用于对待涂装的物体进行涂装的喷涂柜的制作方法
1.本实用新型涉及用于涂装(paint,描绘、上色)物体的设备,该物体在空间的三个方向上具有可比尺寸。特别地,本实用新型涉及包括两个仿人臂的喷涂柜,仿人臂允许在三维物体经过时涂装所述三维物体。
背景技术:
2.在本领域中,喷涂柜是已知的,其设置有用以涂装主要平坦的板件的摆动(oscillate,振动、振荡)臂。主要平坦的板件意指板件的三个维度中的两个维度的数量级大于其第三维度的一种板件。典型地,这种板件的测量值在100x300x18 mm至1250x2400x30 mm的范围内。
3.在本领域中,已知的是设置有具有不同形状的气室(plenum,集流腔室、稳压室)的喷涂柜。在本文中,值得提及的是,气室意指适合于分布均匀且受控气流的通气顶棚。具有顶棚形状的空气供给和抽吸的组合允许生成的气流具有的形式和尺寸减少过喷的生成。
4.同一申请人的例如ep2808091b1公开了半圆柱形的气室,其中所述半圆柱形的纵向轴线垂直于待涂装的物体的供给方向。
5.同一申请人的it102019000009711公开了设置有对称的m形的气室,从该气室的周缘至中心包括:
[0006]-朝向周缘倾斜的两个第一外部下降表面部分;
[0007]-平行于所述传送带的两个第二侧向表面部分;
[0008]-朝向中心倾斜且与第一部分相反的两个第三中心下降表面部分;
[0009]-平行于所述传送带的第四中心表面部分,其比侧向平行部分更靠近所述传送带。
[0010]
此外,在本领域中已知的是在单个涂装工作站中涂装所述主要平坦的板件的六个侧面中的五个,如将在图1的描述中更好地解释的。
[0011]
venjakobmaschinenb gmbh&co的ep2756889a1描述了用于涂覆工件的装置,包括:可旋转驱动以运输待涂覆工件的带式传送器;至少一个涂料-喷涂机器人;以及至少一个表面喷涂机器。所述涂料喷涂机器人被设定为涂覆工件的侧表面,且该表面喷涂机器被设定为涂覆工件的顶部表面。
[0012]
由ep2756889a1描述的设备的缺点在于这样的设备适合于涂装主要平坦的板件,但是不能涂装设置有三个可比的尺寸的物体,原因在于表面喷涂机器设置有仅一个自由度,且因此不能相对于待涂装的物体升高或者改变涂装角度。
[0013]
同样地,市场上的其他方案具有下述缺点:设置有具有多个涂装工具的臂,在多个喷涂枪之间设置有多个不同的固定角度,这限制了设备移动的自由度。
[0014]
事实上,典型已知的本领域设备设置有两个臂,两个臂中的每一个臂均支承至少两个喷涂枪。第一喷涂枪设置有用于涂装所述板件的头部或尾部边缘和纵向边缘的最佳倾斜,第二喷涂枪设置有用于涂装所述板件的尾部或头部边缘和相反的纵向边缘的最佳斜度。由于它们的倾斜,两个喷涂枪都适合于喷涂头部(或尾部)边缘和纵向边缘,即使为了完
全覆盖,它们最后需要被第二臂再喷涂,头部(或尾部)边缘由于所述两个喷涂枪的贡献和倾斜被良好的涂装。第二臂也设置有两个喷涂枪。由于它们的倾斜,两个喷涂枪可以喷涂尾部(或头部)边缘和纵向边缘,将它们的涂料涂层叠盖至已经由之前的两个喷涂枪沉积的边缘。值得提及的是,在它们的首先涂装板件的主顶部侧面的摆动移动中,所述喷涂枪仅在涂料可以冲击工件的时候传送涂料。另一方面,当喷涂枪在其摆动移动中移动远离工件时,涂料的传送被中断,从而避免浪费涂料和防止污损该喷涂柜内部。
[0015]
在该文本中,值得提及的是,当用根据已知技术的设备(两个摆动臂,每个摆动臂设置有不同定向的两个喷涂枪)涂装时,主要平坦的板件的主要侧面的每个点接收约四个涂料涂层,一个涂料涂层针对一个工作喷涂枪。
技术实现要素:
[0016]
本实用新型的目的是提供用于涂装具有三个可比尺寸的物体的设备和方法,以允许在物体经过时涂装该物体,其中,该物体的主要侧面不是平坦的或者是凸起的。
[0017]
该目的通过根据本实用新型的实施方式的设备和方法实现。
[0018]
