搅拌机的制作方法
1.本技术涉及搅拌机械领域,具体而言,涉及一种具有搅拌捻刀的搅拌机。
背景技术:
2.搅拌机用来对浆料进行搅拌实现混合等工艺。搅拌机在对锂电池浆料进行搅拌时,锂电池浆料的原料包括胶料和粉料,搅拌机在进行搅拌时会因为胶料和粉料加料时直接对搅拌捻刀粘粘,导致浆料配比失衡,因此运行一段时间后或在特定加胶工序之前,需要进行停机后打开搅拌机的搅拌桶对搅拌捻刀进行清理(刮刀清理),从而清除对胶料和粉料的混合物对搅拌捻刀的附着。
3.随着锂电池浆料工艺日益复杂以及防止异物进入,越来越需要搅拌机能够在不开盖的前提下连续运转,但是这样又容易造成粉料和胶料在搅拌捻刀大量块结的缺陷。
4.目前尚未提出有效的解决方案。
技术实现要素:
5.本技术的内容部分用于以简要的形式介绍构思,这些构思将在后面的具体实施方式部分被详细描述。本技术的内容部分并不旨在标识要求保护的技术方案的关键特征或必要特征,也不旨在用于限制所要求的保护的技术方案的范围。
6.本技术的一些实施例提出了一种搅拌机,来解决以上背景技术部分提到的技术问题。
7.本技术的一些实施例提供了一种搅拌机,用于实现对锂电池浆料的搅拌及混合;该搅拌机包括:搅拌桶体,用于形成容纳锂电池浆料的桶内空间;搅拌捻刀,用于搅动搅拌桶体中的锂电池浆料;传动主轴,用于驱动搅拌捻刀进行公转和自转;驱动电机,用于驱动传动主轴以使传动主轴围绕一个中心轴线转动;加料装置,用于向搅拌桶体内添加构成锂电池浆料的胶料;位置标记物,直接或间接连接至传动主轴以与传动主轴同步转动;位置传感器,设置在传动主轴附近一个位置标记物能经过的预设周向位置;控制器,用于根据位置传感器检测位置标记物的检测信号控制驱动电机的运行和停止以使搅拌捻刀停止在与第一周向位置相异的第二周向位置;其中,搅拌桶体设有一个位于第一周向位置的加胶口,加料装置通过加胶口连通至搅拌桶体;其中,位置传感器与控制器构成电性连接以使控制器能与位置传感器构成信号交互。
8.进一步地,搅拌机还包括:中心齿轮,套装在传动主轴且具有第一齿数;行星齿轮,安装至在搅拌捻刀且能随搅拌捻刀同步转动且具有第二齿数;中心齿轮与行星尺寸啮合以使行星齿轮绕中心齿轮公转的同时自转;控制器根据第一齿数和第二齿数计算并控制中心齿轮的转动圈数以使搅拌捻刀周期性经过一个预设位置,位置标记物和位置传感器按照设定相对位置布置以使位置传感器在搅拌捻刀经过预设位置之前的第一触发位置发出第一反馈信号。
9.进一步地,第一触发位置与预设位置在圆周上相差的角度的取值范围25度至35
度。
10.进一步地,控制器在接收到位置传感器的信号时控制驱动电机减速。
11.进一步地,位置标记物和位置传感器按照设定相对位置布置以使位置传感器在搅拌捻刀经过预设位置之后的第二触发位置发出第二反馈信号。
12.进一步地,第二触发位置与预设位置在圆周上相差的角度的取值范围20度至25度。
13.进一步地,控制器在接收到位置传感器的信号时控制驱动电机加速。
14.进一步地,加料装置包括:
15.粉料进口,用于向搅拌桶体内添加用于混合的粉料;
