的:所述上仓体上还设置顶旋盖,所述顶旋盖对应所述注入口与所述通气口分别设有注入外口与通气外孔,所述注入外口中设橡胶外塞,所述通气外孔中设阻菌外膜;所述顶旋盖的端壁与所述抽吸口的外管壁之间设有二号密封件,所述顶旋盖的周向壁与所述上仓体的外周壁之间设有三号密封件。
13.优选的:所述注入口与所述通气口以鲁尔接头的形式水平布置在上仓体的顶壁边缘。
14.优选的:所述的多相离心分离管,用于一次离心制备富血小板血浆。
15.一种多相离心分离管的制造方法,步骤如下:步骤1. 一体注塑上下贯通的外管身,包括上仓体、喉仓及下仓体;步骤2. 将中心取液管的上端超声波焊接或胶接在上仓体的顶壁上的抽吸口上,下端超声波焊接或胶接在喉仓的内壁上;步骤3. 将上仓体的顶壁与外管身焊接或胶接为一体;步骤4. 为上仓体上的注入口、通气口分别装配橡胶塞、阻菌膜,为下仓体装配底盖。
16.本发明具有如下有益效果:1. 本发明的离心分离管可应用于液体的离心分离,其重点在于设置了中心取液管,能优先吸取中间层产品,当中间层为所需产品时,能明显优化离心分离工艺,简化操作;2. 本发明应用在离心制备富血小板血浆中,能直接吸取中间层的血小板浓缩物,再定量吸取贫血小板血浆,省略了分离红细胞及中间移液的过程,从而缩短操作时间,降低污染风险,与现有富血小板血浆制备方法与装置相比,优势明显。
附图说明
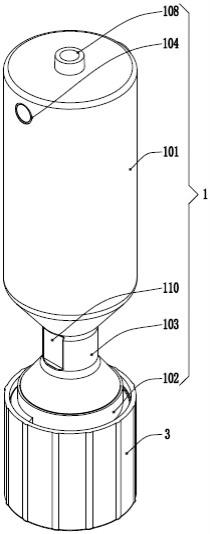
17.图1是本发明第一个实施例中离心管耗材的立体示意图。
18.图2是本发明第一个实施例中离心管耗材的正视示意图。
19.图3是本发明第一个实施例中离心管耗材a-a向剖视图。
20.图4是本发明第一个实施例中离心管耗材b-b向剖视图。
21.图5是本发明第一个实施例中离心管耗材中c处放大图。
22.图6是本发明第二个实施例中离心管耗材的立体示意图。
23.图7是本发明第二个实施例中离心管耗材的正视示意图。
24.图8是本发明第二个实施例中离心管耗材d-d向剖视图。
25.图9是本发明第二个实施例中离心管耗材e处放大图。
26.图10是本发明第三个实施例中离心管耗材的立体示意图。
27.外管身1,上仓体101,下仓体102,喉仓103,注入口104,通气口105,橡胶塞106,阻
菌膜107,抽吸口108,隔膜109,视窗110;中心取液管2,取液管口201;底盖3;底密封圈4;顶旋盖5,注入外口501,通气外孔502,橡胶外塞503,阻菌外膜504;二号密封件6;三号密封件7。
具体实施方式
28.下面以本发明在富血小板血浆的一次离心制备中的应用作为实施例,结合附图,以对本发明作进一步说明。
29.实施例一如图1~5所示,本实施例的离心管耗材具有一外管身1,其内设置专门的中心取液管2,且保证中心取液管2的取液管口201位置精准的对准以血小板浓缩物与红细胞的分界面为基准的指定位置。但由于血液源个体间存在差异,不同来源的血液中,各成分的比例各不相同,因此难以保证每份全血离心后,中心取液管2的取液管口201相对于血小板浓缩物与红细胞的分界面处于指定位置。此处有两种解决思路,一是中心取液管2为活动管,管口位置可调,二是外管身1的容积可调,即成分血的分界面的位置可调。由于第一种方案比较难实现,本实施例采用的是第二种方案。
30.具体的,如图1~5所示,离心管耗材的外管身1的设计规格一般在5~100ml范围内,通常为10ml、15ml、30ml、40ml、60ml,直径在10~50mm。分为上仓体101与下仓体102,上仓体101与下仓体102之间通过喉仓103连通为一体。外管身1内置有中心取液管2,中心取液管2的下端为取液管口201,位于喉仓103内,中心取液管2的上端与上仓体101的顶壁焊接或胶接固定,并与顶壁上的抽吸口108连通。下仓体102的下方为敞口,配有螺纹连接的底盖3,底盖3与下仓体102之间设有的底密封圈4。通过旋盖3的旋转即可调节外管身1的容积,也就是调节血小板浓缩物与红细胞的分界面的位置。
