一种可控制速度的包装材料粉碎出料装置的制作方法
1.本实用新型涉及包装材料技术领域,具体为一种可控制速度的包装材料粉碎出料装置。
背景技术:
2.包装材料是指用于制造包装容器、包装装潢、包装印刷、包装运输等满足产品包装要求所使用的材料,它即包括金属、塑料、玻璃、陶瓷、纸、竹本、野生蘑类、天然纤维、化学纤维、复合材料等主要包装材料,又包括捆扎带、装潢、印刷材料等辅助材料,包装材料在整个包装工业中占有重要地位,是发展包装技术、提高包装质量和降低包装成本的基础。因此,了解包装材料的性能、应用范围和发展趋势,对合理选用包装材料,扩大包装材料来源,采用新包装和加工新技术,创造新型包装和包装技术,提高包装技术水平与管理水平,都具有重要的意义。包装材料在进行使用后需要及时对其进行粉碎回收,在对包装材料进行粉碎回收的时候,常常因为每次投入的包装材料的材质与规格大小不同,从而需要对其进行粉碎的时间也不同,目前无法针对与不同规格大小的包装材料进行粉碎时进行相对应的调整粉碎出料的时间,从而使得时间被浪费,粉碎出料的工作效率降低。
技术实现要素:
3.本实用新型的目的在于提供了一种可控制速度的包装材料粉碎出料装置,达到解决上述问题的目的。
4.为实现上述目的,本实用新型提供如下技术方案:一种可控制速度的包装材料粉碎出料装置,包括箱体,所述箱体顶部固定连接有顶框,所述顶框内壁顶部固定连接有电机,所述电机一端通过联轴器固定连接有转杆,所述转杆一端贯穿顶框底部与箱体顶部,所述转杆外壁与顶框底部、箱体内壁通过轴承转动连接,所述转杆外壁固定连接有粉碎刀片,所述箱体顶部开设有入口,所述箱体底部开设有出口,所述箱体一侧开设有粗通气槽与细通气槽,所述箱体内部设置有空气增压触碰开关机构与自动开合出料机构;
5.所述空气增压触碰开关机构包括拨块、挤压活塞、弹性板、弹性拉绳a、推板、进气槽、通气槽、喷气槽,所述拨块外壁与转杆外壁通过螺栓固定安装,所述拨块外壁与挤压活塞外壁接触,所述挤压活塞外壁与箱体内壁滑动连接,所述挤压活塞外壁与弹性板一端固定连接,所述弹性板另一端与箱体内壁固定连接,所述弹性拉绳a一端与箱体内壁固定连接,所述弹性拉绳a另一端与推板外壁固定连接,所述推板外壁与箱体内壁滑动连接,所述进气槽、通气槽、喷气槽开设在箱体内部并与箱体内壁连通设置。
6.优选的,所述自动开合出料机构包括推块、升降块a、铰接杆a、铰接杆b、限位块、铰接杆c、升降块b、铰接杆d、滑动板、开合滑板、弹性拉绳b,所述推块外壁与推板内壁滑动连接,所述推块外壁固定连接有小弹簧,小弹簧另一端与推板内壁固定连接,所述推块外壁与升降块a接触,所述升降块a外壁与箱体内壁滑动连接,所述升降块a外壁与铰接杆a一端铰接,所述铰接杆a另一端与铰接杆b一端铰接,所述铰接杆b外壁与限位块内壁滑动连接,所
述限位块外壁与箱体内壁正面、背面固定连接,所述铰接杆b外壁与铰接杆c一端铰接,所述铰接杆c另一端与升降块b外壁铰接,所述升降块b外壁与箱体内壁滑动连接,所述限位块另一端与铰接杆d一端铰接,所述铰接杆d另一端与滑动板一端铰接,所述滑动板外壁与箱体内壁滑动连接,所述弹性拉绳b一端与箱体内壁固定连接,所述弹性拉绳b另一端与开合滑板外壁固定连接,所述开合滑板外壁与喷气槽内壁滑动连接,通过更换拨块不同的大小,可以改变挤压活塞被拨块推动挤压的幅度,从而可以改变开合滑板每次开合之间的频率,从而针对性的对各个不同的包装材料的材质和规格进行设置相对应的粉碎时间,避免了人工长期守在旁边进行操作而浪费的大量时间,同时避免了因为每次自动下料开合时间相同时,无法适用于不同规格大小的需要回收粉碎的包装材料而导致本来可以提前打开下料时而无法做到的情况发生,进一步的提升了粉碎下料的工作效率,同时节省了大量人力与时。
