一种动锥体安装定位工具的制作方法
1.本实用新型属于破碎设备领域,具体涉及一种动锥体安装定位工具。
背景技术:
2.破碎机主要被应用于金属矿山冶金工业、建筑工业、水泥工业、沙石行业等,在核电、高速公路、机场以及矿山等项目中,充当着中碎和细碎,甚至超细碎的破碎加工任务。近年来,由于市场行情的变化及客户业主的不断需求,国内不论是破试机用户还是制造商,都开始对各种型号的破碎机开始有了兴趣和研究起来。渐渐地不同种类的破碎机也开始成为了当前破碎机行业开始关注的设备机型。
3.随着近年来机制砂的火爆行情,人们也开始觉得使用传统的立轴式冲击破碎机和磨机来制砂,由于其产量不大,电耗能耗较高,性价比不是特别的高,希望能够使用某种破碎机能够一次成型最好(特别是圆锥破碎机),如果不能一次成型,也可以采用最小粒径进入后段工序,从而增大设备的性价比,跟着国内经济快速发展的需要,以及机械加工水平的提高,国内破碎机的厂家逐步增多。
4.经典的工艺过程中,圆锥破碎机是中碎与细碎坚硬物料的一种典型破碎设备,采用“挤压式层压破碎”原理,提高一次破碎成品率,更简单方便的维护和更低的运营成本,采取动锥与主轴相分离,增大主轴和动锥体运动偏心距尺寸,使其悬摆运转。
5.圆锥破碎机的动锥体是装配并且固定在主轴上的,由于破碎受力较大,这就要求主轴和动锥体是过盈配合,且过硬量需要较大,才能足够的保证动锥体在物料破碎的过程中,生产运行时坚定稳固。由于过盈量较大,主轴和动锥体的安装一般采用热装工艺,即加热动锥体内孔至一定的温度后,直接放入到主轴中安装就位。目标就是要把动锥体装入到主轴内,并保证动锥体与主轴间的过盈量符合设计要求。装配时通过动锥体向下的位移量来保证动锥体与主轴的过盈量。采用热装方式装配时需要人工测量和计算动锥移动的位移量。
6.目前应用现场安装时,主要采用热装装配方法,但这些方法存在以下弊端,1.装配时需要对动锥体的位移进行测量,无论是测量仪表的失效还是测量人员的失误都会造成动锥体装配失败,动锥体与主轴间的过盈量不符合设计要求,直接影响到动锥体装配失败;2.安全性差,测量人员需要冒着高温对零件进行检测测量,即使有特殊防护装置,依旧存在安全隐患。
技术实现要素:
7.本实用新型的目的在于提供一种动锥体安装定位工具,应用于圆锥破碎机动锥体装配工作,保证动锥体装配位移,从而保证动锥体与主轴间的过盈量,排除动锥体装配时测量误差,包括量具误差和人员误差,同时提高装配效率。只需更换不同厚度的量块即可满足不同过盈量的装配要求。
8.为实现上述目的,本实用新型采取的技术方案为:一种动锥体安装定位工具,包括
量块、锁紧扳手、锁紧螺栓和支撑架,支撑架坐落在量块,支撑架底部开设有供主轴端部插入的第一开口,沿第一开口处向支撑架内凹陷设置有供主轴上下活动的空间,支撑架顶部开设有供锁紧螺栓螺杆部插入的第二开口,第二开口底部与空间连通,锁紧扳手通过锁紧螺栓配合第二开口设置在支撑架顶部,锁紧扳手与锁紧螺栓采用固定螺栓配合垫板可分离的连接。
9.进一步的,量块的厚度等于动锥体安装位移高度。
10.进一步的,支撑架采用套筒制成,套筒顶部通过螺栓安装有支撑板,第二开口开设在支撑板上。
11.进一步的,支撑板外侧还设置有把手,把手上旋合有吊耳。
12.进一步的,量块配合套筒为环形。
13.进一步的,把手与套筒连接处的上下端均焊接有筋板。
14.与现有技术相比,本实用新型具有如下有益效果:1.通过标准量块保证动锥体的装配位移,从而保证动锥体与主轴间的过盈量,排除动锥体装配时测量误差,包括量具误差和人员误差;2.减少了反复测量工作提高装配效率;3.实用性强,只需更换量块即可满足不同破碎机动锥体装配要求;4.安全可靠,装配时没有了测量工作,消除了测量人员的安全隐患。