用于对待涂装的物体进行涂装的喷涂柜,包括:用于传送所述待涂装的物体的传送系统;气室;在空间的所有方向上移动的两个仿人臂;每个仿人臂设置有仅一个喷涂枪;所述物体在经过时被涂装,即,在涂装期间不需要使传送所述物体的传送系统的移动停止,其中,所述两个仿人臂各自连接至与所述待涂装的物体的供给方向垂直的摆动轴,并且其中,所述摆动轴被包含在一平面中,所述平面与包含所述待涂装的物体的传送方向的平面一致或平行。
[0019]
根据本实用新型的设备是喷涂柜,在该喷涂柜中设置有两个仿人臂,每个仿人臂设置有仅一个喷涂枪。所述喷涂柜在下面的物体经过时进行涂装,也就是说不需要使传送该待涂装的物体的系统的移动停止。
[0020]
提供了根据本实用新型的设备的多个实施方式:
[0021]
a)喷涂柜,包括半圆柱形的气室以及固定至结构的两个仿人臂,两个仿人臂仅开拓(exploit,使用、利用、揭示)了它们到达该待涂装的物体的自由度;
[0022]
b)喷涂柜,包括半圆柱形的气室和各自连接至摆动轴的两个仿人臂,两个仿人臂开拓了到达该待涂装的物体的另外的自由度;
[0023]
c)喷涂柜,具有m形的气室(鸥翼状气室)和固定至结构的两个仿人臂,两个仿人臂仅开拓了它们到达该待涂装的物体的自由度;
[0024]
d)喷涂柜,具有m形的气室(鸥翼状气室)和各自连接至其自身的摆动轴或二者都连接至同一摆动轴的两个仿人臂,两个仿人臂开拓了到达待涂装的物体的另外的自由度。
[0025]
以已知的方式,所述喷涂柜可以设置有放置在上游的物体监测系统,允许所述仿人臂为具体的待涂装的物体执行最佳的涂装轨迹。
[0026]
以已知的方式,通过带式传送器将待涂装的物体传送到仿人臂的下方,其可以设置有涂料恢复和清洁系统或者覆盖有不可重复使用的纸。
[0027]
以已知的方式,喷涂柜的侧向区域可以设置有过喷抽吸和过滤系统,设置有具有强力水循环的一次性过滤器。
[0028]
本实用新型的第一个优点在于可以在三维物体经过时对该三维物体进行涂装,具
有显著增加的生产率。这样的增加可以达到在涂装时停止对该待涂装的物体的传送的设备的生产率的三倍至四倍。根据本实用新型的工作模式允许线路速度(且因此生产速度)最高至约4m/分钟,而根据已知技术的呈静止方式的工作的等同线路速度仅为约1m/分钟。将所述线路速度转变成以每分钟的产品表示的生产能力,其中与每分钟涂装2.5-3个产品的静止的已知技术相比,本实用新型可以每分钟涂装8-10个产品。
[0029]
本实用新型的第二个优点在于在每个仿人臂上安装仅一个喷涂枪,这不限制喷涂枪移动的自由度,并且减少了设备(喷嘴、消耗品)的成本和设备的操作和维护成本。这一方面可能是最为有利的。由于根据本实用新型的喷涂枪没有位置限制,因此安装仅一个喷涂枪且可以紧密地跟随待涂装的物体的高度轮廓允许以这样的高速进行涂装,而不需要停止物体的前进。利用具有固定倾斜的喷涂枪工作的已知技术不能开拓仿人臂的多个自由度,使得即使已知技术的喷涂柜设置有仿人臂,它们也不能开拓本实用新型的全部可能性,因为它们设置有一组呈固定角度的喷涂枪。
[0030]
第三个优点在于,相对于设置有具有多个喷涂枪的臂的已知技术的设备,可以以减少的时间且利用较低的成本执行颜色/涂料的改变。例如将这转变成经济价值,我们可以以颜色的改变为例。假设安装了少量的喷涂枪,在已知技术中喷涂枪的数量典型地为四个或更多个,且还由于喷涂枪的供给管使得所需的时间为约80-90秒,与已知技术相比,在本实用新型中,颜色的改变需要20-25秒的时间。如果我们选用直接成本,即与必须被处理的涂料和清洁液体相关的成本,我们可以假定本实用新型为200-250ml的消耗,对比之下已知技术的600-800ml的消耗。如果我们选用平均成本为8€/l且颜色改变次数为20改变/工作班次,我们每个工作班次净节省约88€。为此,我们不得不添加清洁较大体积的管道所需的较大体积的清液液体(因为除了具有需要清洁的内部容积的双倍的喷涂枪,设置有较大量的管道和管道长度)。我们可以假设与本实用新型和与已知技术一起使用的清洁剂的量的差异可以意指每个清洁周期另外的8€。如果我们计算总和,在每个工作班次20颜色改变的情况下,我们达到了总数约160€。
