一种铝合金门窗加工喷漆装置的制作方法
1.本实用新型涉及家具生产设备技术领域,具体为一种铝合金门窗加工喷漆装置。
背景技术:
2.铝合金门窗,是指采用铝合金挤压型材为框、梃、扇料制作的门窗称为铝合金门窗,简称铝门窗。铝合金门窗由于重量轻、耐腐蚀,广泛在家庭、公共场所的门窗制作上使用。铝合金门窗在生产时需要对其进行喷漆,现在的铝合金门窗喷漆多为人工喷漆,加工效率较低,还有的喷漆装置由于有些门窗高度、大小不一致导致不容易固定,以及最重要的是喷漆时油漆分子会到处弥散逃逸,对空气和人身造成不利影响。
技术实现要素:
3.本实用新型要解决的技术问题是克服现有的缺陷,提供一种铝合金门窗加工喷漆装置,本装置利用工件夹紧结构将工件放在置物板上,并通过调节两侧的调节螺杆可以将不同宽度大小的工件夹紧,橡胶垫避免转盘与工件接触时对工件造成划伤;第一kk模组与第二kk模组之间相互配合便可以实现按照s形路线对工件表面均匀喷漆,保证喷漆的均匀度和平滑度;利用抽气泵的强吸力从各个吸气管的管口处对弥漫的油漆分子进行抽吸,由于u形架两开口端均设置吸漆结构,可有效避免油漆分子逃逸外部对空气和工作人员造成不利影响,可以有效解决背景技术中的问题。
4.为实现上述目的,本实用新型提供如下技术方案:一种铝合金门窗加工喷漆装置,包括工作台,所述工作台的顶部设置有u形架,所述u形架包括两个相互平行的侧板和侧板顶部活动连接的顶板,所述u形架内设置有移动结构,所述移动结构的顶部设置有工件夹紧结构,所述顶板的底部设置有移动式喷漆结构,所述u形架的前后两端开口处均设置有吸漆结构。
5.进一步的,所述移动结构包括支撑板、导轨、导向轮、第一kk模组、第一电动推杆和安装座,两个相平行的导轨沿前后方向固定于工作台的顶部,支撑板通过若干个导向轮在导轨上移动,导轨的前侧设置安装座,安装座与支撑板之间连接有驱动支撑板沿前后方向移动的第一电动推杆,支撑板顶部的左右两侧均设置有第一kk模组;通过第一电动推杆带动支撑板以及第一kk模组沿着导轨移动,第一电动推杆处于收缩状态时,工件夹紧结构位于u形架外,便于安装工件,工件安装完,第一电动推杆处于伸出状态时,工件夹紧结构被推进u形架内。
6.进一步的,所述工件夹紧结构通过第一kk模组在前后方向移动,所述工件夹紧结构包括置物板、限位板、调节螺杆、旋转手轮、转盘和橡胶垫,置物板连接两个第一kk模组,置物板的顶部的左右两侧均固定有限位板,每个限位板的内部均设置有两个螺纹孔,螺纹孔沿左右方向设置,螺纹孔内螺纹连接有调节螺杆,调节螺杆的一端焊接旋转手轮,调节螺杆的另一端焊接转盘,转盘的内侧面粘贴有橡胶垫;将工件放在置物板上,并通过调节两侧的调节螺杆可以将不同宽度大小的工件夹紧,橡胶垫避免转盘与工件接触时对工件造成划
伤。
7.进一步的,移动式喷漆结构包括第二kk模组、连接板、第二电动推杆、安装板
8.和喷枪,第二kk模组固定于顶板的底部,连接板通过第二kk模组在左右方向移动,连接板的底部固定有第二电动推杆,第二电动推杆的底部连接有安装板,安装板内设置有安装孔,喷枪安装于安装孔内;工件被推进至喷枪的正下方,喷枪通过第二kk模组左右方向移动,工件通过第一kk模组前后方向移动,第一kk模组与第二kk模组配合便可以实现按照s形路线对工件表面均匀喷漆。
9.进一步的,所述支撑板的顶部设置有喷漆机本体,喷漆机本体与喷枪通过导管连接。
10.进一步的,所述吸漆结构包括吸气管、集气罩、抽气泵和处理箱,若干个吸气管沿u形架的开口端边缘处均匀设置,抽气泵的抽气口端连接所有吸气管的一端,吸气管的另一端设置有集气罩,抽气泵出气口端通过导管与处理箱连接;利用抽气泵的强吸力从各个吸气管的管口处对弥漫的油漆分子进行抽吸,由于u形架两开口端均设置吸漆结构,可有效避免油漆分子逃逸外部对空气和工作人员造成不利影响。
11.进一步的,所述支撑板的顶部还设置有控制器,通过控制器控制喷漆机本体、第一电动推杆、第一kk模组、第二kk模组和抽气泵的运行。
12.与现有技术相比,本实用新型的有益效果是:本装置利用工件夹紧结构将工件放在置物板上,并通过调节两侧的调节螺杆可以将不同宽度大小的工件夹紧,橡胶垫避免转盘与工件接触时对工件造成划伤;第一kk模组与第二kk模组之间相互配合便可以实现按照s形路线对工件表面均匀喷漆,保证喷漆的均匀度和平滑度;利用抽气泵的强吸力从各个吸气管的管口处对弥漫的油漆分子进行抽吸,由于u形架两开口端均设置吸漆结构,可有效避免油漆分子逃逸外部对空气和工作人员造成不利影响。
附图说明
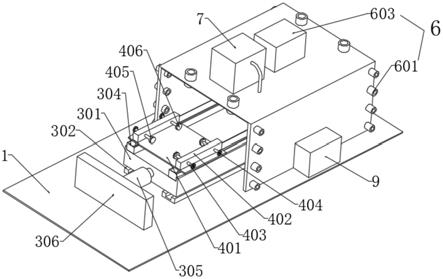
13.图1为本实用新型的结构示意图;
14.图2为本实用新型的另一视角的结构示意图;
15.图3为本实用新型局部的剖视图。
16.图中:1、工作台,2、u形架,201、侧板,202、顶板,3、移动结构,301、支撑板,302、导轨,304、第一kk模组,305、第一电动推杆,306、安装座,4、工件夹紧结构,401、置物板,402、限位板,403、调节螺杆,404、旋转手轮,405、转盘,406、橡胶垫,5、移动式喷漆结构,501、第二kk模组,502、连接板,503、第二电动推杆,504、安装板,505、喷枪,6、吸漆结构,601、吸气管,603、抽气泵,7、喷漆机本体,8、导管,9、控制器。