16.胶料进口,用于向搅拌桶体内添加用于混合的胶料;
17.正在中心轴线的圆周位置上,粉料进口和胶料进口设置在相对的位置处,预设位置设置在粉料进口和胶料进口之间。
18.进一步地,在中心轴线的圆周位置上,预设位置与粉料进口和胶料进口中的一个相距90度圆弧设置。
19.进一步地,加料装置包括:粉料驱动器,用于驱动粉料从粉料进口进入搅拌桶体;胶料驱动器,用于驱动浆料从粉料进口进入搅拌桶体;其中,控制器分别电性连接至粉料驱动器以使粉料驱动器在搅拌捻刀转过粉料进口的圆周位置时停止驱动粉料;控制器分别电性连接至胶料驱动器以使胶料驱动器在搅拌捻刀转过胶料进口的圆周位置时停止驱动胶料。
20.本技术的有益效果在于:提供一种通过对搅拌捻刀的公转位置的定位使其规避进入搅拌桶的粉料或浆料从而实现连续运转的搅拌机。
附图说明
21.构成本技术的一部分的附图用来提供对本技术的进一步理解,使得本技术的其它特征、目的和优点变得更明显。本技术的示意性实施例附图及其说明用于解释本技术,并不构成对本技术的不当限定。
22.另外,贯穿附图中,相同或相似的附图标记表示相同或相似的元素。应当理解附图是示意性的,元件和元素不一定按照比例绘制。
23.在附图中:
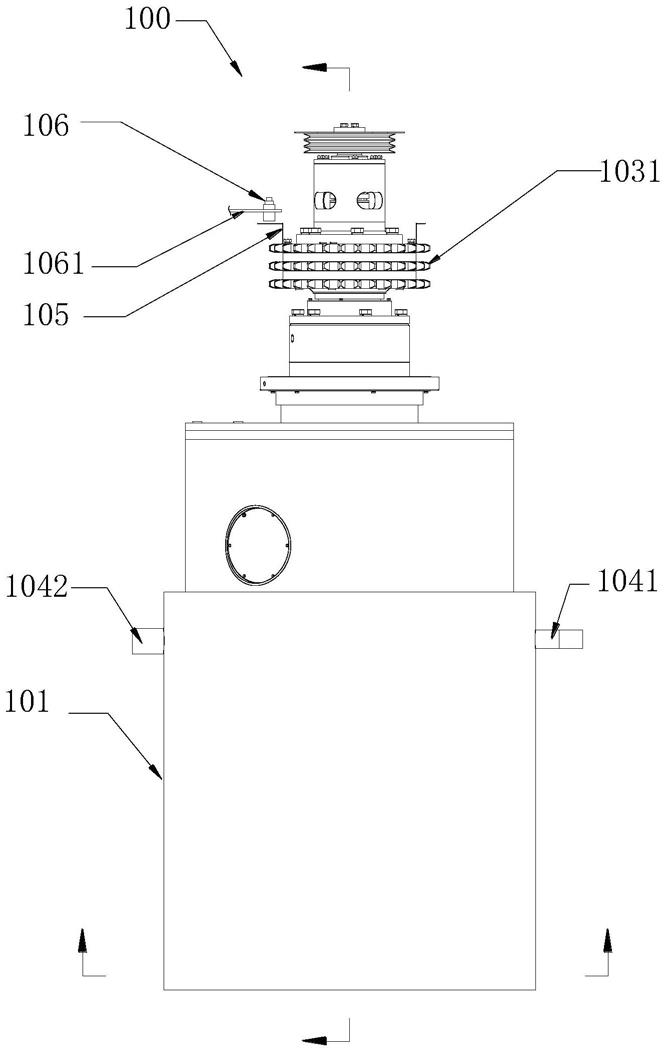
24.图1是根据本技术一种实施例的搅拌机的总体结构示意图;
25.图2是图1所示的搅拌机中的一部分的结构的内部结构示意图;
26.图3是图1所示的搅拌机中各部分从轴向上观察的剖视结构示意图;
27.图4是图1所示的搅拌机的部分结构立体结构示意图;
28.图5是根据本技术一种实施例的搅拌机中各个位置在周向上的位置关系图;
29.图6是根据本技术一种实施例的搅拌机中控制部分的结构框图。
具体实施方式
30.下面将参照附图更详细地描述本公开的实施例。虽然附图中显示了本公开的某些实施例,然而应当理解的是,本公开可以通过各种形式来实现,而且不应该被解释为限于这
里阐述的实施例。相反,提供这些实施例是为了更加透彻和完整地理解本公开。应当理解的是,本公开的附图及实施例仅用于示例性作用,并非用于限制本公开的保护范围。
31.另外还需要说明的是,为了便于描述,附图中仅示出了与有关发明相关的部分。在不冲突的情况下,本公开中的实施例及实施例中的特征可以相互组合。
32.需要注意,本公开中提及的“第一”、“第二”等概念仅用于对不同的装置、模块或单元进行区分,并非用于限定这些装置、模块或单元所执行的功能的顺序或者相互依存关系。
33.需要注意,本公开中提及的“一个”、“多个”的修饰是示意性而非限制性的,本领域技术人员应当理解,除非在上下文另有明确指出,否则应该理解为“一个或多个”。
34.下面将参考附图并结合实施例来详细说明本公开。
35.如图1至图4所示,本技术的搅拌机100包括:搅拌桶体101、搅拌捻刀102、传动主轴103、驱动电机(未示出)、加料装置(未示出)、位置标记物105、位置传感器106、控制器(未示出)。
