一种涂胶自动控制系统的制作方法
1.本发明涉及自动控制技术领域,具体涉及一种涂胶自动控制系统。
背景技术:
2.现有涂胶系统中的胶水由物料桶直接计量供给到胶头时,往往因为胶路压损、胶管随着机器人运动,引起供胶的压力产生波动,进而造成胶头供胶不精确,胶条发泡不良。再者因通讯方式、plc算法、机器人轨迹控制与胶水控制的相互配合等问题,涂胶速度受到局限;当涂胶速度过快时,胶条接头不稳定,在接头处会出现断胶或者堆胶等问题,导致产品不良率上升。
技术实现要素:
3.针对上述问题,本发明提出一种涂胶自动控制系统,实现对三维多变的涂胶需求进行高速涂胶的同时还能够使胶条在起始的封闭接头处平滑衔接,做到精准稳定,能够对不同类型产品进行全自动连续生产。
4.为实现上述目的,本技术提出一种涂胶自动控制系统,包括原料供胶系统、供胶计量系统、六轴机器人和plc工业电脑控制柜,所述原料供胶系统将a胶料、b胶料输送至供胶计量系统中,所述供胶计量系统根据工件需求的涂胶量与胶料的比例在plc工业电脑控制下实现每种胶料的精确计量与输送,与供胶计量系统相连的涂胶头安装在六轴机器人上,该六轴机器人按照plc工业电脑中预先存储的涂胶轨迹运行。
5.进一步的,所述原料供胶系统包括a胶原料大桶、b胶原料大桶、a胶料桶和b胶料桶,所述a胶原料大桶中的胶料泵入到a胶料桶内,所述b胶原料大桶中的胶料泵入到b胶料桶内,在所述a胶料桶和b胶料桶上分别设有液位计。
6.进一步的,所述a胶料桶和b胶料桶均与供气系统相连,所述a胶料桶上设有氧传感器,用于进行对胶液中的气体检测。
7.进一步的,所述供胶计量系统包括a胶料计量系统和b胶料计量系统。
8.进一步的,所述a胶料计量系统,包括一级计量泵、四通、安全阀和二级计量泵,所述一级计量泵一端与a胶料桶相连,另一端连接至四通的a口,所述四通的b口通过安全阀、a回胶管连接至a胶料桶,所述四通的c口与二级计量泵相连。
9.更进一步的,所述b胶料计量系统,包括过滤器、隔膜泵、四通和二级计量泵,所述隔膜泵一端通过过滤器与b胶料桶相连,另一端连接至四通的a口,所述四通的b口通过b回胶管连接至b胶料桶,所述四通的c口与二级计量泵相连。
10.更进一步的,在一级计量泵与四通之间、隔膜泵与四通之间均设有恒温管道,所述恒温管道包括内部的胶液输送管和外部的水管,在所述胶液输送管与水管之间设有恒温水,所述水管与水冷机相连。
11.更进一步的,每个四通的d口均连接有入口压力传感器,用于检测即将进入二级计量泵的胶料压力;每个二级计量泵与涂胶头之间均设有出口压力传感器,用于检测供胶稳
定性。
12.作为更进一步的,所述涂胶头包括a针阀、b针阀和搅拌叶,所述a针阀与a胶料计量系统的二级计量泵相连,所述b针阀与b胶料计量系统的二级计量泵相连,从a针阀与b针阀进来的胶料通过搅拌叶搅拌均匀后再由涂胶嘴出料。
13.作为更进一步的,所述plc工业电脑控制柜中设有不同工件的涂胶量、胶液比例以及涂胶轨迹等若干数据。
14.本发明采用的以上技术方案,与现有技术相比,具有的优点是:本发明通过plc工业电脑控制系统,实现对三维多变的涂胶需求进行高速涂胶的同时还能够使胶条在起始的封闭接头处平滑衔接,做到精准、稳定的处理;由于二级计量泵前后均设有压力检测且与涂胶头距离较近,能够实时监控到二级计量泵两端的压力波动,并波动异常时报警,确保涂胶头上的a、b针阀出胶量精确,胶条良好,不会出现断胶、堆胶以及胶条不固化等异常问题。plc工业电脑控制系统可以针对不同的几何形状产品建立不同的供胶量、轨迹与比例等参数,因此即使给不同产品涂胶时也无需人工干预,能够对不同类型产品进行全自动连续生产。
附图说明
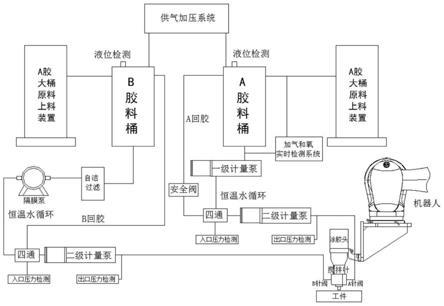
15.图1为一种涂胶自动控制系统结构原理图;
16.图2为一种涂胶自动控制系统工作方法流程图。
具体实施方式
17.为了使本技术的目的、技术方案及优点更加清楚明白,以下结合附图及实施例,对本技术进行进一步详细说明。应当理解,此处所描述的具体实施例仅用以解释本技术,并不用于限定本技术,即所描述的实施例仅仅是本技术一部分实施例,而不是全部的实施例。通常在此处附图中描述和示出的本技术实施例的组件可以以各种不同的配置来布置和设计。
18.因此,以下对在附图中提供的本技术的实施例的详细描述并非旨在限制要求保护的本技术的范围,而是仅仅表示本技术的选定实施例。基于本技术的实施例,本领域技术人员在没有做出创造性劳动的前提下所获得的所有其他实施例,都属于本技术保护的范围。
19.实施例1
