一种球墨铸铁管内涂喷枪装置的制作方法
1.本实用新型涉及球墨铸铁管内涂喷装置技术领域,具体地,涉及一种球墨铸铁管内涂喷枪装置。
背景技术:
2.国内铸管行业内喷涂,主要采用铝合金支撑杆携带喷涂管路、喷枪总程和喷枪喷嘴,依靠机械小车行走,加压涂料喷出枪嘴外在铸管光管内壁表面或水泥内衬表面,均匀涂覆一层防腐涂料。但涂料是需要一定的固化时间;喷涂过程是在铸管内进行,固化过程中稀释剂的挥发在局域空间范围内长时间停留会加大局部压强,造成雾化残存涂料吸附在原有涂层上,形成凸点或凹点,这种缺陷严重干扰了内喷涂的外观,厚度不均一也会对内壁防腐造成一定危害。
3.因此,提供一种在使用过程中可以对球墨铸铁管内进行均匀地涂喷工作,而且还能有利于稀释剂的快速挥发的同时加速内壁涂料的干燥,减少人为等待时间且物理加热条件,提高生产效率,且可以防止涂喷的涂层发生塌陷,使喷涂厚度更加均一,提高固有防腐性能的球墨铸铁管内涂喷枪装置是本实用新型亟需解决的问题。
技术实现要素:
4.针对上述技术问题,本实用新型的目的是克服现有技术中喷涂过程是在铸管内进行,固化过程中稀释剂的挥发在局域空间范围内长时间停留会加大局部压强,造成雾化残存涂料吸附在原有涂层上,形成凸点或凹点,这种缺陷严重干扰了内喷涂的外观,厚度不均一也会对内壁防腐造成一定危害的问题,从而提供一种在使用过程中可以对球墨铸铁管内进行均匀地涂喷工作,而且还能有利于稀释剂的快速挥发的同时加速内壁涂料的干燥,减少人为等待时间且物理加热条件,提高生产效率,且可以防止涂喷的涂层发生塌陷,使喷涂厚度更加均一,提高固有防腐性能的球墨铸铁管内涂喷枪装置。
5.为了实现上述目的,本实用新型提供了一种球墨铸铁管内涂喷枪装置,所述装置包括:喷涂管、喷嘴、压缩气管、压力控制器以及plc控制器;所述喷涂管与球墨铸铁管的中心轴平行设置,且至少部分伸入至球墨铸铁管的内腔中,所述喷涂管位于内腔中的一端的下方连通设置有与所述喷涂管自身长度方向垂直的喷嘴,所述喷嘴的喷口朝向内腔的侧壁;所述压缩气管固定在所述喷涂管上,且所述压缩气管的出气端水平设置,所述压缩气管的进气端设置有压力控制器,所述压力控制器中预设有压力阈值,所述压力控制器控制进入至压缩气管中的空气压力达到压力阈值,所述plc控制器与所述压力控制器电连接,以实时地控制调节所述压力阈值。
6.优选地,所述压缩气管通过间隔设置的多个固定件固定在所述喷涂管上;其中,所述固定件包括:固定块本体、永磁铁层以及柔性绑带;所述固定块本体的下表面部分向内凹陷形成与所述喷涂管相配合的第一弧形槽,所述第一弧形槽的内壁设置有呈弧形状的永磁铁层,以吸附固定喷涂管,所述固定块本体的上表面部分向下凹陷形成与压缩气管相配合
的第二弧形槽,所述柔性绑带的一端固定在固定块本体上表面的一侧,另一端可拆卸地固定在固定块本体上表面的另一侧。
7.优选地,所述第二弧形槽的内壁铺设有防滑垫。
8.优选地,所述防滑垫为橡胶垫。
9.优选地,所述球墨铸铁管内涂喷枪装置还包括移动小车,所述喷涂管与喷嘴相对的一端固定在所述移动小车,所述移动小车能够控制所述喷涂管沿着球墨铸铁管的中心轴方向移动。
10.优选地,所述压力控制器中预设的压力阈值不超过3mpa。
11.优选地,所述压缩气管的出气端连通设置有出气罩。
12.根据上述技术方案,本实用新型提供的球墨铸铁管内涂喷枪装置在使用时的有益效果为:通过喷涂管通入喷涂原料,然后从所述喷嘴中喷出,以对球墨铸铁管的内部进行喷涂工作,所述喷嘴的喷口朝向内腔的侧壁,且与喷涂管自身长度方向垂直,这样可以有效地控制喷涂距离和范围,这样在对球墨铸铁管的内壁进行移动喷涂过程中,可以防止喷涂区域大量重叠而导致喷涂层不够均匀的问题发生;而在喷涂的过程中,通过所述压力控制器向压缩气管内通入预设压力阈值的空气,这样一方面加快内腔中喷涂层的固化速度,减少人为等待时间且物理加热条件,提高生产效率,另一方面则可以将内腔中的雾化涂料吹出管体外,避免液滴涂料在涂层表面沉积而造成局部塌陷,使喷涂厚度更加均一。因为压缩气管是固定在喷涂管上的,随着喷涂管的移动而移动,所以需要对压缩气管出来的气体压力进行控制,以保证对雾化涂料吹出的效果,所以本技术中设置plc控制器对压力控制器的压力阈值进行实时地控制调节,控制的便捷性和有效地也有保证。