36.其中,搅拌桶体101用于形成容纳锂电池浆料的桶内空间101a;搅拌桶体101可以由金属材料制成。搅拌桶体101的筒壁上可以开设各种通孔以便各种管路连通到桶内空间101a。
37.搅拌捻刀102用于搅动搅拌桶体101中的锂电池浆料;传动主轴103用于驱动搅拌捻刀102进行公转和自转;驱动电机用于驱动传动主轴103以使传动主轴103围绕一个中心轴线转动。
38.以下所指的周向、轴向、径向均是以中心轴线为基准而确定的。
39.如图1至图4所示,搅拌捻刀102、传动主轴103以及相应的传动机构构成一个整体,该整体部分被一个传动箱所容纳,并且这部分可以由额外的升降机构进行升降,从而使搅拌捻刀102插入或拔出搅拌桶体101。
40.作为优选方案,传动主轴103上套装有传动链轮1031,该传动链轮1031用于配合传动链条(未示出)与驱动电机的电机轴上的传动链轮1031实现链传动,即驱动电机通过链传动带动传动主轴103。
41.作为优选方案,传动主轴103上套装有中心齿轮107,搅拌捻刀102上安装有行星齿轮108,搅拌捻刀102和行星齿轮108可以同步转动(包括公转和自转)。中心齿轮107具有第一齿数,行星齿轮108具有第二齿数,中心齿轮107与行星尺寸啮合以使行星齿轮108绕中心齿轮107公转的同时自转。
42.作为具体方案,加料装置用于向搅拌桶体101内添加构成锂电池浆料的胶料。具体而言,加料装置可以包括粉料进口1042和胶料进口1041,其中,粉料进口1042用于向搅拌桶体101内添加用于混合的粉料;胶料进口1041用于向搅拌桶体101内添加用于混合的胶料。在中心轴线的圆周位置上,粉料进口1042和胶料进口1041设置在相对的位置处。
43.作为更进一步的具体方案,加料装置还包括:粉料驱动器和胶料驱动器。其中,粉料驱动器用于驱动粉料从粉料进口1042进入搅拌桶体101;胶料驱动器用于驱动浆料从粉料进口1042进入搅拌桶体101。具体而言,粉料驱动器可以包括:粉料管、电动门闸和推粉活塞;推粉活塞可以推动粉料管中的粉料,电动门闸用于封闭粉料管与粉料进口1042的对接处,推粉活塞推动到粉料进口1042的粉料会在重力作用下自然下落。胶料驱动器可以包括:胶料注射泵,该胶料注射泵将胶料罐中胶料泵至胶料进口1041,从而使胶料向下喷入至桶
内空间101a中,喷流的方向优选向下直喷,避免产生水平方向的运动分量。这样在搅拌捻刀102不经过胶料进口1041和粉料进口1042时,进入桶体空间的粉料和胶体就不会喷溅到搅拌捻刀102。
44.为了实现本技术的控制方案,本技术的位置标记物105,直接或间接连接至传动主轴103以与传动主轴103同步转动。位置传感器106设置在传动主轴103附近一个位置标记物105能经过的预设周向位置。
45.如图1所示,位置传感器106可以通过外部支撑杆1061,或者依靠搅拌机100的其他机体部分进行安装和固定。位置标记物105作为优选方案安装至传动链轮1031的某一圆周位置,这样相比于直接安装至传动主轴103的方案,传动链轮1031的半径更大,转动时带来的位置变化更为明显,更容易产生明显的传感信号。
