一种用于高温除尘设备的壁流式陶瓷膜滤芯组件的制作方法
1.本实用新型涉及高温除尘设备,尤其涉及用于高温除尘设备的壁流式陶瓷膜滤芯组件。
背景技术:
2.当前在含粉尘高温废气处理方法中,使用较多的过滤器基本上采用的是高温布袋、陶瓷膜管、壁流式陶瓷膜滤芯、玻纤膜管等。但是壁流式陶瓷膜滤芯在应用过程中,因其是陶瓷脆性材质,壁层薄(外壁1.2
‑‑
2mm,内壁0.7
‑‑
1.5mm),在安装使用过程中,边角或四周容易破损,造成滤芯损坏渗漏,使得除尘设备排放超标。而且壁流式陶瓷膜滤芯在应用过程中,需要高压空气吹扫再生方式来恢复滤芯的过滤特性,但是由于反吹再生,气源基本上都是使用常温高压空气(20℃左右),而高温除尘器内部的滤芯又是处于高温状态(≧200℃),再生过程中反吹高压空气频繁作用到滤芯上,滤芯再生后又迅速接触热烟气进行过滤,滤芯受低温高压空气和热烟气的影响频繁,滤芯承受冷热冲击严重,再加上高压空气对滤芯吹扫时,滤芯体又受纵向和横向冲击力的作用,所以很容易断裂,严重影响到除尘设备的使用寿命。
技术实现要素:
3.针对上述壁流式陶瓷膜滤芯在应用中出现的问题,本实用新型提供了一种用于高温除尘设备的壁流式滤芯组件,通过利用组件形式安装到除尘设备中去,极大降低了滤芯的破损率,并且解决了滤芯在应用过程中容易断裂的问题。
4.本实用新型要解决的问题所采取的技术方案是:一种用于高温除尘设备的壁流式陶瓷膜滤芯组件,它包括组合在一起的滤芯、滤芯兜篮及辅助配件;所述滤芯两端周边设置连续或者不连续的盲孔,滤芯两端其他孔洞再按错孔封堵模式进行堵孔;所述滤芯兜篮包括悬吊法兰、密封框、滤芯上固定板、底托框、底托框吊杆;悬吊法兰用于滤芯组件安装到除尘器中的悬挂作用,密封框用于滤芯与组件之间的密封填料的填充位,滤芯上固定板用于兜篮对滤芯的相对固定,底托框用于对滤芯起到支撑托住的作用,底托框吊杆用于使得上下形成一个整体。
5.进一步地,所述滤芯兜篮还包括密封压框,密封压框压块、压块组件,密封压框作为滤芯组装过程中的密封配件,密封压框主要是对滤芯与密封框之间密封材料进行固定作用,密封压框压块作为滤芯组装过程中的密封压框的固定件,压块组件用于滤芯组装时密封压紧作用。
6.进一步地,所述陶瓷膜滤芯为陶瓷膜滤芯,陶瓷膜滤芯两端四角设置有盲孔或者外围1
‑
2层设置有连续的盲孔。
7.进一步地,所述陶瓷膜滤芯为陶瓷膜圆形滤芯,陶瓷膜圆形滤芯两端外围1
‑
2层设置有连续的盲孔。
8.进一步地,所述辅助配件包括密封柔性基材、密封胶、滤芯中部卡圈、滤芯上部密
封圈、滤芯下部固定条及缓冲保护垫。
9.进一步地,所述滤芯中部卡圈、滤芯上部密封圈、滤芯下部固定条及缓冲保护垫采用橡胶、硅胶、氟橡胶及耐高温的硅钙板和硅酸铝纤维板制成。
10.进一步地,所述密封柔性基材采用橡胶、硅胶、氟橡胶及耐高温的石棉、石墨盘根和硅酸铝纤维棉等柔性材料制成。
11.进一步地,所述密封胶采用有机胶和无机胶制成。
12.本实用新型的优点是:本发明通过对滤芯堵孔结构进行优化设计,提高滤芯的防损坏率,降低滤芯的生产成本,同时还设计出滤芯组件所需要的兜篮,提高除尘器的安装效率,降低除尘器安装时滤芯容易损伤的概率,从而解决除尘器在安装和使用时因滤芯容易损坏造成成本升高或频繁维修的问题。