7.优选的,所述挤压活塞与拨块接触的一端为斜面形状,从而可以更加顺滑的与拨块进行拨动。
8.优选的,所述拨块与挤压活塞接触的一端为圆弧面,从而可以与挤压活塞接触拨动的时候不会卡涩住。
9.优选的,所述进气槽与箱体顶部连通的一端固定安装有单向阀a,从而使得空气无法倒流。
10.优选的,所述滑动板内壁开设有圆形孔,从而使得可以与喷气槽连通。
11.优选的,所述粗通气槽与箱体外壁一侧连通的一端固定安装有单向阀b,从而使得空气不会倒流。
12.本实用新型提供了一种可控制速度的包装材料粉碎出料装置。具备以下有益效果:
13.(1)、本实用新型通过设置空气增压触碰开关机构,通过往入口内放入大量需要粉碎的包装材料落入箱体内部,然后启动电机带动转杆转动,转杆带动粉碎刀片转动并对箱体内部需要回收的包装材料进行快速搅动粉碎,同时拨块拨动挤压活塞向左侧挤压空气,空气被挤压推动推板向左侧滑动,同时弹性板反弹将挤压活塞弹回原位,内部的空气通过进气槽吸入,并且进气槽顶部设置有单向阀a所以在挤压活塞挤压的时候,箱体内部的空气不会通过进气槽流出,从而只能推动推板,在拨块往复转动推动挤压活塞时,推板被空气往复向左推动,推板左侧的空气通过通气槽被排出,从而可以根据更换不同的拨块可以改变挤压活塞推动内部空气至推板不同的滑动速度,从而可以完成针对性的来对其进行调整,并且可以通过推板的持续滑动直到推块与升降块a接触时触发自动开合出料机构进行工作,从而进一步提升了其稳定性,也避免了每次开合下料过快而导致的箱体内部的包装材料还未被粉碎完成就提前打开的情况发生。
14.(2)、本实用新型通过设置自动开合出料机构,在推板被推动内部的推块与升降块a接触的时候,推块被小弹簧的反弹力推出,从而瞬间将升降块a推动下降,升降块a下降通过铰接杆a推动铰接杆b向右滑动,铰接杆b在限位块内部滑动进行限位,铰接杆b通过铰接杆c推动升降块b进行上升,同时铰接杆b也推动铰接杆d向右侧平行移动,铰接杆d推动滑动板在箱体内壁向右滑动,从而使得滑动板内部的圆形孔与喷气槽对上,从而使得推板与挤压活塞之间的空气与喷气槽连通,同时推板受到弹性拉绳a强力的拉力瞬间将其拉回,而空气只能通过喷气槽被瞬间挤压开合滑板的一侧并推动开合滑板向右侧滑动,直至开合滑板
完全插入箱体内部的插槽中,从而将箱体内部与出口进行开放连通,同时开合滑板挤压的时候,插槽内的空气通过粗通气槽与细通气槽同时流出,因为粗通气槽一端设置有单向阀b,所以空气只能出不能进,从而使得在开合滑板推入箱体内部的插槽内的时候,开合滑板受到弹性拉绳b的拉力将其拉回的时候,插槽内部的空气只能通过细通气槽吸入,因为细通气槽的孔非常小,从而使得开合滑板只能缓慢的向左侧滑动慢慢关闭,在这期间内被粉碎刀片切割粉碎的包装材料适应出口的直径大小的回收物自然通过重力下落出料,然后在对应不同的需要粉碎切割的包装材料的回收时,打开箱体正面的箱门可以将拨块进行更换,通过更换拨块不同的大小,可以改变挤压活塞被拨块推动挤压的幅度,从而可以改变开合滑板每次开合之间的频率,从而针对性的对各个不同的包装材料的材质和规格进行设置相对应的粉碎时间,避免了人工长期守在旁边进行操作而浪费的大量时间,同时避免了因为每次自动下料开合时间相同时,无法适用于不同规格大小的需要回收粉碎的包装材料而导致本来可以提前打开下料时而无法做到的情况发生,进一步的提升了粉碎下料的工作效率,同时节省了大量人力与时间。