[0031]
第四个优点在于可以在物体经过时涂装该物体,其是与改进的生产力有关且与精致的物体有关的方法,其是在物体设置有非常复杂的形状时使用的、使用始终相同的喷涂柜的方法。
[0032]
最后但并非最不重要的优点是根据本实用新型的喷涂柜的极大的功能性:仅一个喷涂柜可以被用于涂装三维物体和主要平坦的板件,即使是在它们设置有难以涂装的部分例如j形拉边(jpull edge)或底切边缘的时候也可以被用于涂装。
附图说明
[0033]
在下面的描述中公开了本实用新型另外的优点和特性,其中根据附图详细解释了本实用新型的示例性实施方式:
[0034]
图1凸起平板的实施例,轴测视图;
[0035]
图2具有可比的尺寸和不同边缘的物体的实施例;
[0036]
图3实施方式a):喷涂柜的横向截面,该喷涂柜包括半圆柱形的气室和固定至结构的两个仿人臂;
[0037]
图4实施方式b):喷涂柜的横向截面,该喷涂柜包括半圆柱形的气室和各自连接至
其自身的摆动轴的两个仿人臂;
[0038]
图4a喷涂柜b)的俯视图;
[0039]
图5实施方式c):喷涂柜的横向截面,该喷涂柜包括m形(鸥翼状)的气室和固定至结构的两个仿人臂;
[0040]
图6实施方式d):喷涂柜的横向截面,该喷涂柜包括m形(鸥翼状)的气室和各自连接至其自身的摆动轴或连接至同一摆动轴的两个仿人臂;
[0041]
图6a喷涂柜d)的俯视图。
具体实施方式
[0042]
图1示出了凸起的家具门的实施例的轴测图。板件10设置有:两个主侧面,上侧面1和在该图中不可见的与上侧面相反的侧面;头部边缘2;尾部边缘5;以及两个纵向边缘3和4。在该图中清晰可见在主侧面1上的凸起。在本说明书中,头部边缘2、尾部边缘5和两个纵向右边缘3和左边缘4整体上都被分组为术语侧向边缘。涂覆板件10的六个侧面中的五个意指涂覆主侧面1和侧向边缘2、3、4、5。
[0043]
图2示出了设置有可比的尺寸的物体的一些实施例。翼状板件6设置有约900x300x200 mm的尺寸。弯曲板件7设置有约800x600x200mm的尺寸。
[0044]
此外,图2示出了设置有j形拉边9的主要平坦的板件8,以及设置有底切边缘12的另一个主要平坦的板件11。
[0045]
这些图像提供了可以在经过时使用根据本实用新型的设备进行涂装的物体的非限制性实施例。
[0046]
根据本实用新型的设备提供了多个实施方式:
[0047]
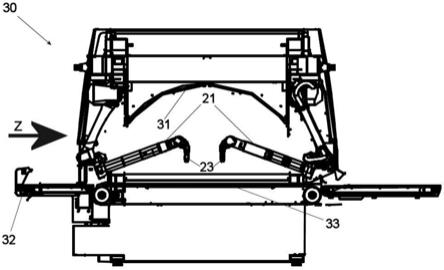
a)喷涂柜30,包括半圆柱形的气室31以及固定至结构的两个仿人臂21,两个仿人臂仅开拓了它们到达待涂装的物体的自由度(图3);
[0048]
b)喷涂柜40,包括半圆柱形的气室31和各自连接至其自身的摆动轴o的两个仿人臂22,两个仿人臂开拓了到达待涂装的物体的另外的自由度(图4);
[0049]
c)喷涂柜50,包括m形(鸥翼状)的气室51和固定至结构的两个仿人臂21,两个仿人臂仅开拓了它们到达待涂装的物体的自由度(图5);
[0050]
d)喷涂柜60,包括m形(鸥翼状)的气室51和各自连接至其自身的摆动轴o的两个仿人臂22,两个仿人臂开拓了到达待涂装的物体的另外的自由度(图6)。
[0051]
每个仿人臂21或22设置有仅一个喷涂枪23,该喷涂枪没有移动限制,不涉及角度,也不涉及其到带式传送器的带或待涂装的物体的距离。
[0052]
图3示出了喷涂柜30的横向截面,该喷涂柜包括半圆柱形的气室31和固定至结构的两个仿人臂21。半圆柱形的柜的轴线p垂直于待涂装的物体的由黑体箭头指示的供给方向z。仿人臂21固定至喷涂柜的框架,优选地固定至喷涂柜30的顶棚或者可替代地固定至侧向壁。典型地,仿人臂21相对于到喷涂柜的固定点的摆动速度为约2m/秒。
