船舶格栅用注胶装置的制作方法
1.本实用新型属于机械制造技术领域,尤其是涉及一种船舶格栅用注胶装置。
背景技术:
2.在现有的工业生产中,经常需要使用到注胶设备,将一些胶状流体注射到工作表面或者一些细小的间隙中。
3.但是现有技术中的注胶过程仍然存在一些不足之处。例如,在注胶过程中由于腔体内的压力值逐渐增加,当对设备中的注胶腔泄压后,由于胶体还未固化,所以胶体会产生不同程度的回流,进而导致注入到注胶腔内的胶体不足,形成空隙,影响注胶的效果和质量。
4.为解决上述问题,设计一种船舶格栅用注胶装置是目前本领域技术人员所要解决的重要技术问题。
技术实现要素:
5.本实用新型的目的就是为了解决现有技术中存在的上述问题,提供一种船舶格栅用注胶装置。
6.本实用新型的目的通过以下技术方案来实现:
7.船舶格栅用注胶装置,包括至少一个可形变的流体通道以及气缸;所述流体通道的两端分别为流体进液通道和流体出液通道;所述气缸位于所述流体通道的外侧,所述气缸的下降行程不小于所述流体通道的直径;所述气缸的气缸轴对所述流体通道的中部施加作用力,以封闭所述流体通道。
8.优选的,所述流体通道采用硅胶材质制成,且所述流体通道设置于流体腔内。
9.优选的,所述流体腔上形成有便于所述气缸贯穿的通孔,且所述通过位于所述流体通道的外侧。
10.优选的,所述气缸固定在安装座上,其气缸轴贯穿所述安装座;所述气缸的气缸轴上套设有一压头,所述气缸驱动所述压头压紧所述流体通道。
11.优选的,所述压头呈凸字状,所述压头的连接部与所述气缸的气缸轴连接,且所述连接部内形成有用于容纳气缸轴的沉孔;所述连接部的直径与所述通孔的直径相当。
12.优选的,所述压头的抵接部位于连接部远离气缸轴的一端,且所述抵接部的直径小于所述连接部的直径,并与所述流体通道的侧壁接触。
13.优选的,所述流体进液通道包括第一管道和第二管道,两者相互垂直设置,且所述第二管道的设置方向与所述流体通道的设置方向相同。
14.优选的,所述流体出液通道包括连接件和出液端口;所述连接件为环形结构,其远离所述流体通道的一面上形成有一组对称设置的凸块,且所述凸块的自由端形成有弧型切面,所述弧型切面与所述出液端口抵接。
15.优选的,所述出液端口呈ω状,所述出液端口中的弧型部分上均匀分布有一组半
径相同的出液孔,所述凸块位于相邻两个所述出液孔之间,且所述凸块的宽度不大于相邻两个所述出液孔之间的最短距离。
16.优选的,所述流体腔内至少设置有两个所述流体通道,每个所述流体通道对应一个所述气缸。
17.本实用新型技术方案的优点主要体现在:
18.注胶效果佳,在对流体进液通道泄压前,气缸驱动压头压紧流体通道,保证注胶完成后,已注胶的液体不会因泄压回流至流体通道或者流体进液通道,进而影响流体出液通道连接的注胶腔的注胶质量;
19.更换方便,只需将流体腔内的流体通道从流体进液通道或者流体出液通道中取出并及时更换即可。
附图说明
20.图1:本实用新型优选实施例的立体图;
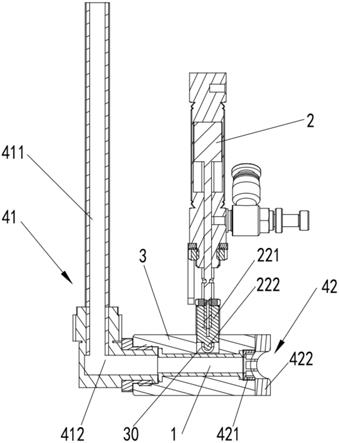
21.图2:本实用新型优选实施例的剖视图;
22.图3:本实用新型优选实施例的连接件的结构图;
23.图4:本实用新型优选实施例的出液端口的结构图。
具体实施方式
24.本实用新型的目的、优点和特点,将通过下面优选实施例的非限制性说明进行图示和解释。这些实施例仅是应用本实用新型技术方案的典型范例,凡采取等同替换或者等效变换而形成的技术方案,均落在本实用新型要求保护的范围之内。
25.在方案的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“前”、“后”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。并且,在方案的描述中,以操作人员为参照,靠近操作者的方向为近端,远离操作者的方向为远端。
26.如图2所示,本实用新型揭示了一种船舶格栅用注胶装置,包括至少一个可形变的流体通道1以及气缸2。所述气缸2的气缸轴对所述流体通道1的中部施加作用力,以封闭所述流体通道1。所述流体通道1在本实用新型中优选采用硅胶材质制成,其材质并非本实用新型重点,故在此不做限定。如图1所示,在本实用新型中优选设置有两个所述流体通道1,每个所述流体通道1对应一个所述气缸2,设置两个所述流体通道1同时工作可加快对船舶格栅的注胶速度。当然对于所述流体通道1的个数在此不做限定。
