码垛式全自动门窗打胶机及打胶方法与流程
:
1.本发明涉及门窗打胶技术领域,具体涉及码垛式全自动门窗打胶机及打胶方法。
背景技术:
2.门窗自动打胶机是门窗制作过程中密封门窗压线与玻璃之间空隙的设备。现有门窗自动打胶机大多采用平台式结构,其主要包括机架,设置在机架上的定位夹紧机构和三平动机构,三平动机构上设有打胶头,打胶头连接有供胶机构,现有打胶设备一次装夹只能实现一个门窗的打胶,每次装夹都需要人工将窗扇抬上工作台,打胶后需要人工从工作台上抬下窗扇。这种打胶方式不仅劳动强度大,而且打胶效率低下。
3.为了提升门窗打胶效率,使门窗打胶设备设计更加合理,并趋于完善,现有技术进行了各种尝试,试图使门窗打胶设备的打胶效率得到显著提高然而总是存在一些未尽如人意之处,例如中国专利201920500240.6公开一种在机架上设置两个打胶工位的技术方案,该技术方案可以实现交替打胶,从而节省等待的时间,提高门窗打胶效率;又如中国专利202120492393.8公开了一种实现对门窗进行双面打胶的立式双工位双面打胶机,一次加工即可完成门窗两个面的打胶工作,从而节省反面打胶的装夹工装,提高门窗打胶效率。上述两种改进方案是目前门窗打胶行业主要改进方向。虽然上述两种改进方案都在一定程度上提高了门窗打胶效率,但打胶效率依然有待进一步提升。本技术为了显著提高门窗打胶效率,突破现有改进方向,研发了一种新的门窗打胶方式,意在显著提高门窗打胶效率,同时兼顾设备成本。
4.需要说明的是,上述内容属于发明人的技术认知范畴,并不必然构成现有技术。
技术实现要素:
5.本发明的目的在于解决现有技术所存在的问题,提供码垛式全自动门窗打胶机及打胶方法,具有结构设计合理、实现依次叠加式打胶、打胶效率高、打胶质量高、自动化程度高等优点。
6.本发明通过采取以下技术方案实现上述目的:
7.码垛式全自动门窗打胶机,包括:
8.机架,所述机架上设有三平动一转动机构,所述三平动一转动机构上设有打胶头,所述打胶头与供胶机构连接,所述机架一侧至少设有一码垛打胶工位,多个码垛打胶工位间隔设置;
9.码垛打胶工位,包括用于放置门窗的码垛底座,未打胶的门窗叠放在已经打胶的门窗上,所述码垛底座靠近机架的一侧竖向设有码垛支架,所述码垛支架上竖向设有码垛导轨,所述码垛导轨上设有码垛升降横梁,所述码垛升降横梁上间隔设有多个码垛定位板,所述码垛定位板用于对门窗端部进行定位,所述码垛升降横梁上竖向设有码垛压紧气缸,所述码垛压紧气缸上设有用于压紧门窗的码垛压板,所述码垛支架上端设有码垛伺服电机,所述码垛伺服电机连接有码垛丝杠,所述码垛升降横梁上设有码垛丝母,所述码垛丝母
安装在码垛丝杠上;
10.控制系统,所述控制系统分别与三平动一转动机构和码垛伺服电机连接。
11.所述三平动一转动机构包括设置在机架上的x向导轨和x向齿条,所述x向导轨上设有x向滑座,所述x向滑座上设有x向伺服电机,所述x向伺服电机通过x向齿轮与x向齿条啮合,所述x向滑座上设有竖梁,所述竖梁上端设有y向悬臂,所述y向悬臂中部镂空设计,所述y向悬臂上设有y向导轨和y向齿条,所述y向导轨上设有y向滑座,所述y向滑座上设有y向伺服电机,所述y向伺服电机通过y向齿轮与y向齿条啮合,所述y向滑座下端竖向设有z向座,所述z向座上设有z向滑块,所述z向滑块上设有z向导轨,所述z向导轨上设有z向滑梁,所述y向滑座上设有供z向滑梁通过的避让开口,所述z向滑梁上竖向设有z向齿条,所述y向滑座上设有z向伺服电机,所述z向伺服电机连接有z向齿轮,所述z向齿轮与z向齿条啮合,所述z向滑梁下端设有旋转安装座,所述旋转安装座上设有旋转驱动电机和旋转轴,所述旋转轴上端通过带传动与旋转驱动电机连接,所述旋转轴下端设有旋转板,所述旋转板上设有所述打胶头,所述x向伺服电机、y向伺服电机、z向伺服电机和旋转驱动电机分别与控制系统连接。