[0053]
此外,图3示出了待涂装的物体的检测系统32和传送该待涂装的物体的传送系统33。所述传送系统是典型的封闭带式传送器,设置有机动辊和空转辊。
[0054]
图4示出了喷涂柜40的横向截面,该喷涂柜包括半圆柱形的柜31和各自连接至其摆动轴的两个仿人臂22。半圆柱形的柜的轴线p垂直于待涂装的物体的由黑体箭头指示的
供给方向z。
[0055]
此外,图4示出了待涂装的物体的检测系统32和传送待涂装的物体的传送系统33。所述传送系统是典型的封闭带式传送器,设置有机动辊和空转辊。
[0056]
图4a示出了根据实施方式b)的喷涂柜40的俯视图,特别地示出了半圆柱形的气室的轴线p和在其上连接有所述仿人臂22的摆动轴o。轴线p和轴o是平行的并且垂直于待涂装的物体的供给方向z。方向z由箭头示出。典型地,仿人臂22沿着它们的轴o的摆动速度为约2m/秒。
[0057]
图5示出了根据实施方式c)的喷涂柜的横向截面,该喷涂柜包括用于待涂装的物体的m形气室51、检测系统52和传送系统53。所述传送系统是典型的封闭带式传送器,设置有机动辊和空转辊。
[0058]
所述对称的m形气室51从通气顶棚的周缘至中心包括:
[0059]-朝向周缘倾斜的两个第一外部下降表面部分54;
[0060]-与所述传送带平行的两个第二侧向表面部分55;
[0061]-朝向中心倾斜且与第一部分相反的两个第三中心下降表面部分56;
[0062]-平行于所述传送带的第四中心表面部分57,其比侧向平行部分更靠近所述传送带。
[0063]
m形气室的对称轴线垂直于待涂装的物体的供给方向。仿人臂21固定至喷涂柜的框架,优选地固定至喷涂柜50的顶棚或者可替代地固定至竖向壁。典型地,仿人臂21相对于到喷涂柜的固定点的摆动速度为约2m/秒。
[0064]
气室51的m形具有的优点为较好地压缩了由于喷涂枪的喷涂形成的过喷回旋,从而最大化了涂料转换效率。
[0065]
图6示出了根据实施方式d)的喷涂柜60的横向截面,包括用于待涂装的物体的m形气室51、检测系统52和传送系统53。所述传送系统是典型的封闭带式传送器,设置有机动辊和空转辊。m形气室的对称轴线垂直于待涂装的物体的供给方向。仿人臂22各自连接至其自身的摆动轴o,或者可替代地连接至同一摆动轴o。m形气室51的形状与图5所示的相同并且已经在上文描述。
[0066]
图6a示出了根据实施方式d)的喷涂柜60的俯视图,特别地示出了m形气室的轴线p以及其上连接有所述仿人臂22的摆动轴o。轴线p和轴o是平行的,并且垂直于待涂装的物体的供给方向z。该箭头示出了方向z。典型地,仿人臂22沿着它们的轴o的摆动速度为约2m/秒。
[0067]
固定的仿人臂21或摆动臂22中的每一个支承仅一个喷涂枪23,该喷涂枪在其移动上不受到限制。
[0068]
由于缺少限制,基本上喷涂枪23可以以合适的倾斜跟随所有的侧向边缘2、3、4、5,同时仿人臂21或22的摆动允许涂装板件的主要顶部侧面1。在这种摆动中,所述喷涂枪23被设置有约2m/秒的速度。
[0069]
值得提及的是,在根据已知技术的设备中,涂料递送在单个板件的涂装期间必须中断,从而避免污损喷涂柜。另一方面,利用根据本实用新型的设备,在其中待涂装的物体能够被所述仿人臂21或22到达的每时每刻,仿人臂上的喷涂枪23都在持续递送涂料。这有利之处在于,每次涂料递送的中断会潜在地导致所述喷涂枪23阻塞,随之而来的风险是停
工期。此外,对于每个仿人臂21或22存在仅一个喷涂枪23使得颜色改变相对于已知技术尤其快速,此外需要较少量的清洁溶剂。
[0070]
此外,仿人臂的多个自由度允许紧密地跟随待涂装的物体,使得涂装被执行为内插不同的轴,不同于利用设置有仅一个自由度的摆动臂所发生的。已知技术的放置在摆动臂上的喷涂枪不能跟随物体,也不能内插轴来执行涂装。
[0071]
