一种用于酱油行业的连续压榨过滤布的制作方法
1.本实用新型属于过滤布技术领域,涉及一种用于酱油行业的连续压榨过滤布。
背景技术:
2.酱油行业的压榨工序一直使用手动压榨机,依靠人力布酱折叠卸渣,其配套使用的传统滤布规格尺寸小,处理量少,对滤布要求不高。随着新型的全自动连续布酱压榨机出现,原有滤布各项性能已不能满足新的使用需求,需要实用新型一种新型的过滤布来配套使用。
3.现要求过滤布的整匹长度大于1000米无缝接,品质要求高;使用要求自淋流速每小时大于3000kg,过滤效率高;过滤清度高,过滤等效孔径为30~60微米;酱油成品出油率大于85%;易卸渣;在千吨压力下耐压折,滤布经纬向伸长率稳定性好,滤布运行不跑偏,长时间使用不散边,滤布使用寿命长。
4.基于现有的酱油行业的连续压榨滤布长度一般为1000米以上,且幅宽宽(≥270厘米)在长时间(超24小时)连续重压压榨(1400吨以上)后,容易使滤布发生形变,进而引发滤布在使用过程中出现跑偏现象。这种跑偏现象在布酱运行时会造成滤布偏离夹布器位置,引起停机,使布酱无法正常运行。目前,解决滤布跑偏问题的现有技术是靠机械纠偏装置和人力拉扯的方式。但是机械纠偏装置的调节范围有限,未能满足生产过程中的实际需求。人力拉扯的方式则耗费人力,也增加了劳动强度及成本。
5.传统的手动压榨机,依靠人力操作,其配套使用的传统滤布规格尺寸小,处理量少,对滤布强力要求不高。现随着工业的发展,为满足其大处理量、大压力的使用需求,逐渐发展出了一种连续式压榨过滤机,但其配套使用的滤布容易出现滤布破裂的现象,主要原因是由于过滤布在布酱时自淋流速不快,包裹在滤布里面酱料的液体不能及时流出,受到连续压榨机高达1400吨以上工作压力下,滤布包裹酱料的空间不断减少,包裹在滤布内的物料和滤液迅速占满整个空间,随着包裹空间的不断减少,如果滤布的滤孔也无法及时排出滤液,最终会容易导致爆酱现象。解决这个问题的现有技术普遍采用:1)经纬纱线纤度不变,减少过滤布经纬密度,扩大滤孔孔径,以增加滤液流量;2)过滤布经纬密度不变,采用纤度较小的纱线以扩大滤布孔经。然而增大滤孔孔径必然会导致滤布无法截留直径较小的微粒,从而降低了过滤的精度。过滤布既要达到过滤效率快又要过滤清度高,必须具有“孔径小而数量多”的风格,如果用纤度大的纱线,会覆盖滤布的大部分有效过滤面积,必然形成不了“孔多”的风格。相反地,采用纤度小的纱线可增大滤布经纬密度,从而增加交织点,形成“孔小而多”的风格。但是,由于纱线的纤度小,会导致过滤布强力不足,在受到压榨机1400吨以上的连续工作压力下,滤布容易产生破裂现象。因此,以上方案都无法在保证过滤精度的前提下满足自淋流速快的要求。
6.酱油行业的压榨工序通常需要布浆600层以上,自淋时间至少6-8小时,经200吨压力轻压6~8小时、1400t以上压力重压8小时压榨后,滤渣会紧贴在滤布表面难以脱离,此时滤渣须以高压水流进行清除,甚至要进行人工清理。若滤渣得不到及时的清理,会在滤布
清洗时被滤布带到洗布槽内,洗布槽内的水则要经常更换,从而耗费大量的水资源。若洗布槽的水不及时更换,滤布无法清洗干净,将导致滤布网孔堵塞,降低滤布的再生能力。因此,能快速高效地清除滤布表面滤渣是极其重要的。目前提高滤渣卸除便捷性的办法基本只有轧光,滤布经过轧光后,滤布表面将变得光滑,从而导致滤布表面的动摩擦系数降低、摩擦力减少,滤渣在爬坡运输时容易往下掉,不能正常运输。同时轧光改变了过滤布孔隙形状和大小,颠覆了过滤布性能和使用。