附图说明
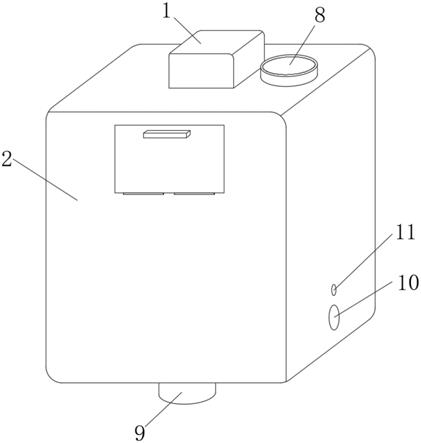
15.图1为本实用新型主视图;
16.图2为本实用新型正面剖视图;
17.图3为本实用新型空气增压触碰开关机构正视图;
18.图4为本实用新型图3的a处放大图;
19.图5为本实用新型开合滑板俯视图。
20.图中:1顶框、2箱体、3空气增压触碰开关机构、301拨块、302挤压活塞、303弹性板、304弹性拉绳a、305推板、306进气槽、307通气槽、308喷气槽、4自动开合出料机构、401推块、402升降块a、403铰接杆a、404铰接杆b、405限位块、406铰接杆c、407升降块b、408铰接杆d、409滑动板、410开合滑板、411弹性拉绳b、5电机、6转杆、7粉碎刀片、8入口、9出口、10粗通气槽、11细通气槽。
具体实施方式
21.如图1-5所示,本实用新型提供一种技术方案:一种可控制速度的包装材料粉碎出料装置,包括箱体2,箱体2顶部固定连接有顶框1,顶框1内壁顶部固定连接有电机5,电机5一端通过联轴器固定连接有转杆6,转杆6一端贯穿顶框1底部与箱体2顶部,转杆6外壁与顶框1底部、箱体2内壁通过轴承转动连接,转杆6外壁固定连接有粉碎刀片7,箱体2顶部开设有入口8,箱体2底部开设有出口9,箱体2一侧开设有粗通气槽10与细通气槽11,粗通气槽10与箱体2外壁一侧连通的一端固定安装有单向阀b,箱体2内部设置有空气增压触碰开关机构3,通过设置空气增压触碰开关机构3,通过往入口8内放入大量需要粉碎的包装材料落入箱体2内部,然后启动电机5带动转杆6转动,转杆6带动粉碎刀片7转动并对箱体2内部需要回收的包装材料进行快速搅动粉碎,同时拨块301拨动挤压活塞302向左侧挤压空气,空气被挤压推动推板305向左侧滑动,同时弹性板303反弹将挤压活塞302弹回原位,内部的空气通过进气槽306吸入,并且进气槽306顶部设置有单向阀a所以在挤压活塞302挤压的时候,箱体2内部的空气不会通过进气槽306流出,从而只能推动推板305,在拨块301往复转动推
动挤压活塞302时,推板305被空气往复向左推动,推板305左侧的空气通过通气槽307被排出,从而可以根据更换不同的拨块301可以改变挤压活塞302推动内部空气至推板305不同的滑动速度,从而可以完成针对性的来对其进行调整,并且可以通过推板305的持续滑动直到推块401与升降块a402接触时触发自动开合出料机构4进行工作,从而进一步提升了其稳定性,也避免了每次开合下料过快而导致的箱体2内部的包装材料还未被粉碎完成就提前打开的情况发生,与自动开合出料机构4,自动开合出料机构4包括推块401、升降块a402、铰接杆a403、铰接杆b404、限位块405、铰接杆c406、升降块b407、铰接杆d408、滑动板409,滑动板409内壁开设有圆形孔,开合滑板410、弹性拉绳b411,推块401外壁与推板305内壁滑