12.所述供胶机构包括设置在竖梁上的支座,所述支座上间隔设有两提胶驱动气缸,所述提胶驱动气缸上设有安装板,所述安装板上设有提胶泵,所述支座上设有胶桶,所述提胶泵通过胶管与打胶头连接,所述打胶头上自带转角传感器,所述转角传感器、提胶泵和提胶驱动气缸分别与控制系统连接。
13.所述机架一侧间隔设有两个码垛打胶工位。
14.码垛式全自动门窗打胶机的打胶方法,包括以下步骤:
15.(1)机架一侧设置两个码垛打胶工位,其中一个定义为码垛打胶工位a,另一个定义为码垛打胶工位b,首先将未打胶门窗放置在码垛打胶工位a上,并通过码垛打胶工位a的码垛定位板对未打胶门窗端部进行定位,启动码垛压紧气缸,码垛压紧气缸通过码垛压紧板将未打胶门窗压紧,然后启动三平动一转动机构、供胶机构和打胶头对未打胶门窗进行打胶;
16.(2)在对码垛打胶工位a上的未打胶门窗进行打胶时,将其他的未打胶门窗放置在码垛打胶工位b上,并通过码垛打胶工位b的码垛定位板对未打胶门窗端部进行定位,启动码垛压紧气缸,码垛压紧气缸通过码垛压紧板将未打胶门窗压紧;
17.(3)当对码垛打胶工位a上的门窗打胶完成后,继续给码垛打胶工位b上的未打胶门窗进行打胶。与此同时,启动码垛打胶工位a中的码垛伺服电机,码垛伺服电机通过码垛丝杠和码垛丝母驱动码垛升降横梁上升,码垛升降横梁上升带动其上的码垛定位板和码垛压紧气缸上升,进而为下一个未打胶门窗定位夹紧做好准备,然后将未打胶门窗叠放在已经打胶后的门窗上,并通过码垛打胶工位a中的码垛定位板进行定位,通过码垛压紧气缸和码垛压紧板进行压紧;
18.(4)当对码垛打胶工位b上的门窗打胶完成后,在继续给码垛打胶工位a上的未打胶门窗进行打胶,按上述步骤即可实现两个码垛打胶工位的循环交替码垛式打胶;
19.(5)当门窗叠放高度达到设定高度时,停止打胶,然后用叉车将码垛好的门窗叉走即可。
20.本发明采用上述结构,能够带来如下有益效果:
21.(1)突破现有增加工位和实现双面打胶的局限,创造性的设计依次叠加打胶的方案,显著提高门窗打胶效率;(2)设计了能够满足码垛要求的码垛打胶工位,该工位不受门窗大小影响,能够根据叠放高度进行自适应调节,始终对最上方的未打胶门窗进行定位和夹紧,结构设计简单合理、成本低廉、定位夹紧可靠;(3)通过改变现有三平动一转动的结构形式,设计出带有竖梁、悬臂和z向滑梁的结构,不仅满足了码垛式打胶要求,而且结构设计更加紧凑,结构强度高,稳定性好。
附图说明:
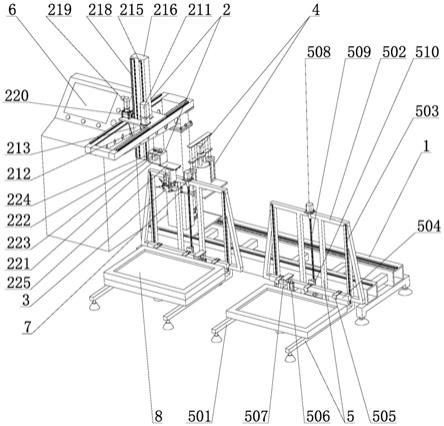
22.图1为本发明码垛式全自动门窗打胶机的结构示意图;
23.图2为本发明码垛式全自动门窗打胶机的后视结构示意图;
24.图3为本发明码垛式全自动门窗打胶机的侧视结构示意图;
25.图4为本发明采用的一种现有打胶头的结构示意图;
26.图中,1、机架,2、三平动一转动机构,201、x向导轨,202、x向齿条,203、x向滑座,204、x向伺服电机,205、x向齿轮,206、竖梁,207、y向悬臂,208、y向导轨,209、y向齿条,210、y向滑座,211、y向伺服电机,212、y向齿轮,213、z向座,214、z向滑块,215、z向导轨,216、z向滑梁,217、避让开口,218、z向齿条,219、z向伺服电机,220、z向齿轮,221、旋转安装座,222、旋转驱动电机,223、旋转轴,224、带传动,225、旋转板,3、打胶头,4、供胶机构,401、支座,402、提胶驱动气缸,403、安装板,404、提胶泵,405、胶桶,5、码垛打胶工位,501、码垛底座,502、码垛支架,503、码垛导轨,504、码垛升降横梁,505、码垛定位板,506、码垛压紧气缸,507、码垛压紧板,508、码垛伺服电机,509、码垛丝杠,510、码垛丝母,6、控制系统,7、转角传感器,8、门窗,9、打胶嘴。
具体实施方式:
27.为了更清楚的阐释本发明的整体构思,下面结合说明书附图以示例的方式进行详细说明。
28.在下面的描述中阐述了很多具体细节以便于充分理解本发明,但是,本发明还可以采用其他不同于在此描述的其他方式来实施,因此,本发明的保护范围并不受下面公开的具体实施例的限制。
29.本说明书中的各个实施例均采用递进的方式描述,各个实施例之间相同相似的部分互相参见即可,每个实施例重点说明的都是与其他实施例的不同之处。
30.此外,术语“x向”、“y向”、“z向”、“一侧”、“a”、“b”等仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的位置。
31.在本发明中,除非另有明确的规定和限定,术语“设有”、“设置”、“连接”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接;可以是直接相连,也可以通过中间媒介间接相连。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
32.需要说明的是,本技术中的控制系统直接采用现有自动打胶机中的控制系统即可,实际使用时根据需要对程序进行修改即可,该部分内容属于现有技术,不是本技术的发明点,故在此不再赘叙。
33.另外,需要说明的是,打胶头的结构及工作原理属于现有技术,实际应用时直接采购或定制即可。供胶机构属于现有技术,直接采购或定制即可。另外控制系统部分直接采用现有打胶设备上的硬件或采购或定制即可,对于程序部分可以根据自己的实际需求进行相应的调整,本技术对上述打胶头、供胶机构和控制系统的具体内容不再赘叙。
34.如图1-4所示,码垛式全自动门窗打胶机,包括:
35.机架1,所述机架1上设有三平动一转动机构2,所述三平动一转动机构2上设有打胶头3,所述打胶头3与供胶机构4连接,所述机架1一侧至少设有一码垛打胶工位5,多个码垛打胶工位5间隔设置,这里的打胶头直接采用现有结构即可,例如本技术人之前申请的专利202120492392.3公开的门窗自动打胶机用精密打胶结构或专利202021042814.9公开的一种门窗自动打胶机用旋转自调节打胶头(如图4所示),打胶头上设有转角传感器7和多个打胶嘴9;
36.码垛打胶工位5,包括用于放置门窗8的码垛底座501,未打胶的门窗8叠放在已经打胶的门窗8上,所述码垛底座501靠近机架1的一侧竖向设有码垛支架502,所述码垛支架502上竖向设有码垛导轨503,所述码垛导轨503上设有码垛升降横梁504,所述码垛升降横梁504上间隔设有多个码垛定位板505,所述码垛定位板505用于对门窗8端部进行定位,所述码垛升降横梁504上竖向设有码垛压紧气缸506,所述码垛压紧气缸506上设有用于压紧门窗8的码垛压板507,所述码垛支架502上端设有码垛伺服电机508,所述码垛伺服电机508连接有码垛丝杠509,所述码垛升降横梁504上设有码垛丝母510,所述码垛丝母510安装在码垛丝杠509上;
37.控制系统6,所述控制系统6分别与三平动一转动机构2和码垛伺服电机508连接。突破现有增加工位和实现双面打胶的局限,创造性的设计依次叠加打胶的方案,显著提高门窗打胶效率;设计了能够满足码垛要求的码垛打胶工位,该工位不受门窗大小影响,能够根据叠放高度进行自适应调节,始终对最上方的未打胶门窗进行定位和夹紧,结构设计简单合理、成本低廉、定位夹紧可靠。