附图说明
15.图1为本实用新型结构示意图;
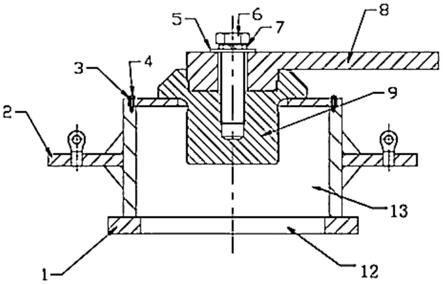
16.图2为本实用新型与动锥体与主轴装配示意图;
17.图3为本实用新型扳手示意图;
18.图4为本实用新型锁紧螺栓示意图;
19.图5为本实用新型支撑板示意图;
20.图6为本实用新型支撑架示意图;
21.图7为本实用新型量块示意图;
22.图中:1.量块、2.支撑架、2-1.把手、2-2.吊耳、2-3.筋板、2-4.套筒、3.支撑板、4.螺栓、5.垫板、6.固定螺栓、7.弹垫、8.扳手、9.锁紧螺栓、10.动锥体、11.主轴、12.第一开口、13.空间、14.第二开口。
具体实施方式
23.参照图1-7,一种动锥体安装定位工具,包括量块1、锁紧扳手8、锁紧螺栓9和支撑架2,支撑架2坐落在量块1,支撑架2底部开设有供主轴11端部插入的第一开口12,沿第一开口12处向支撑架2内凹陷设置有供主轴11上下活动的空间13,支撑架2顶部开设有供锁紧螺栓9螺杆部插入的第二开口14,第二开口14底部与空间13连通,锁紧扳手8通过锁紧螺栓9配合第二开口14设置在支撑架2顶部,锁紧扳手8与锁紧螺栓9采用固定螺栓配合可分离的连接。
24.其中,量块1的厚度等于动锥体10安装位移高度。
25.其中,支撑架2采用套筒2-4制成,套筒2-4顶部通过螺栓4安装有支撑板3,第二开口14开设在支撑板3上。
26.其中,套筒2-4外侧还设置有把手2-1,把手2-1上旋合有吊耳2-2。
27.其中,量块1配合套筒2-4为环形。
28.其中,把手2-1与套筒2-4连接处的上下端均焊接有筋板2-3。
29.本实用新型是一种动锥体10安装定位工具,应用于圆锥破碎机动锥体10装配工作,因为量块1的厚度是根据动锥体10安装位移高度所确定的,所以只需更换量块1即可满足不同破碎机动锥体10装配要求,无需对安装过程中的位移距离进行反复测量,安全可靠,装配时没有了测量工作,消除了测量人员的安全隐患。
30.一种动锥体安装定位工具的应用于圆锥破碎动锥体10装配,其应用步骤如下:
31.步骤1,参照图1,将量块1、支撑架2、支撑板3、锁紧螺栓9和扳手8进行组装;
32.步骤2,参照图1和图6,用吊耳2-2穿过支撑架2上的起吊孔,支撑板3通过螺栓4固定到支撑架2上;
33.步骤3,参照图1用垫板5、弹垫7和固定螺栓6将扳手8固定安装到锁紧螺栓9上;
34.步骤4,采用热装方式安装动锥体10,将动锥体10内孔加热,然后套入到主轴11上;
35.步骤5,将量块1放入到动锥体10上面和支撑架2底面之间;
36.步骤6,将锁紧螺栓9穿过支撑板3和支撑架2固定安装到所需安装的主轴11螺纹孔内;
37.步骤7,旋转扳手8,直至锁紧螺栓9底面与主轴11螺纹孔底面贴合即可,手转将转不动。
38.步骤8,保压一段时间后,待动锥体10温度降低,反向旋松锁紧螺栓9,吊开支撑架2,取出量块1;
39.步骤9,工具使用完成后,拆卸相关螺栓4和吊耳2-2,将工具收好归位。
40.最后应说明的是:以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,尽管参照前述实施例对本实用新型进行了详细的说明,对于本领域的技术人员来说,其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换。凡在本实用新型的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1