27.所述流体通道1设置于流体腔3内。所述流体腔3上形成有便于所述气缸2贯穿的通孔30,且所述通孔30位于所述流体通道1的外侧。
28.如图1和2所示,所述流体通道1的两端分别为流体进液通道41和流体出液通道42,即胶体通过所述流体进液通道41进入所述流体通道,最终从所述流体出液通道42进入注胶腔(图中未示出)。所述流体进液通道41包括相互连通的第一管道411和第二管道412,两者相互垂直设置,且所述第二管道412的设置方向与所述流体通道1的设置方向相同。所述第
一管道411外侧设置有一实时监测所述流体进液通道41、流体通道1和流体出液通道42以及注胶腔内压力的压力表(图中未示出)。当然,所述流体进液通道41可以采用一体式的l型管道,即所述第一管道411与所述第二管道412一体设置;所述流体进液通道41也可以是普通一字型的管道,本实用新型所揭示的仅为优选的实施方式,对于所述流体进液通道的具体形态还需根据其使用的具体场合及时更改。无论所述流体进液通道41的形态如何,其工作原理不会改变,即胶体通过所述第一管道411,第二管道412进入所述流体通道1,最终通过所述流体出液通道42进入待注胶的注胶腔内,当该注胶腔中胶体注满并通过压力表的压力值体现出后,启动所述气缸2,以将所述流体通道1封闭,同时防止泄压后胶体回流导致注胶腔内的注胶效果不佳;最终对所述流体进液通道41泄压。
29.如图2至图4所示,所述流体出液通道42包括连接件421和出液端口422。如图3所示,所述连接件421为环形结构,其远离所述流体通道1的一面上形成有一组对称设置的凸块4211,且所述凸块4211的自由端形成有弧型切面4210,所述弧型切面4210与所述出液端口422抵接。如图4所示,所述出液端口422呈ω状,所述出液端口422中的弧型部分与所述弧型切面4210的弧度一致,且两者相互抵接。如图4所示,所述出液端口422上均匀分布有一组半径相同的出液孔4220,所述凸块4211位于相邻两个所述出液孔4220之间,且所述凸块4211的宽度不大于相邻两个所述出液孔4220之间的最短距离。
30.如图1所示,所述气缸2固定在安装座21上,其气缸轴贯穿所述安装座21。所述气缸2的气缸轴上套设有一压头22,所述气缸2驱动所述压头22压紧所述流体通道1。如图2所示,所述压头22呈凸字状,所述压头22的连接部221与所述气缸2的气缸轴连接,且所述连接部221内形成有用于容纳气缸轴的沉孔。所述连接部221的直径与所述通孔30的直径相当,即当启动所述旗杆2后,至少部分所述连接部221位于所述通孔30中。所述压头22的抵接部222位于连接部221远离气缸轴的一端,且所述抵接部222的直径小于所述连接部221的直径,并与所述流体通道1的侧壁接触,由此可见,通过所述气缸2驱动所述抵接部222压住所述流体通道1,同时使得所述流体通道1的侧壁紧贴,即所述流体通道1在所述气缸2的驱动下产生形变并封闭通道。
31.如图2所示,所述气缸2位于所述流体通道1的外侧,所述气缸2的下降行程不小于所述流体通道1的直径,具体而言,当所述气缸2的下降行程大于所述流体通道1的直径时,即初始状态下,所述气缸2的气缸轴底端位于所述通孔30的上方,并在所述气缸2的气缸轴下降到最底端时,所述压头22将所述流体通道1封闭;当所述气缸2的下降行程等于所述流体通道1的直径时,即初始状态下,所述压头22的抵接部222位于所述通孔30内,同样在气缸2下降到最底端时,所述压头22将所述流体通道1封闭。当然,所述压头22还可以是其他可使得所述流体通道1产生变形的装置,例如将所述压头22替换为夹爪,并由所述气缸2驱动其张开或者闭合。
32.下面简述一下本实用新型的工作过程:
33.s1:胶体从流体进液通道41中进入流体通道1并从流体出液通道42流入注胶腔中,并实时监测流体进液通道41,流体通道1,流体出液通道42和注胶腔中的液力;
34.s2:胶体注满注胶腔,并通过压力表的压力值体现后,启动气缸2并将流体通道1封闭;
35.s3:对流体进液通道41泄压,并等待注入注胶腔内的胶体固化;
36.s4:进行下一注胶腔的注胶操作,并重复步骤s1至s3。
37.本实用新型尚有多种实施方式,凡采用等同变换或者等效变换而形成的所有技术方案,均落在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1