附图说明
13.图1为现有技术中的矩形滤芯结构示意图,
14.图2为现有技术中的圆形滤芯结构示意图,
15.图3为本发明的矩形滤芯一种结构示意图,
16.图4为图3的半剖结构示意图,
17.图5为图4中的俯视结构(a向)结构示意图,
18.图6为图4中的仰视结构(b向)结构示意图,
19.图7为本发明的矩形滤芯另一种结构示意图,
20.图8为图7的半剖结构示意图,
21.图9为图8中的俯视结构(a向)结构示意图,
22.图10为图8中的仰视结构(b向)结构示意图,
23.图11为本发明的圆形滤芯一种结构示意图,
24.图12为图11的半剖结构示意图,
25.图13为图12中的俯视结构(a向)结构示意图,
26.图14为图12中的仰视结构(b向)结构示意图,
27.图15为本发明的矩形滤芯兜篮立体结构示意图,
28.图16为本发明的矩形滤芯兜篮主视结构示意图,
29.图17为本发明的圆形滤芯兜篮立体结构示意图,
30.图18为本发明的圆形滤芯兜篮主视结构示意图,
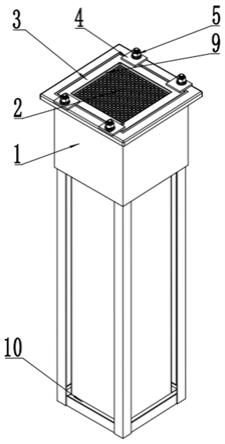
31.图19为本发明的矩形滤芯组件立体结构示意图,
32.图20为本发明的矩形滤芯组件半剖结构示意图,
33.图21为本发明的矩形滤芯组件俯视结构示意图,
34.图22为本发明的圆形滤芯组件立体结构示意图,
35.图23为本发明的圆形滤芯组件半剖结构示意图,
36.图24为本发明的圆形滤芯组件俯视结构示意图。
37.在图中,1、滤芯兜篮;11、悬吊法兰;12、密封框;13、滤芯上固定板;14、底托框吊杆;15、底托框;2、滤芯;21、出气孔;22、上堵头;23、下堵头;24、进气孔;25、过滤壁层;26、角点;3、密封压框;4、密封压框压块;5、压块固定组件;6、滤芯中部卡圈;7、密封柔性基材;8、
密封胶;9、滤芯上部密封圈;10、滤芯下部固定条及缓冲保护垫。
具体实施方式
38.为了使本领域技术人员更好地理解本实用新型的技术方案,下面根据附图结合具体实施方式来进一步详细描述本发明。
39.图1为现有普通壁流式陶瓷膜矩形滤芯,图2为现有普通壁流式陶瓷膜圆形滤芯,如图所示, h为滤芯高度,a为滤芯进出风口的长度,b为滤芯进出风口的宽度(除特殊要求外,一般产品a=b);φa为圆形滤芯断面直径,四周外壁壁层都比较薄,又是脆性材料,强度低,容易损伤,而堵孔方式只是单纯的上下面错孔堵孔,特别是矩形滤芯因此上下面的四个角点和圆形滤芯两端面圆弧位,在搬运、摆放及组装过程中更容易磕碰,只要有一个角点碰缺口,就会造成滤芯损坏,导致滤芯无法使用。
40.本发明针对上述问题设计出一种新式堵孔结构,大大降低了壁流式陶瓷膜滤芯在生产和应用过程中的损坏率,具体结构如下:
41.一、矩形滤芯堵孔
42.1、形式一:
43.如图3、4、5、6所示,滤芯包括出气孔21、上堵头22、下堵头23、进气孔24、过滤壁层25、角点26;在普通壁流式陶瓷膜矩形滤芯堵孔的基础上进行新的设计,除了正常的错孔堵孔方式外,在上下面四个角点增加了全堵孔位(有3孔、6孔、10孔等形式),形成盲孔结构,对矩形滤芯起到了加强的作用。一是因堵孔料在角孔内,提高了矩形滤芯角点的强度,不易损坏,二是当角点因摆放或磕碰时因上下面角点增加了堵孔点,使得每个角点位形成3个以上的盲孔,即使损坏角点一两个孔,也不会对矩形滤芯造成破坏,矩形滤芯依然能正常使用,从而提高了矩形滤芯在生产和安装时的合格率。
44.2、形式二:
45.如图7、8、9、10所示,该结构主要是针对外壁比较薄的壁流式陶瓷膜矩形滤芯堵孔进行新的设计,将上下面四周外围的第一圈孔全部进行堵孔,再对其他孔按正常的错位堵孔方式进行堵孔,这样能对矩形滤芯起到了加强的作用。一起是因堵孔料在第一排孔,使得周边第一圈孔均为盲孔,即使外壁损坏,也不会影响滤芯的使用,二是堵孔料在矩形滤芯边线内填充,对边线边角均提高了强度,从而提高了矩形滤芯在生产和安装时的合格率。
46.二、圆形滤芯堵孔:
47.图11、12、13、14中,该结构在普通壁流式陶瓷膜圆形滤芯堵孔的基础上进行新的设计,首先确定对上下面外围一至两圈孔进行全封堵,使得外围形成盲孔,对两面外围圆弧位进行强度增加,即使有部分磕碰,只要不破坏到里面的过滤孔道,滤芯仍可以正常使用,从而提高了滤芯在生产和安装时的合格率。
48.三、兜篮
49.1、矩形滤芯兜篮(图15、16)
50.图15、16为矩形滤芯兜篮结构,兜篮悬吊法兰11用于滤芯组件安装到除尘器中的悬挂作用;密封框12用于滤芯与组件之间的密封填料的填充位;滤芯上固定板13用于兜篮对滤芯的相对固定,防止滤芯在组装时倾斜不对中,造成滤芯四周密封填充料不均匀,其次是对密封填料起到支撑作用,防止填充料下落,造成滤芯密封失效;底托框吊杆14作用是连
接密封框与底托框,使得上下形成一个整体;底托框15主要作用是对滤芯起到支撑托住的作用,防止滤芯在安装和使用中断裂的作用,其次是通过底托框的滤芯下固定板与滤芯之间填充物料后,对滤芯下部形成稳固保护,防止滤芯因活动和碰撞造成滤芯损坏。
51.另外,滤芯兜篮还可包括密封压框3,密封压框压块4、压块组件5,密封压框作为滤芯组装过程中的密封配件,密封压框主要是对滤芯与密封框之间密封材料进行固定作用,其次是对密封材料起到保护作用,防止在滤芯反吹再生过程中,高压空气对密封材料进行的冲击作用,避免密封材料损坏而失去密封性能;密封压框压块作为滤芯组装过程中的密封压框的固定件,当滤芯与兜篮进行组装时,滤芯与兜篮密封框之间填充密封材料后,用密封压框压紧后,通过压块压住,压块采用压块组件(压块固定螺栓、垫圈、螺母)锁紧,压块组件用于滤芯组装时密封压紧作用。
52.2、圆形滤芯兜篮
53.图17、18为圆形滤芯兜篮结构,除形状有所不同外,其结构与矩形滤芯兜篮相同。
54.上述兜篮及配套配件的选用材料,根据除尘器的使用温度的高低可选用q235、
55.q345r和304、310s、316l等不锈钢材料。
56.四、滤芯组件结构
57.1、矩形滤芯组件结构
[0058] 图19、20、21中,依次为滤芯组件的立体图、半剖视图、俯视图;
[0059]
滤芯组件组装步骤如下:
[0060]
