一种用于工件表面涂层的万向轴装夹设备的制作方法
1.本实用新型涉及装夹设备技术领域,具体涉及一种用于工件表面涂层的万向轴装夹设备。
背景技术:
2.目前市场上叶轮从材料上分为两大类,一类是金属铸造件,另外一类是非金属材料和金属叶轮骨架的复合件。目前市场上非金属材料浇注叶轮的金属骨架结构设计,只是简单的将成品叶轮尺寸缩小,然后通过非金属材料浇注来包裹住金属叶轮骨架,再通过机械加工达到成品叶轮尺寸设计要求。采用这种方法制作的叶轮,金属骨架与四周包围的非金属材料层的结合强度不够,叶轮工作时会高速旋转容易造成非金属内衬层脱落和开裂,从而缩短叶轮的使用寿命。另外由于叶轮金属骨架设计不合理,导致非金属层表面容易产生开裂、气泡、脱落等严重质量缺陷。而我公司专门设计了一种叶轮金属骨架表面涂覆碳化硅涂层的工艺,为了有效辅助叶轮表面进行涂层,需要将叶轮金属骨架以轴杆穿套的方式架设起来,并且匀速旋转进行涂覆,由于叶轮金属骨架规格大小不同,针对轴杆穿套的高度也要做出调整,并且要定位准确,旋转稳定。
技术实现要素:
3.本实用新型目的:鉴于背景技术中的技术要求,我们设计一种用于工件表面涂层的万向轴装夹设备,借助电机配合传动带带动主轴匀速旋转,主轴前端设置有万向联轴器,万向联轴器前端设置有连接轴杆的法兰盘,以此带动轴杆旋转,而轴杆两端的轴肩再由两组定位滚轮组件定位而限制移动自由度,仅保留周向的旋转自由度,再配合轴杆尾部的限位顶针限位后,穿套在轴杆上的叶轮金属骨架便可以稳定旋转配合涂层,实用方便。
4.为解决上述问题采取的技术方案是:
5.一种用于工件表面涂层的万向轴装夹设备,包括传动机箱、电机、传动组件、主轴、连接在主轴前端的万向联轴器,以及定位滚轮组件和限位尾座,
6.所述电机固定在传动机箱下部,通过传动组件将动力传递给主轴,所述传动组件包括主动带轮、传动带和从动带轮,所述主动带轮固定在电机转轴上,从动带轮固定在主轴后端,所述主轴外侧还通过轴承配合有主轴定位座,
7.所述万向联轴器的主动端连接主轴前端面,其从动端固连有法兰盘,所述法兰盘与轴杆的前端轴头设有的法兰通过螺栓连接配合,所述轴杆上套设有待表面涂层的叶轮金属骨架,包括前轴肩和后轴肩,所述前轴肩和后轴肩与定位滚轮组件配合滚动,
8.所述定位滚轮组件包括第一定位滚轮组件和第二定位滚轮组件,并分别设置有支撑架、定位架、滚轮安装板以及按压臂,所述支撑架下端与底座之间通过滑块滑轨组件配合,以调节支撑架与主轴的间距,所述定位架对称架设在支撑架上端两侧,定位架上开设有u形孔,所述u形孔与滚轮安装板之间通过锁紧螺栓螺接,在调节合适高度后锁紧固连,所述滚轮安装板包括左侧滚轮安装板和右侧滚轮安装板,两侧的滚轮安装板前面板上均设置有
滚轮,
9.所述限位尾座设置在第二定位滚轮组件后侧,包括尾座支架和用于顶住轴杆尾部轴头的限位顶针。
10.进一步地,所述滚轮与轴杆的前轴肩和后轴肩相切配合。
11.进一步地,所述左侧滚轮安装板和右侧滚轮安装板之间一体相连,连接处下方还设置有顶撑螺栓,顶撑螺栓下端与支撑架上端面设有的螺纹孔螺接配合,并由螺母锁紧定位。
12.进一步地,所述按压臂一端与右侧定位架铰接,中间段下方设置有按压滚轮和按压支架,用于配合两侧的滚轮三点夹持定位住轴杆,按压臂另一端设置有锁扣,锁扣与该侧的定位架上端面设有的卡扣配合并锁紧按压臂。
13.本实用新型的有益效果是:
14.该用于工件表面涂层的万向轴装夹设备借助电机配合传动带带动主轴匀速旋转,主轴前端设置有万向联轴器,万向联轴器前端设置有连接轴杆的法兰盘,以此带动轴杆旋转,而轴杆两端的轴肩再由两组定位滚轮组件定位而限制移动自由度,仅保留周向的旋转自由度,再配合轴杆尾部的限位顶针限位后,穿套在轴杆上的叶轮金属骨架便可以稳定旋转配合涂层,实用方便。