46.作为优选方案,位置传感器106可以为位置开关,位置标记物105可以为一个检测金属片。当然位置传感器106可以霍尔传感器,位置标记物105可以为磁性元件。
47.另外,可以在圆周方向上设置多个位置传感器106,这样可以实现对传动主轴103的多周向位置的控制,也即对搅拌捻刀102的公转位置的控制。
48.如图6所示(系统框图),控制器用于根据位置传感器106检测位置标记物105的检测信号控制驱动电机的运行和停止以使搅拌捻刀102停止在与第一周向位置相异的第二周向位置。其中,位置传感器106与控制器构成电性连接以使控制器能与位置传感器106构成信号交互。
49.如图5所示,控制器根据第一齿数和第二齿数计算并控制中心齿轮107的转动圈数以使搅拌捻刀102周期性经过一个预设位置c1,c2,位置标记物105和位置传感器106按照设定相对位置布置以使位置传感器106在搅拌捻刀102经过预设位置c1,c2之前的第一触发位置发出第一反馈信号。
50.如图5所示,作为具体方案,预设位置c1,c2设置在粉料进口1042和胶料进口1041之间,在实际控制时,可以将预设位置c1,c2作为一个传动主轴103的暂时停止位置。即使搅拌捻刀102停留在预设位置c1,c2,然后控制器控制加料装置进行加料。
51.如图5所示,搅拌捻刀102的轮廓范围此时正好避开粉类进口(粉料出粉范围)和胶料进口1041(胶料出料范围),从而避免了物料在搅拌捻刀102块结的问题。
52.作为进一步的方案,第一触发位置与预设位置c1,c2在圆周上相差的角度的取值范围25度至35度,优选为30度。这样控制器可以在预先得到信号之后,逐渐减速主轴从而在预设位置c1,c2时能停止搅拌捻刀102的公转。控制器在接收到位置传感器106的信号时控制驱动电机减速。
53.作为进一步的方案,位置标记物105和位置传感器106按照设定相对位置布置以使位置传感器106在搅拌捻刀102经过预设位置c1,c2之后的第二触发位置b1,b2发出第二反馈信号。第二触发位置b1,b2与预设位置c1,c2在圆周上相差的角度的取值范围20度至25度,优选20度,控制器在接收到位置传感器106的信号时控制驱动电机加速。这样可以快速恢复搅拌状态。
54.作为进一步的方案,为了进一步改进以上方案中,搅拌捻刀102需要停止的方案,可以采用搅拌捻刀102在预设位置c1,c2附近圆周范围时减缓公转速度,然后使加料装置在这段时间间隙进行加料,这样就会形成脉冲式加料,进一步降低规避粉料快捷对传动主轴
103转动的影响。
55.以上描述仅为本公开的一些较佳实施例以及对所运用技术原理的说明。本领域技术人员应当理解,本公开的实施例中所涉及的发明范围,并不限于上述技术特征的特定组合而成的技术方案,同时也应涵盖在不脱离上述发明构思的情况下,由上述技术特征或其等同特征进行任意组合而形成的其它技术方案。例如上述特征与本公开的实施例中公开的(但不限于)具有类似功能的技术特征进行互相替换而形成的技术方案。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1