31.如图1~5所示,上仓体101的周壁顶部设有注入口104与通气口105。注入口104设有橡胶塞106,橡胶塞106通过压环扣紧,压环采用超声波焊接或胶粘与上仓体101固定为一体。通气口105中设置有阻菌膜107,使通气口105起到阻菌通气作用。抽吸口108处设有隔膜109,为一起注塑而成。橡胶塞106、隔膜109及阻菌膜107分别起到密闭、阻菌作用。橡胶塞106在注入全血时可由针头刺入,离心时仍能保持密封,而隔膜109则在抽吸前保持密封,抽吸富血小板血浆时则一次性破坏。
32.如图3~4所示,中心取液管2下端的取液管口201,与喉仓103的内壁贴合,此结构利用液体的内聚性和吸附性,能提高抽吸效果,避免血小板浓缩物残留在外管身1中。
33.如图5所示,底盖3与下仓体102之间的底密封圈4为哑铃状的截面,具有较大的密封面积。此种密封结构具有两个优点,一是提供好的密封性能,避免泄漏和污染,二是保持一定的摩擦力,底盖3不能轻易旋转,使外管身1的容积稳定,保证装置的稳定性与可靠性。
34.如图1所示,底盖3的周向壁具有多个平面,方便实现机械夹紧后实现自动旋转动作。相应的,如图1所示,喉仓103上设有对应取液管口201的视窗110,光电传感器通过视窗110进行检测,利用透光性识别下层的红细胞,从而分辨出血小板浓缩物与红细胞的分界面,进而控制机械装置带动底盖3,完成液面的调节,使该分界面与中心取液管2下端的取液管口201处于特定的位置。喉仓103的内径一般为上仓体101与下仓体102内径的1/3,使得血小板浓缩物能显示较高的高度,便于检测与操作。
35.另外,离心管耗材采用注塑加超声波焊接/粘接的工艺进行制造,具有工艺简单可靠的优点。材料为医用级透明材料,具体为abs,加工工艺如下:步骤1. 注塑:一体注塑上下贯通的外管身1,包括上仓体101、喉仓103及下仓体102。
36.注塑前,先核对abs料品种、规格及牌号,观测abs料,要求色泽均匀无异物。打开注塑机,将温度升至额定值,ⅰ区温度225
±
15℃,ⅱ区温度220
±
15℃,ⅲ区温度220
±
15℃,ⅳ区温度215
±
15℃,
ⅴ
区温度220
±
15℃。调整注塑机工艺参数,温度达到后再恒温15min。手动注射头料,观察料充分溶化,调整注射+保压时间7
±
2s,冷却时间13
±
3s,开始手动闭模,锁模压力5
±
2mpa,注塑2~3模,产品合格后,连续正常生产,注塑压力7
±
2mpa。
37.检验外观,无气泡、无飞边现象,插口内径和压入直径尺寸检验按检验卡要求,检测合格后入中间库。
38.步骤2. 将中心取液管2的上端超声波焊接在上仓体101的顶壁上的抽吸口108上,下端超声波焊接在喉仓103的内壁上。
39.步骤3. 将上仓体101的顶壁与外管身1焊接或胶接为一体。
40.步骤4. 为上仓体101上的注入口104、通气口105分别装配橡胶塞106、阻菌膜107,为下仓体102装配底盖3。
41.实施例一应用在富血小板血浆的一次离心制备方法中,用以制备高倍基线(浓缩倍率5~9倍)的富血小板血浆。
42.具体步骤如下:步骤1. 将混有抗凝剂的全血注入离心管耗材,置于离心机上进行离心分离,全血在离心管耗材内分为三层,上层为贫血小板血浆,中层为血小板浓缩物,下层为红细胞。
43.具体的,实施例二中离心管耗材的额定容积为30ml,内径10mm,全血的体积也为30ml。抗凝剂采用枸櫞酸钠粉剂,每毫升血加3~5mg。离心机为可从商业途径获得的离心设备,离心参数为900g条件下离心9min。另外,实施例中的全血样品为冷藏样品,因此血小板的浓度偏低。
44.步骤2. 抽取中层的血小板浓缩物,上层的贫血小板血浆沉降。
45.步骤2.1. 光电传感器通过视窗110进行检测,利用透光性识别下层的红细胞,分辨出血小板浓缩物与红细胞的分界面,自动调节血小板浓缩物与红细胞的分界面在离心管耗材内的竖直位置,使中心取液管的取液管口处于分界面上方的1~2mm处。
46.特别的,可根据临床或科研的需求调整血小板浓缩物与红细胞的分界面的位置。在某些场合,允许富血小板血浆中含一定量的红细胞,此时中心取液管的取液管口可处于分界面下方的1mm左右处。