动连接,推块401外壁固定连接有小弹簧,小弹簧另一端与推板305内壁固定连接,推块401外壁与升降块a402接触,升降块a402外壁与箱体2内壁滑动连接,升降块a402外壁与铰接杆a403一端铰接,铰接杆a403另一端与铰接杆b404一端铰接,铰接杆b404外壁与限位块405内壁滑动连接,限位块405外壁与箱体2内壁正面、背面固定连接,铰接杆b404外壁与铰接杆c406一端铰接,铰接杆c406另一端与升降块b407外壁铰接,升降块b407外壁与箱体2内壁滑动连接,限位块405另一端与铰接杆d408一端铰接,铰接杆d408另一端与滑动板409一端铰接,滑动板409外壁与箱体2内壁滑动连接,弹性拉绳b411一端与箱体2内壁固定连接,弹性拉绳b411另一端与开合滑板410外壁固定连接,开合滑板410外壁与喷气槽308内壁滑动连接,通过设置自动开合出料机构4,在推板305被推动内部的推块401与升降块a402接触的时候,推块401被小弹簧的反弹力推出,从而瞬间将升降块a402推动下降,升降块a402下降通过铰接杆a403推动铰接杆b404向右滑动,铰接杆b404在限位块405内部滑动进行限位,铰接杆b404通过铰接杆c406推动升降块b407进行上升,同时铰接杆b404也推动铰接杆d408向右侧平行移动,铰接杆d408推动滑动板409在箱体2内壁向右滑动,从而使得滑动板409内部的圆形孔与喷气槽308对上,从而使得推板305与挤压活塞302之间的空气与喷气槽308连通,同时推板305受到弹性拉绳a304强力的拉力瞬间将其拉回,而空气只能通过喷气槽308被瞬间挤压开合滑板410的一侧并推动开合滑板410向右侧滑动,直至开合滑板410完全插入箱体2内部的插槽中,从而将箱体2内部与出口9进行开放连通,同时开合滑板410挤压的时候,插槽内的空气通过粗通气槽10与细通气槽11同时流出,因为粗通气槽10一端设置有单向阀b,所以空气只能出不能进,从而使得在开合滑板410推入箱体2内部的插槽内的时候,开合滑板410受到弹性拉绳b411的拉力将其拉回的时候,插槽内部的空气只能通过细通气槽11吸入,因为细通气槽11的孔非常小,从而使得开合滑板410只能缓慢的向左侧滑动慢慢关闭,在这期间内被粉碎刀片7切割粉碎的包装材料适应出口9的直径大小的回收物自然通过重力下落出料,然后在对应不同的需要粉碎切割的包装材料的回收时,打开箱体2正面的箱门可以将拨块301进行更换,通过更换拨块301不同的大小,可以改变挤压活塞302被拨块301推动挤压的幅度,从而可以改变开合滑板410每次开合之间的频率,从而针对性的对各个不同的包装材料的材质和规格进行设置相对应的粉碎时间,避免了人工长期守在旁边进行操作而浪费的大量时间,同时避免了因为每次自动下料开合时间相同时,无法适用于不同规格大小的需要回收粉碎的包装材料而导致本来可以提前打开下料时而无法做到的情况发生,进一步的提升了粉碎下料的工作效率,同时节省了大量人力与时;
22.空气增压触碰开关机构3包括拨块301,拨块301与挤压活塞302接触的一端为圆弧面,挤压活塞302,挤压活塞302与拨块301接触的一端为斜面形状,弹性板303、弹性拉绳