具体实施方式
17.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
18.在本实用新型的描述中,需要理解的是,术语“上”、“下”、“左”、“右”、“前”、“后”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。
19.请参阅图1-3,本实用新型提供一种技术方案:一种铝合金门窗加工喷漆装置,包括工作台1,所述工作台1的顶部设置有u形架2,所述u形架2包括两个相互平行的侧板201和侧板201顶部活动连接的顶板202,所述u形架2内设置有移动结构3,所述移动结构3的顶部设置有工件夹紧结构4,所述顶板202的底部设置有移动式喷漆结构5,所述u形架2的前后两端开口处均设置有吸漆结构6。
20.所述移动结构3包括支撑板301、导轨302、导向轮、第一kk模组304、第一电动推杆305和安装座306,两个相平行的导轨302沿前后方向固定于工作台1的顶部,支撑板301通过若干个导向轮在导轨302上移动,导轨302的前侧设置安装座306,安装座306与支撑板301之间连接有驱动支撑板301沿前后方向移动的第一电动推杆305,支撑板301顶部的左右两侧均设置有第一kk模组304;通过第一电动推杆305带动支撑板301以及第一kk模组304沿着导轨302移动,第一电动推杆305处于收缩状态时,工件夹紧结构4位于u形架2外,便于安装工件,工件安装完,第一电动推杆305处于伸出状态时,工件夹紧结构4被推进u形架2内。
21.所述工件夹紧结构4通过第一kk模组304在前后方向移动,所述工件夹紧结构4包括置物板401、限位板402、调节螺杆403、旋转手轮404、转盘405和橡胶垫406,置物板401连接两个第一kk模组304,置物板401的顶部的左右两侧均固定有限位板402,每个限位板402的内部均设置有两个螺纹孔,螺纹孔沿左右方向设置,螺纹孔内螺纹连接有调节螺杆403,调节螺杆403的一端焊接旋转手轮404,调节螺杆403的另一端焊接转盘405,转盘405的内侧面粘贴有橡胶垫406;将工件放在置物板401上,并通过调节两侧的调节螺杆403可以将不同宽度大小的工件夹紧,橡胶垫406避免转盘405与工件接触时对工件造成划伤。
22.移动式喷漆结构5包括第二kk模组501、连接板502、第二电动推杆503、安装板504和喷枪505,第二kk模组501固定于顶板202的底部,连接板502通过第二kk模组501在左右方向移动,连接板502的底部固定有第二电动推杆503,第二电动推杆503的底部连接有安装板504,安装板504内设置有安装孔,喷枪505安装于安装孔内;工件被推进至喷枪505的正下方,喷枪505通过第二kk模组501左右方向移动,工件通过第一kk模组304前后方向移动,第一kk模组304与第二kk模组501配合便可以实现按照s形路线对工件表面均匀喷漆。
23.所述支撑板1的顶部设置有喷漆机本体7,喷漆机本体7与喷枪505通过导管8连接。
24.所述吸漆结构6包括吸气管601、集气罩、抽气泵603和处理箱,若干个吸气管601沿u形架2的开口端边缘处均匀设置,抽气泵603的抽气口端连接所有吸气管601的一端,吸气管601的另一端设置有集气罩,抽气泵603出气口端通过导管与处理箱连接;利用抽气泵603的强吸力从各个吸气管601的管口处对弥漫的油漆分子进行抽吸,由于u形架2两开口端均设置吸漆结构6,可有效避免油漆分子逃逸外部对空气和工作人员造成不利影响。
25.所述支撑板2的顶部还设置有控制器9,通过控制器9控制喷漆机本体7、第一电动推杆305、第一kk模组304、第二kk模组501和抽气泵603的运行。
26.在使用时:通过第一电动推杆305带动支撑板301以及第一kk模组304沿着导轨302移动,第一电动推杆305处于收缩状态时,工件夹紧结构4位于u形架2外,便于安装工件,将工件放在置物板401上,并通过调节两侧的调节螺杆403可以将不同宽度大小的工件夹紧,
橡胶垫406避免转盘405与工件接触时对工件造成划伤;工件安装完,第一电动推杆305处于向前伸出,工件夹紧结构4被推进u形架2内至喷枪505的正下方,喷枪505通过第二kk模组501左右方向移动,工件通过第一kk模组304前后方向移动,第一kk模组304与第二kk模组501配合便可以实现按照s形路线对工件表面均匀喷漆(kk模组为现有技术,此处不再过多赘述);工件的一面喷漆完毕后,第一电动推杆305收回,重新对工件换面并按照上述步骤进行对工件另一面的喷漆,喷漆完毕后,第一电动推杆305再向前伸出,使工件在u形架2的后侧完成下料。
27.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1