步骤一:首先把滤芯兜篮1放置在工装台工装位,接着将滤芯下部固定条及缓冲保护垫10中的下部缓冲保护垫放入滤芯兜篮1底托框内的托板上,摆放平整;然后将滤芯2纵向从滤芯兜篮1上方插入,落在缓冲保护垫上,并调整滤芯2下部归中位置;再将滤芯下部固定条及缓冲保护垫10中的滤芯下部固定条从四周嵌入,将滤芯2下部固定。
[0061]
步骤二:将滤芯中部卡圈6从滤芯2上部穿入,将滤芯中部卡圈6平缓落在滤芯兜篮1的滤芯上固定板上,对滤芯2起到中部定位保护,从滤芯兜篮1密封圈下方观察检查,滤芯2与滤芯兜篮1的滤芯上固定板是否直接接触,因为滤芯兜篮1的滤芯上固定板是钢性材料,容易对滤芯2造成损坏,必须由滤芯中部卡圈6对滤芯2实行定位,确保滤芯2安装正确。
[0062]
步骤三:将密封柔性基材7均匀的嵌入滤芯兜篮1密封框与滤芯2之间的缝隙中,并通过专用工具对密封柔性材料7进行压紧,多次填充压紧密封柔性材料7,通过密封柔性材料7压紧后形成的横向膨胀作用,在滤芯兜篮1密封框与滤芯2之间形成密封,使得滤芯2很稳定的处于滤芯兜篮1中心位置,不会因运输、安装的振动导致滤芯2与滤芯兜篮1直接接触造成滤芯的损坏。
[0063]
步骤四:将密封胶8均匀填充入滤芯兜篮1密封框与滤芯2之间缝隙剩余的空位中,但密封胶8不得超过滤芯2上部表面,防止密封胶8流入滤芯2的过滤孔道内。
[0064]
步骤五:将滤芯上部密封圈9嵌入密封压框3中,再将滤芯上部密封圈9和密封压框3一起从滤芯2上部压入滤芯兜篮1内,然后通过密封压框压块4、压块固定组件5对密封压框3进行压紧固定。
[0065]
步骤六:对压紧后挤出的密封胶8进行刮胶修整,滤芯下部固定条周边涂密封胶8进行固定,防止滤芯下部固定条在运输、安装时脱落。
[0066]
步骤七:对组装好的滤芯组件进行全面检查,确认各安装工序均无问题后,滤芯组
件组装工作结束,即可进行装箱入库。
[0067]
上述中,滤芯中部卡圈、滤芯上部密封圈、滤芯下部固定条根据使用温度不同选择橡胶、硅胶、氟橡胶及耐高温的硅钙板和硅酸铝纤维板等;密封柔性基材根据使用温度不同选择橡胶、硅胶、氟橡胶及耐高温的石棉、石墨盘根和硅酸铝纤维棉等柔性材料,便于压紧密封;密封胶根据使用温度不同选择有机胶和无机胶。
[0068]
2、圆形滤芯组件结构
[0069]
图22、23、24中,依次为滤芯组件的立体图、半剖视图、俯视图;圆形滤芯组件组装步骤与滤芯组件组装模式一样,只是将矩形部件变更为圆形部件。
[0070]
通过上述兜篮与滤芯结合的组件,一是把单一的壁流式陶瓷膜滤芯变化成一个通用型的过滤元件,利于除尘设备的安装和维修使用;二是通过兜篮对滤芯的保护作用,延长了壁流式陶瓷膜滤芯的使用寿命,降低了除尘设备的制造和使用成本,提高了壁流式陶瓷膜滤芯在粉尘处理行业的使用率,对环保事业起到了积极的作用。
[0071]
以上实施方式仅用以说明本发明的技术方案而非限制,尽管参照具体实施方式对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求保护的范围当中。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1