附图说明
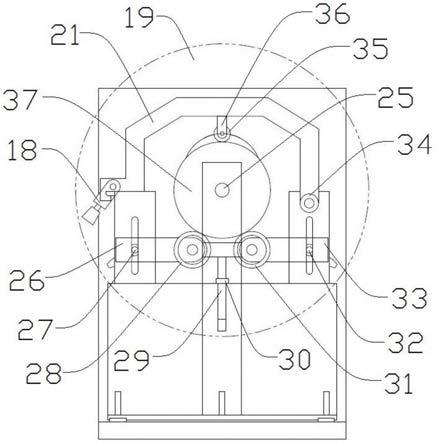
15.图1为本实施例用于工件表面涂层的万向轴装夹设备的结构示意图;
16.图2为本实施例用于工件表面涂层的万向轴装夹设备的侧视图;
17.图3为本实施例所述轴杆的结构示意图;
18.其中,1
‑
传动机箱,2
‑
主轴,3
‑
主轴定位座,4
‑
轴承,5
‑
从动轮,6
‑
传动带,7
‑
电机,8
‑
滑轨,9
‑
万向联轴器主动端,10
‑
万向联轴器,11
‑
万向联轴器从动端,12
‑
法兰盘,13
‑
轴头,14
‑
第一按压臂,15
‑
第一锁紧螺栓,16
‑
第一支撑架,17
‑
滑块,18
‑
锁扣,19
‑
叶轮金属骨架,20
‑
轴杆,21
‑
第二按压臂,22
‑
第二锁紧螺栓,23
‑
第二支撑架,24
‑
尾座支架,25
‑
限位顶针,26
‑
左侧滚轮安装板,27
‑
左侧锁紧螺栓,28
‑
左侧滚轮,29
‑
顶撑螺栓,30
‑
螺母,31
‑
右侧滚轮,32
‑
右侧锁紧螺栓,33
‑
右侧滚轮安装板,34
‑
铰接处,35
‑
按压滚轮,36
‑
按压支架,37
‑
轴肩。
具体实施方式
19.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述。
20.请参阅图1
‑
3,本实施例提出一种用于工件表面涂层的万向轴装夹设备,包括传动机箱1、电机7、传动组件、主轴2、连接在主轴2前端的万向联轴器10,以及定位滚轮组件和限位尾座。
21.具体地说,所述电机7固定在传动机箱1下部,通过传动组件将动力传递给主轴2,所述传动组件包括主动带轮、传动带6和从动带轮,所述主动带轮固定在电机7转轴上,从动带轮固定在主轴2后端,所述主轴2外侧还通过轴承4配合有主轴2定位座。
22.所述万向联轴器的主动端9连接主轴2前端面,其从动端固连有法兰盘12,所述法
兰盘12与轴杆20的前端轴头13设有的法兰通过螺栓连接配合,所述轴杆20上套设有待表面涂层的叶轮金属骨架19,包括前轴肩37和后轴肩37,所述前轴肩37和后轴肩37与定位滚轮组件配合滚动。
23.所述定位滚轮组件包括第一定位滚轮组件和第二定位滚轮组件,并分别设置有支撑架、定位架、滚轮安装板以及按压臂,所述支撑架下端与底座之间通过滑块17滑轨8组件配合,以调节支撑架与主轴2的间距,所述定位架对称架设在支撑架上端两侧,定位架上开设有u形孔,所述u形孔与滚轮安装板之间通过锁紧螺栓螺接,在调节合适高度后锁紧固连,所述滚轮安装板包括左侧滚轮28安装板26和右侧滚轮31安装板,两侧的滚轮安装板前面板上均设置有滚轮。
24.所述限位尾座设置在第二定位滚轮组件后侧,包括尾座支架24和用于顶住轴杆20尾部轴头13的限位顶针25。
25.进一步的实施方案是,所述滚轮与轴杆20的前轴肩37和后轴肩37相切配合。
26.进一步的实施方案是,所述左侧滚轮28安装板26和右侧滚轮31安装板之间一体相连,连接处下方还设置有顶撑螺栓29,顶撑螺栓29下端与支撑架上端面设有的螺纹孔螺接配合,并由螺母30锁紧定位。
27.进一步的实施方案是,所述按压臂一端与右侧定位架铰接,中间段下方设置有按压滚轮35和按压支架36,用于配合两侧的滚轮三点夹持定位住轴杆20,按压臂另一端设置有锁扣18,锁扣18与该侧的定位架上端面设有的卡扣配合锁紧按压臂。
28.上面结合附图对本实用新型的实施方式作了详细说明,但是本实用新型并不限于上述实施方式,在本领域普通技术人员所具备的知识范围内,还可以在不脱离本实用新型宗旨的前提下做出各种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1