7.因此,研究一种能同时解决上述滤布在使用过程中出现跑偏、自淋速度和过滤效率有限、卸渣和输送滤渣不便等问题的过滤布具有十分重要的意义。
技术实现要素:
8.本实用新型的目的是解决现有技术中存在的问题,提供一种用于酱油行业的连续压榨过滤布。
9.为达到上述目的,本实用新型采用的技术方案如下:
10.一种用于酱油行业的连续压榨过滤布,为机织物,由经纱和纬纱交织而成;经纱分为经纱a和经纱b,每根经纱a都由一根加强筋以及一根与其并行排列的地组织经纱组成(加强筋与地组织经纱之间不需再加捻,实际操作是穿综工序中将一条加强筋与一条地组织经纱穿在同一综眼上),加强筋为纤度为地组织经纱3倍以上的纱线,经纱b为地组织经纱;所有的经纱a沿纬向等距排列(如不等距将会导致滤布使用过程中张力不平衡),相邻两经纱a的间距为2~5cm(间距过大时,加强筋的作用相对减弱;间距过小时,因地经纤度与加强筋纤度相差大,织造时纱线的织缩不一致,会造成布面起皱)。
11.作为优选的技术方案:
12.如上所述的一种用于酱油行业的连续压榨过滤布,沿织物纬向,x根经纱b和1根纱线a交替排列,且每根纱线a都位于x根经纱b与x根经纱b之间。
13.如上所述的一种用于酱油行业的连续压榨过滤布,加强筋为短纤纱或长丝,短纤纱在增加摩擦力方面有优势,长丝在机械强力方面有优势。
14.如上所述的一种用于酱油行业的连续压榨过滤布,加强筋的交织点按组织结构的形式分布在滤布布面,成点状分布。
15.如上所述的一种用于酱油行业的连续压榨过滤布,加强筋的线密度≥1500dtex,纬纱的线密度为100~1000dtex,经纱a中的地组织经纱或经纱b的线密度为100~1000dtex,纬纱的线密度可与地组织经纱的线密度相同,也可不相同,具体视工艺而定。
16.如上所述的一种用于酱油行业的连续压榨过滤布,加强筋、纬纱、经纱a中的地组织经纱或经纱b为单丝或复丝,复丝的规格为2~300f,复丝的捻度为0~300捻/m;加强筋、纬纱、经纱a中的地组织经纱或经纱b的断裂强度≥7cn/dtex,断裂伸长率为20~40%,热收缩率为5~10%。
17.如上所述的一种用于酱油行业的连续压榨过滤布,所述单丝或复丝为丙纶或锦纶。
18.如上所述的一种用于酱油行业的连续压榨过滤布,用于酱油行业的连续压榨过滤布的组织结构为平纹、斜纹、缎纹或变化组织。
19.如上所述的一种用于酱油行业的连续压榨过滤布,用于酱油行业的连续压榨过滤
布的经纬纱密度为100~1000根/10cm,透气量为70~400l/(m2·
s),经向断裂强力≥2000n/(5
×
20)cm,纬向断裂强力≥1500n/(5
×
20)cm,经向伸长率为40~60%,纬向伸长率为25~40%,厚度为0.4~0.8mm,克重为200~450g/m2。
20.本实用新型的机理是:
21.为了避免跑偏现象,本实用新型将加强筋(即纤度是地组织经纱纤度3倍以上的纱线)与经纱织入滤布地组织,并按等距排列(一般间距为2~5cm),具体操作过程为:首先在整经工序中把加强筋按照具体工艺的要求排列后与经纱一起加工成织轴,然后按滤布的地组织穿综图进行穿综,最后按照滤布的纹版图进行织造;在整匹滤布中,通过等距织入加强筋,其机理类似钢筋水泥结构中的钢筋一样起骨架作用,能增加滤布的刚性滤布更牢固,不易变形,另一方面,所述加强筋设计为短纤纱时,在固液分离中,短纤纱吸湿后由于水分子进入纤维内部无定形区的大分子之间,拆开了一些连接点使大分子间的距离增大,纤维膨胀变粗,短纤纱吸湿膨胀程度更明显,而纤度更大的加强筋吸湿膨胀效果更大,会增加过滤布表面摩擦力,因此滤布运行时加强筋能增大与布酱机的导辊,夹布器的摩擦力,使滤布运行平整且不易脱离夹布器,因此,能有效解决滤布跑偏的问题。
22.为了提高自淋速度和过滤效率,本实用新型中的加强筋与经纱织入滤布地组织,由于加强筋的纱线直径相对地组织经纱的直径大,加强筋与纬纱的交织时产生较大弯曲度,在布面形成较大的凸点,而加强筋的织造是按地组织结构织入的,使加强筋的交织点按组织结构的形式分布在滤布布面,成点状分布,在滤布的过滤过程中,在点与点之间流动成线,形成导流槽;同时,由于加强筋交织时产生较大弯曲度,使滤布表面积增加,滤孔数量增加,也提高了过滤面积,从而增加了滤液的流量(从流量公式中得出结论),流量公式为v=πnr4aδpt/8hμ,其中,v为滤液体积,n为单位面积的孔数,r为清洁孔的半径,a为过滤面积,δp为时间t对应的过滤介质的压降,t为过滤时间,h为介质孔的长度,μ为流体黏度,另一方面,由于每层布酱量一般是50~60l,滤布在布酱折叠自流时,因自身重量原因,每层滤布之间会紧密粘合在一起,粘合面形成密闭空间,里边的滤液就难以流出,而织入的加强筋在滤布表面形成连续的点状凸起,在折叠后的每层之间形成间隙,折叠后的两层滤布间滤出液在压力的作用下四向流出,汇集到加强筋形成的间隙中流出,起导流作用,使滤液能及时排出,提高自淋流速,迅速卸压,通过本实用新型,能够提高自淋流速,能有效解决滤布破裂的现象。
23.为了便于卸渣和输送滤渣,本实用新型的加强筋与经纱织入滤布地组织,由于加强筋的纱线直径相对地组织纱的直径要大,用直径更粗的加强筋与地组织纱间距式交织,能间距式地增加滤布的厚度,而加强筋的织造是按地组织结构织入的,这就会使加强筋的交织点按组织结构的形式分布在滤布布面,成点状分布,滤布布面呈间距式的点状凸起,增加了过滤布表面粗糙度,降低了滤渣和滤布之间的贴合程度,减少了滤布表面和滤渣表面间的附着力,使滤渣容易脱离滤布,滤布干净易清洗,通过本实用新型,滤渣变得容易卸除,也节约了清洁的用水。
24.有益效果:
25.(1)本实用新型的一种用于酱油行业的连续压榨过滤布,通过采用加强筋增加了滤布的刚性,滤布更牢固,不易变形,从而可以有效避免滤布在使用过程中出现的跑偏现象;
26.(2)本实用新型的一种用于酱油行业的连续压榨过滤布,通过设计加强筋与纬纱的交织时产生较大弯曲度,在布面形成较大的凸点,在折叠后的每层之间形成间隙起导流作用,使滤液能及时排出,提高自淋流速,迅速卸压;
27.(3)本实用新型的一种用于酱油行业的连续压榨过滤布,加强筋的交织点按组织结构的形式分布在滤布布面,成点状分布,滤布布面呈间距式的点状凸起,增加了过滤布表面粗糙度,降低了滤渣和滤布之间的贴合程度,减少了滤布表面和滤渣表面间的附着力,使滤渣容易脱离滤布,滤布干净易清洗。
附图说明
28.图1为一种用于酱油行业的连续压榨过滤布的穿综图;
29.图2为一种用于酱油行业的连续压榨过滤布的纹板图;
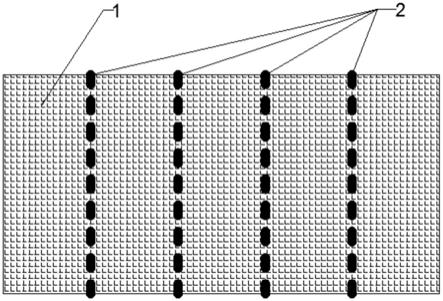