a304、推板305、进气槽306,进气槽306与箱体2顶部连通的一端固定安装有单向阀a,通气槽307、喷气槽308,拨块301外壁与转杆6外壁通过螺栓固定安装,拨块301外壁与挤压活塞302外壁接触,挤压活塞302外壁与箱体2内壁滑动连接,挤压活塞302外壁与弹性板303一端固定连接,弹性板303另一端与箱体2内壁固定连接,弹性拉绳a304一端与箱体2内壁固定连接,弹性拉绳a304另一端与推板305外壁固定连接,推板305外壁与箱体2内壁滑动连接,进气槽306、通气槽307、喷气槽308开设在箱体2内部并与箱体2内壁连通设置。
23.在使用时,通过往入口8内放入大量需要粉碎的包装材料落入箱体2内部,然后启动电机5带动转杆6转动,转杆6带动粉碎刀片7转动并对箱体2内部需要回收的包装材料进行快速搅动粉碎,同时拨块301拨动挤压活塞302向左侧挤压空气,空气被挤压推动推板305向左侧滑动,同时弹性板303反弹将挤压活塞302弹回原位,内部的空气通过进气槽306吸入,并且进气槽306顶部设置有单向阀a所以在挤压活塞302挤压的时候,箱体2内部的空气不会通过进气槽306流出,从而只能推动推板305,在拨块301往复转动推动挤压活塞302时,推板305被空气往复向左推动,推板305左侧的空气通过通气槽307被排出,从而在推板305被推动内部的推块401与升降块a402接触的时候,推块401被小弹簧的反弹力推出,从而瞬间将升降块a402推动下降,升降块a402下降通过铰接杆a403推动铰接杆b404向右滑动,铰接杆b404在限位块405内部滑动进行限位,铰接杆b404通过铰接杆c406推动升降块b407进行上升,同时铰接杆b404也推动铰接杆d408向右侧平行移动,铰接杆d408推动滑动板409在箱体2内壁向右滑动,从而使得滑动板409内部的圆形孔与喷气槽308对上,从而使得推板305与挤压活塞302之间的空气与喷气槽308连通,同时推板305受到弹性拉绳a304强力的拉力瞬间将其拉回,而空气只能通过喷气槽308被瞬间挤压开合滑板410的一侧并推动开合滑板410向右侧滑动,直至开合滑板410完全插入箱体2内部的插槽中,从而将箱体2内部与出口9进行开放连通,同时开合滑板410挤压的时候,插槽内的空气通过粗通气槽10与细通气槽11同时流出,因为粗通气槽10一端设置有单向阀b,所以空气只能出不能进,从而使得在开合滑板410推入箱体2内部的插槽内的时候,开合滑板410受到弹性拉绳b411的拉力将其拉回的时候,插槽内部的空气只能通过细通气槽11吸入,因为细通气槽11的孔非常小,从而使得开合滑板410只能缓慢的向左侧滑动慢慢关闭,在这期间内被粉碎刀片7切割粉碎的包装材料适应出口9的直径大小的回收物自然通过重力下落出料,然后在对应不同的需要粉碎切割的包装材料的回收时,打开箱体2正面的箱门可以将拨块301进行更换,通过更换拨块301不同的大小,可以改变挤压活塞302被拨块301推动挤压的幅度,从而可以改变开合滑板410每次开合之间的频率,从而针对性的对各个不同的包装材料的材质和规格进行设置相对应的粉碎时间,避免了人工长期守在旁边进行操作而浪费的大量时间,同时避免了因为每次自动下料开合时间相同时,无法适用于不同规格大小的需要回收粉碎的包装材料而导致本来可以提前打开下料时而无法做到的情况发生,进一步的提升了粉碎下料的工作效率,同时节省了大量人力与时间。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1