根据本实用新型的方法包括下述步骤:
[0072]-提供设置有两个仿人臂21或22的设备30、40、50、60,每个仿人臂设置有仅一个喷涂枪23;
[0073]-在不停止传送系统33或53的情况下,持续地将待涂装的物体6、7、8、10、11传送到所述仿人臂的下方;
[0074]-持续地涂装所述待涂装的物体,其中喷涂枪23紧密地跟随所述物体并合适地倾斜以涂装每个侧向边缘2、3、4、5和主要顶部侧面1,所述顶部侧面1以摆动移动被涂装,该摆动移动也跟随所述待涂装的物体的高度轮廓。
[0075]
值得提及的是,在设置有固定至喷涂柜框架的两个仿人臂的设备30和50的情况下,通过臂21自身相对于其到所述喷涂柜的附接点的移动/摆动来执行允许对主要顶部侧面1进行涂装的摆动移动。
[0076]
另一方面,在设置有连接至摆动轴o的两个仿人臂的设备40和60的情况下,通过沿着所述轴o的臂摆动和/或臂22自身的摆动获得允许对主要顶部侧面1进行涂装的摆动移动。
[0077]
当使用设置有固定至喷涂柜的仿人臂21的方案a)30或方案b)50时,必须使用平均较大的仿人臂,使得它们可以到达所有的要求位置。
[0078]
当使用设置有摆动的仿人臂的方案c)40或方案d)60时,所述臂可以具有较小的尺寸,这通过它们摆动的事实来弥补,为臂的移动增加了另外的自由度。
[0079]
选择一种或另一种方案是技术人员可用的选择的一部分,还考虑到待涂装的物体的尺寸、它们的重复性以及喷漆柜的整体尺寸。
[0080]
由于仿人臂的多个自由度,弥补了相对于已知技术的喷涂枪不足的问题。在已知技术中,两个喷涂枪设置有两个限定的倾斜角度,而在本实用新型中,涂装边缘——纵向边缘和头部/尾部边缘——所需的角度均可连续变化。实际上,这里用于每个仿人臂的唯一喷涂枪可以例如反转其角度,以在每次摆动反转时涂装纵向边缘。例如。为了涂装头部和尾部边缘,当头部和尾部边缘对称时,所述喷涂枪将在两个臂上使用恒定且共同的角度,而当它们不同时,喷涂枪23的所述倾斜角度必须根据待涂装的形状进行变化。参见具有j形拉边9的板件8或具有底切边缘12的板件11的实施例。
[0081]
在另一实施方式中,通过每个仿人臂下方的两个止挡件,还可以在静止状态下对设置有特别复杂的几何形状的物体进行涂装,从而使每个臂可以完成其可能的许多轨迹——这在沿z轴前进的速度太快时会受到妨碍。
[0082]
显然,在这种情况下,失去了与提高喷涂柜生产率相关的优势。但是,以这种方式,在允许较简单的物体经过时涂装该物体的同一喷涂柜内,可以涂装设置有非常复杂的几何形状的物体,而无需其中静止地涂装物体的专用的喷涂柜。
[0083]
1 主要侧面
[0084]
2 头部边缘
[0085]
3 纵向右边缘
[0086]
4 纵向左边缘
[0087]
5 尾部边缘
[0088]
6 波形板件
[0089]
7 弯曲板件
[0090]
8j形拉边板件
[0091]
9j形拉边
[0092]
10 板件
[0093]
11 底切边缘板件
[0094]
12 底切
[0095]
21 固定的仿人臂
[0096]
22 摆动仿人臂
[0097]
23 喷涂枪
[0098]
30 具有半圆柱形的气室和两个固定仿人臂的喷涂柜
[0099]
31 半圆柱形的气室
[0100]
32 检测系统
[0101]
33 传送系统
[0102]
40 具有半圆柱形的气室和两个摆动仿人臂的喷涂柜
[0103]
50 具有m形气室和两个固定的仿人臂的喷涂柜
[0104]
51m形的气室
[0105]
52 检测系统
[0106]
53 传送系统
[0107]
54 外部下降部分
[0108]
55 侧向平行部分
[0109]
56 中心下降部分
[0110]
57 中心平行部分
[0111]
60 具有m形气室和两个摆动仿人臂的喷涂柜。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1