30.图3为一种用于酱油行业的连续压榨过滤布的示意图;
31.图4为一种用于酱油行业的连续压榨过滤布的经向剖面图;
32.图5为一种用于酱油行业的连续压榨过滤布的纬向剖面图;
33.其中,1
‑
布面,2
‑
加强筋,3
‑
地组织经纱,4
‑
纬纱。
具体实施方式
34.下面结合具体实施方式,进一步阐述本实用新型。应理解,这些实施例仅用于说明本实用新型而不用于限制本实用新型的范围。此外应理解,在阅读了本实用新型讲授的内容之后,本领域技术人员可以对本实用新型作各种改动或修改,这些等价形式同样落于本技术所附权利要求书所限定的范围。
35.一种用于酱油行业的连续压榨过滤布,如图3~5所示,为平纹、斜纹、缎纹或变化组织结构的机织物,由经纱和纬纱4交织而成;
36.经纱分为经纱a和经纱b,每根经纱a都由一根线密度≥1500dtex的加强筋2(短纤纱或长丝)以及一根与其并行排列的线密度为100~1000dtex的地组织经纱3组成;加强筋2的纤度为地组织经纱3的3倍以上;
37.经纱b为线密度为100~1000dtex的地组织经纱3;
38.纬纱4的线密度为100~1000dtex;
39.加强筋2、纬纱4、经纱a中的地组织经纱3或经纱b为单丝或复丝;单丝或复丝为丙纶或锦纶;复丝的规格为2~300f,复丝的捻度为0~300捻/m;
40.所有的经纱a沿纬向等距排列,相邻两经纱a的间距为2~5cm;具体的排列方式为:沿织物纬向,x根经纱b和1根纱线a交替排列,且每根纱线a都位于x根经纱b与x根经纱b之间;
41.用于酱油行业的连续压榨过滤布中,加强筋2的交织点按组织结构的形式分布在滤布布面1,成点状分布,经纬纱密度为100~1000根/10cm,透气量为70~400l/m2×
s,经向断裂强力≥2000n/(5
×
20)cm,纬向断裂强力≥1500n/(5
×
20)cm,经向伸长率为40~60%,纬向伸长率为25~40%,厚度为0.4~0.8mm,克重为200~450g/m2。
42.现以组织结构为3/3重平和1/1平纹构成的透孔组织的用于酱油行业的连续压榨过滤布为例,说明其制备过程,具体如下:
43.(1)原料的准备;
44.经纱a:由一根线密度为≥1500dtex的加强筋(短纤纱或长丝)以及一根与其并行排列的线密度为100~1000dtex的地组织经纱组成;加强筋为纤度为地组织经纱3倍以上的纱线;
45.经纱b:地组织经纱,线密度为100~1000dtex;
46.纬纱:纬纱的线密度为100~1000dtex;
47.加强筋、纬纱、经纱a中的地组织经纱或经纱b为单丝或复丝;单丝或复丝为丙纶或锦纶;复丝的规格为2~300f,复丝的捻度为0~300捻/m;
48.(2)整经工序排纱;
49.沿纬向,将经纱a和经纱b按照一定的方式排列在纱架上,用分条整经的形式进行整经,做成织轴;其中,所有的经纱a沿纬向等距排列,相邻两经纱a的间距为2~5cm;
50.排列方式为:(x根经纱b+1根经纱a)*n个循环+x根经纱b;x为加强筋之间的地组织经纱条数,n为循环数;
51.(3)穿综过筘;
52.按图1所示的穿综图,用顺穿法进行穿综,共用六屏综;
53.(4)织造;
54.如图2所示,以3/3重平和1/1平纹构成的透孔组织的纹板图织造。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1