47.步骤2.2. 利用活塞式抽吸装置经中心取液管2抽取血小板浓缩物,至中心取液管的取液管口接触上层的贫血小板血浆为止,同样由光电传感器实现自动控制。
48.步骤2.3. 通过活塞式抽吸装置来测量所抽取的血小板浓缩物的体积v1。活塞式抽吸装置采用步进电机控制,步进电机旋转一周抽吸装置抽吸0.1ml,因此通过步进电机的转角能准确测量所抽取的血小板浓缩物的体积v1。此处,v1约1.5ml。
49.步骤3. 继续抽取部分或全部的沉降后的贫血小板血浆,即可制得富血小板血浆。
50.步骤3.1. 根据所抽取的血小板浓缩物的体积v1,来确定需要抽取的贫血小板血
浆的体积v2,v2=nv1,n为v2与v1的比例关系系数。
51.根据经验,制备高倍基线(浓缩倍率5~9倍)富血小板血浆, n一般取1.0~3.0;制备低倍基线(浓缩倍率2.5~3倍)富血小板血浆, n一般取5.0~7.0。针对不同的血液源,n值也可由多次试验获得。此处取n=1.2(1.0~3.0范围内),即v2为1.8ml。
52.步骤3.2. 继续利用抽吸装置抽取贫血小板血浆1.8ml,即直接获得富血小板血浆约3.0ml。
53.经测定,分离前全血中血小板浓度为31x109/l,所获得富血小板血浆中血小板浓度为247x109/l,即所制备富血小板血浆的浓缩倍率为7.97倍。
54.由上述分析可知,本实施例具有如下优点:1. 与传统的一次离心法相比,制备得到的prp浓度及纯度更高,而且各成分的抽取更方便;2. 与二次离心法相比更加方便快捷,省去了二次离心法的中间移液过程,缩短了操作时间,降低了污染风险;3. 采用特制的离心管耗材,实现了先吸净血小板浓缩物,再吸取贫血小板血浆,直接获得富血小板血浆,从而更好的满足科研或临床的要求;4. 离心管耗材结构相对简单,零部件少,降低了prp制备的成本,另外,产生的医废也更少。
55.实施例二如图6~9所示,本实施例与实施例一基本相同,其区别在于离心管耗材的结构。具体的,外管身1的上仓体101上还设置有额外的顶旋盖5,顶旋盖5的周向壁对应上仓体101上的注入口104与通气口105分别设有注入外口501与通气外孔502,同样的,注入外口501中设橡胶外塞503,通气外孔502中设阻菌外膜504。另外,顶旋盖5的端盖与中心取液管2的上端之间设有二号密封件6,顶旋盖5的周向壁与上仓体101的外周壁之间设有三号密封件7。
56.本实施例的顶旋盖5与上仓体101通过卡扣的方式连接,轴向固定,周向可旋转,因此顶旋盖5具有两种位置:第一种位置是注入外口501与注入口104对齐,用于注入操作,第二种位置是注入外口501与注入口104错开,用于离心或抽取操作。
57.本实施例的优点在于离心管耗材具有双层的阻菌及保护功能,操作过程中安全性与可靠性更高。
58.实施例二中离心管耗材的材料采用的是pc,离心管耗材的加工工艺与实施例一基本相同,由于原材料不同,因此注塑工艺也存在区别。注塑前需要预烘料:pc料粒置于800风量除湿机内进行除湿、干燥处理。除湿部分:除湿风温度80
±
10℃,再生温度:180
±
10℃,料斗1温度:75
±
10℃,料斗2温度120
±
10℃。注塑前提前开启模温机进行预热模具。开启注塑机,温度升至预定值后保温10min以上,空注出头料后,试注若干模观察注塑件外观,符合要求后真是生产。模温机温度设定为60
±
20℃。注塑参数为:ⅰ区至ⅲ区温度分别为310
±
15℃、305
±
15℃、300
±
15℃;锁模压力:6
±
2mpa;注射压力9
±
1mpa;注射时间3
±
2s,保压时间2
±
1s,冷却时间14
±
2s。
59.实施例三如图10所示,本实施例与实施例一基本相同,其区别也在于离心管耗材的外管身1结构。具体的,注入口104与通气口105以鲁尔接头的形式水平布置在上仓体101的端盖上。
本实施例的优点在于组装方便,方便与成套设备配合使用。
60.显然,本发明的上述实施例仅仅是为了说明本发明所作的举例,而并非对本发明的实施方式的限定。其他由本发明的实质精神所引申出的显而易见的变化或变动仍属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1