38.所述三平动一转动机构2包括设置在机架1上的x向导轨201和x向齿条202,所述x向导轨201上设有x向滑座203,所述x向滑座203上设有x向伺服电机204,所述x向伺服电机204通过x向齿轮205与x向齿条202啮合,所述x向滑座203上设有竖梁206,所述竖梁206上端设有y向悬臂207,所述y向悬臂207中部镂空设计,所述y向悬臂207上设有y向导轨208和y向齿条209,所述y向导轨208上设有y向滑座210,所述y向滑座210上设有y向伺服电机211,所述y向伺服电机211通过y向齿轮212与y向齿条209啮合,所述y向滑座210下端竖向设有z向座213,所述z向座213上设有z向滑块214,所述z向滑块214上设有z向导轨215,所述z向导轨215上设有z向滑梁216,所述y向滑座210上设有供z向滑梁216通过的避让开口217,所述z向滑梁216上竖向设有z向齿条218,所述y向滑座210上设有z向伺服电机219,所述z向伺服电机219连接有z向齿轮220,所述z向齿轮220与z向齿条218啮合,所述z向滑梁216下端设有旋转安装座221,所述旋转安装座221上设有旋转驱动电机222和旋转轴223,所述旋转轴223上端通过带传动224与旋转驱动电机222连接,所述旋转轴223下端设有旋转板225,所述旋转板225上设有所述打胶头3,所述x向伺服电机204、y向伺服电机211、z向伺服电机219和旋转驱动电机222分别与控制系统连接。通过改变现有三平动一转动的结构形式,设计出带有竖梁206、悬臂和z向滑梁216的结构,不仅满足了码垛式打胶要求,而且结构设计更加紧凑,结
构强度高,稳定性好。
39.所述供胶机构4包括设置在竖梁206上的支座401,所述支座401上间隔设有两提胶驱动气缸402,所述提胶驱动气缸402上设有安装板403,所述安装板403上设有提胶泵404,所述支座401上设有胶桶405,所述提胶泵404通过胶管与打胶头4连接,所述打胶头4上自带转角传感器7,所述转角传感器7、提胶泵404和提胶驱动气缸402分别与控制系统6连接。
40.所述机架1一侧间隔设有两个码垛打胶工位5。采用两个码垛打胶工位能够将码垛打胶优势与双工位的打胶优势集成一体,能够进一步提高打胶效率。
41.码垛式全自动门窗打胶机的打胶方法,包括以下步骤:
42.(1)机架1一侧设置两个码垛打胶工位5,其中一个定义为码垛打胶工位a,另一个定义为码垛打胶工位b,首先将未打胶门窗8放置在码垛打胶工位a上,并通过码垛打胶工位a的码垛定位板505对未打胶门窗8端部进行定位,启动码垛压紧气缸506,码垛压紧气缸506通过码垛压紧板507将未打胶门窗8压紧,然后启动三平动一转动机构2、供胶机构4和打胶头3对未打胶门窗8进行打胶;
43.(2)在对码垛打胶工位a上的未打胶门窗8进行打胶时,将其他的未打胶门窗8放置在码垛打胶工位b上,并通过码垛打胶工位b的码垛定位板505对未打胶门窗8端部进行定位,启动码垛压紧气缸506,码垛压紧气缸506通过码垛压紧板507将未打胶门窗8压紧;
44.(3)当对码垛打胶工位a上的门窗8打胶完成后,继续给码垛打胶工位b上的未打胶门窗8进行打胶,与此同时,启动码垛打胶工位a中的码垛伺服电机,58,码垛伺服电机508通过码垛丝杠509和码垛丝母510驱动码垛升降横梁504上升,码垛升降横梁504上升带动其上的码垛定位板505和码垛压紧气缸506上升,进而为下一个未打胶门窗8定位夹紧做好准备,然后将未打胶门窗8叠放在已经打胶后的门窗8上,并通过码垛打胶工位a中的码垛定位板505进行定位,通过码垛压紧气缸506和码垛压紧板507进行压紧;
45.(4)当对码垛打胶工位b上的门窗8打胶完成后,在继续给码垛打胶工位a上的未打胶门窗8进行打胶,按上述步骤循环即可实现两个码垛打胶工位的循环交替码垛式打胶;
46.(5)当门窗8叠放高度达到设定高度时,停止打胶,然后用叉车将码垛好的门窗叉走即可。
47.上述具体实施方式不能作为对本发明保护范围的限制,对于本技术领域的技术人员来说,对本发明实施方式所做出的任何替代改进或变换均落在本发明的保护范围内。
48.本发明未详述之处,均为本技术领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1