20.如图1所示,本实施例提供一种涂胶自动控制系统,包括原料供胶系统、供胶计量系统、六轴机器人(也可以为6+1或6+2机器人)和plc工业电脑控制柜,所述plc工业电脑控制柜中设有不同产品的涂胶量、轨迹以及比例等参数。
21.所述原料供胶系统包括用于盛放胶料的a胶原料大桶、用于盛放料的b胶原料大桶、a胶料桶和b胶料桶,所述a胶原料大桶中的胶料通过a胶大桶原料上料装置泵入到a胶料桶内,所述b胶原料大桶中的胶料通过b胶大桶原料上料装置泵入到b胶料桶内,在所述a胶料桶和b胶料桶上分别设有液位计;所述a胶料桶和b胶料桶均与供气系统相连,便于胶料泵出;所述a胶料桶上设有氧传感器,用于进行气体检测,使空气与a胶料进行反应;所述液位计、氧传感器均与plc工业电脑控制柜相连。
22.所述供胶计量系统包括a胶料计量系统和b胶料计量系统;所述a胶料计量系统,包括一级计量泵、四通、安全阀和二级计量泵,所述一级计量泵一端与a胶料桶相连,另一端连
接至四通的a口,所述四通的b口通过安全阀、a回胶管连接至a胶料桶,所述四通的c口与二级计量泵相连;所述b胶料计量系统,包括过滤器、隔膜泵、四通和二级计量泵,所述隔膜泵一端通过过滤器与b胶料桶相连,另一端连接至四通的a口,所述四通的b口通过b回胶管连接至b胶料桶,所述四通的c口与二级计量泵相连;每个四通的d口均连接有入口压力传感器,用于检测即将进入二级计量泵的胶料压力;每个二级计量泵与涂胶头之间均设有出口压力传感器,用于检测供胶稳定性。所述一级计量泵、安全阀、隔膜泵、两个二级计量泵、两个入口压力传感器、两个出口压力传感器均与plc控制柜相连。
23.优选的,在一级计量泵与四通之间、隔膜泵与四通之间均设有恒温管道,所述恒温管道包括内部的胶液输送管和外部的水管,在所述胶液输送管与水管之间设有恒温水,所述水管与水冷机相连,所述水冷机与plc工业电脑控制柜相连。
24.所述涂胶头包括a针阀、b针阀和搅拌叶,所述a针阀与a胶料计量系统的二级计量泵相连,所述b针阀与b胶料计量系统的二级计量泵相连,从a针阀与b针阀进来的胶料通过搅拌叶搅拌均匀后再由涂胶嘴出料。
25.上述涂胶自动控制系统工作方法,包括:
26.供料步骤:将a胶原料大桶中的胶料泵入至a胶料桶内,b胶原料大桶中的胶料泵入至b胶料桶内,每个胶桶上的液位计进行对应的液位检测,当超过设定的最大阈值时,停止泵入;
27.氧传感器检测a胶料桶内胶液中的空气含量,有些时候a胶料桶中的胶料需要填充空气降低胶液的密度再进行供料;
28.供气系统为a胶料桶与b胶料桶进行气体供应;
29.计量步骤:在a胶料计量系统中a胶料桶中的胶料通过一级计量泵泵出后进入恒温管道中,再通过四通进入二级计量泵,当入口压力传感器检测到压力过大即胶料过量时或检测到压力过小即胶料不足时,plc工业电脑控制系统关闭a针阀、b针阀并通过蜂鸣器进行报警,停止涂胶工作;且多余的胶料在安全溢流阀作用下流经a回胶管回到a胶料桶中;当出口压力传感器检测到压力过大即发生堵泵时,plc工业电脑控制系统关闭a针阀、b针阀并通过蜂鸣器进行报警,停止涂胶工作;
30.在b胶料计量系统中b胶料桶中的胶料在隔膜泵作用下流经过滤器后进入恒温管道中,再通过四通进入二级计量泵,当入口压力传感器检测到压力过大即胶料过量时或检测到压力过小即胶料不足时,plc控制柜关闭a针阀、b针阀并通过蜂鸣器进行报警,停止涂胶工作;且多余的胶料流经b回胶管回到b胶料桶中;当出口压力传感器检测到压力过大即发生堵泵时,plc工业电脑控制系统关闭a针阀、b针阀并通过蜂鸣器进行报警,停止涂胶工作;
31.涂胶步骤:从a胶料计量系统中二级计量泵泵出的胶料通过a针阀进入涂胶头,从b胶料计量系统中二级计量泵泵出的胶料通过b针阀进入涂胶头,两种胶料通过搅拌叶搅拌均匀后,在六轴机器人的带动下,按照涂胶轨迹进行工作。
32.工作一段时间后,其中任何一个液位计检测到液位低于设定的最小阈值时,plc工业电脑控制系统关闭a针阀、b针阀并通过蜂鸣器进行报警,停止涂胶工作。
33.前述对本发明的具体示例性实施方案的描述是为了说明和例证的目的。这些描述并非想将本发明限定为所公开的精确形式,并且很显然,根据上述教导,可以进行很多改变
和变化。对示例性实施例进行选择和描述的目的在于解释本发明的特定原理及其实际应用,从而使得本领域的技术人员能够实现并利用本发明的各种不同的示例性实施方案以及各种不同的选择和改变。本发明的范围意在由权利要求书及其等同形式所限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1