13.本实用新型的其他特征和优点将在随后的具体实施方式部分予以详细说明;而且本实用新型中未涉及部分均与现有技术相同或可采用现有技术加以实现。
附图说明
14.附图是用来提供对本实用新型的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本实用新型,但并不构成对本实用新型的限制。在附图中:
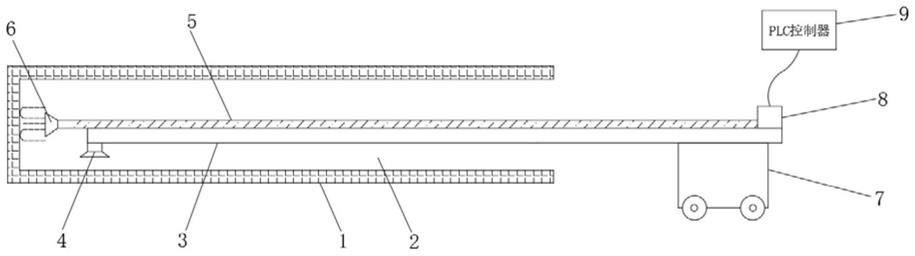
15.图1是本实用新型的一种优选的实施方式中提供的球墨铸铁管内涂喷枪装置在使用状态下的结构示意图;
16.图2是本实用新型的一种优选的实施方式中提供的固定件的结构示意图。
17.附图标记说明
18.1球墨铸铁管2内腔
19.3喷涂管4喷嘴
20.5压缩气管6出气罩
21.7移动小车8压力控制器
22.9plc控制器10固定块本体
23.11永磁铁层12第一弧形槽
24.13第二弧形槽14防滑垫
25.15柔性绑带
具体实施方式
26.以下结合附图对本实用新型的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本实用新型,并不用于限制本实用新型。
27.在本实用新型中,在未作相反说明的情况下,“上、下、内、外”等包含在术语中的方位词仅代表该术语在常规使用状态下的方位,或为本领域技术人员理解的俗称,而不应视为对该术语的限制。
28.如图1和图2所示,本实用新型提供了一种球墨铸铁管内涂喷枪装置,所述装置包括:喷涂管3、喷嘴4、压缩气管5、压力控制器8以及plc控制器9;所述喷涂管3与球墨铸铁管1的中心轴平行设置,且至少部分伸入至球墨铸铁管1的内腔2中,所述喷涂管3位于内腔2中的一端的下方连通设置有与所述喷涂管3自身长度方向垂直的喷嘴4,所述喷嘴4的喷口朝向内腔2的侧壁;所述压缩气管5固定在所述喷涂管3上,且所述压缩气管5的出气端水平设置,所述压缩气管5的进气端设置有压力控制器8,所述压力控制器8中预设有压力阈值,所述压力控制器8控制进入至压缩气管5中的空气压力达到压力阈值,所述plc控制器9与所述压力控制器8电连接,以实时地控制调节所述压力阈值。
29.在上述方案中,通过喷涂管3通入喷涂原料,然后从所述喷嘴4中喷出,以对球墨铸铁管1的内部进行喷涂工作,所述喷嘴4的喷口朝向内腔2的侧壁,且与喷涂管3自身长度方向垂直,这样可以有效地控制喷涂距离和范围,这样在对球墨铸铁管1的内壁进行移动喷涂过程中,可以防止喷涂区域大量重叠而导致喷涂层不够均匀的问题发生;而在喷涂的过程中,通过所述压力控制器8向压缩气管5内通入预设压力阈值的空气,这样一方面加快内腔2中喷涂层的固化速度,减少人为等待时间且物理加热条件,提高生产效率,另一方面则可以将内腔2中的雾化涂料吹出管体外,避免液滴涂料在涂层表面沉积而造成局部塌陷,使喷涂厚度更加均一。因为压缩气管5是固定在喷涂管3上的,随着喷涂管3的移动而移动,所以需要对压缩气管5出来的气体压力进行控制,以保证对雾化涂料吹出的效果,所以本技术中设置plc控制器9对压力控制器8的压力阈值进行实时地控制调节,控制的便捷性和有效地也有保证。
30.需要说明的是:所述plc控制器9为本领域常规的设备,控制方式和原理也是现有技术,本技术只是利用plc控制器9对压力控制器8的压力阈值进行plc控制,其电连接的方式也为现有技术,通过基本电路原理可实现,该技术特征也非本技术的保护点,在此不再进行赘述。
31.在本实用新型的一种优选的实施方式中,所述压缩气管5通过间隔设置的多个固定件固定在所述喷涂管3上;其中,所述固定件包括:固定块本体10、永磁铁层11以及柔性绑带15;所述固定块本体10的下表面部分向内凹陷形成与所述喷涂管3相配合的第一弧形槽12,所述第一弧形槽12的内壁设置有呈弧形状的永磁铁层11,以吸附固定喷涂管3,所述固定块本体10的上表面部分向下凹陷形成与压缩气管5相配合的第二弧形槽13,所述柔性绑带15的一端固定在固定块本体10上表面的一侧,另一端可拆卸地固定在固定块本体10上表面的另一侧。
32.在上述方案中,所述喷涂管3为无缝钢管,利用所述永磁铁层11可以将喷涂管3吸附固定在第一弧形槽12内,以实现在喷涂管3的上表面间隔固定设置多个固定件,然后将压缩气管5架设在多个固定件上的第二弧形槽13内,通过柔性绑带15将其固定住,从而实现压
缩气管5与喷涂管3之间的固定,使得所述压缩气管5随着喷涂管3的移动而移动,以方便对内腔2中的涂层进行加速固化以及对雾化涂料进行吹出工作。
33.在本实用新型的一种优选的实施方式中,所述第二弧形槽13的内壁铺设有防滑垫14,所述防滑垫14为橡胶垫。
34.在上述方案中,所述防滑垫14可以有效地提高所述第二弧形槽13内壁与压缩气管5之间的摩擦力,配合所述柔性绑带15,可以有效地提高所述压缩气管5固定后的稳定性,从而保证对内腔中涂层的处理效果。
35.在本实用新型的一种优选的实施方式中,所述球墨铸铁管内涂喷枪装置还包括移动小车7,所述喷涂管3与喷嘴4相对的一端固定在所述移动小车7,所述移动小车7能够控制所述喷涂管3沿着球墨铸铁管1的中心轴方向移动。
36.在上述方案中,通过所述移动小车7控制喷涂管3以及压缩气管5的移动,以实现对球墨铸铁管1内腔中有效地喷涂工作,所述移动小车7为智能控制,对其控制方式和原理为本领域的常规技术手段,在此不再进行赘述。
37.在本实用新型的一种优选的实施方式中,所述压力控制器8中预设的压力阈值不超过3mpa。
38.在上述方案中,上述压力阈值和压力阈值可以利用流体力学中的伯努利方程进行换算,在压力阈值不超过3mpa的情况下,可以方便对内腔2中的涂层进行加速固化以及对雾化涂料进行吹出工作,当压力值超过3mpa时,存在过大的问题,这时候空气会作用于喷涂后的涂层,使得为固化的涂层发生流动,从而造成涂层不平整不均匀的问题,甚至会造成涂层脱落的问题。
39.在本实用新型的一种优选的实施方式中,所述压缩气管5的出气端连通设置有出气罩6。
40.在上述方案中,所述出气罩6有利于所述压缩气管5中的压缩空气朝着预设的方向吹出,以达到方便对内腔2中的涂层进行加速固化以及对雾化涂料进行吹出工作的效果。
41.综上所述,本实用新型提供的球墨铸铁管内涂喷枪装置克服现有技术中喷涂过程是在铸管内进行,固化过程中稀释剂的挥发在局域空间范围内长时间停留会加大局部压强,造成雾化残存涂料吸附在原有涂层上,形成凸点或凹点,这种缺陷严重干扰了内喷涂的外观,厚度不均一也会对内壁防腐造成一定危害的问题。
42.以上结合附图详细描述了本实用新型的优选实施方式,但是,本实用新型并不限于上述实施方式中的具体细节,在本实用新型的技术构思范围内,可以对本实用新型的技术方案进行多种简单变型,这些简单变型均属于本实用新型的保护范围。
43.另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本实用新型对各种可能的组合方式不再另行说明。
44.此外,本实用新型的各种不同的实施方式之间也可以进行任意组合,只要其不违背本实用新型的思想,其同样应当视为本实用新型所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1