一种基于PLC控制的汽车底漆自动化砂磨系统的制作方法
一种基于plc控制的汽车底漆自动化砂磨系统
技术领域
1.本实用新型涉及涂料生产设备技术领域,具体涉及一种基于plc控制的汽车底漆自动化砂磨系统。
背景技术:
2.砂磨系统是一种广泛应用于油漆、涂料等工业领域的高效研磨分散设备。该设备的研磨介质一般分为玻璃珠、硅酸锆珠、氧化锆珠等。砂磨机具有生产效率高、连续性强、成本低、产品细度高等优点。但现有技术中,配制和砂磨系统的控制需要操作人员依据操作手册分步操作,这使得操作人员工作效率非常低,操作很麻烦,容易出现失误,存在安全隐患。
技术实现要素:
3.本实用新型的目的在于提供一种基于plc控制的汽车底漆自动化砂磨系统。
4.为达此目的,本实用新型采用以下技术方案:
5.提供一种基于plc控制的汽车底漆自动化砂磨系统,包括配制罐和砂磨机,所述配制罐上设有搅拌机构,搅拌机构的搅拌段位于配制罐中,所述配制罐的出口与所述砂磨机的进口通过输送管连通,且输送管上安装有气动隔膜泵,所述配制罐上设有用于监测配制罐中的料液的液位的液位传感器;
6.还包括plc控制系统,所述plc控制系统包括plc控制器和监测控制系统,所述监测控制系统包括泵前电磁阀、泵后电磁阀、进气电磁阀和冷却水电磁阀,所述泵前电磁阀和所述泵后电磁阀均安装在输送管上,泵前电磁阀位于配制罐与气动隔膜泵之间的输送管上,泵后电磁阀位于砂磨机与气动隔膜泵之间的输送管上,进气电磁阀安装在气动隔膜泵上,冷却水电磁阀安装在设置在研磨机中的冷却水管上,所述泵前电磁阀、泵后电磁阀、进气电磁阀和冷却水电磁阀均与plc控制器相连接;
7.所述plc控制器还分别与搅拌机构、砂磨机及其液位传感器相连接。
8.优选的,所述搅拌机构包括搅拌电机和搅拌组件,所述搅拌组件竖直转动安装在配制罐中,且上端贯穿配制罐,并延伸至配制罐的上方,所述搅拌电机设置在配制罐的上端,且驱动端与搅拌组件的端部相连接;
9.所述搅拌电机上设有变频器一、转速传感器一和定时器一,且所述变频器一、转速传感器一和定时器一均与plc控制器相连接。
10.优选的,所述plc控制系统还包括变频器二、转速传感器二和定时器二,所述变频器二、转速传感器二和定时器二均设置在砂磨机上,且与砂磨机上的驱动电机相连接,所述变频器二、转速传感器二和定时器二均与plc控制器相连接。
11.优选的,所述砂磨机上还设有用于监测砂磨机内部的料液的温度的温度传感器,所述温度传感器与plc控制器相连接。
12.有益效果:本实用新型在使用时,将初始状态的料液通过上料管从设置在配制罐上的上料口中补充到配制罐中,并通过液位传感器对配制罐中的料液的液位进行监测,从
而保证配制罐内的料液量;
13.料液进入配制罐中,通过启动搅拌电机,搅拌电机带动搅拌组件在配制罐中对料液进行搅拌混合,然后启动气动隔膜泵、泵前电磁阀、泵后电磁阀及其进气电磁阀,料液从输送管进入砂磨机,通过砂磨机进行砂磨,最后将料液排出。
14.在整个过程中,plc控制器可以用于对搅拌电机的转速和驱动电机的转速进行监控,并通过变频器一和变频器二对搅拌电机和驱动电机的转速进行控制,且在整个过程中,可以通过定时器一和定时器二对搅拌电机和驱动电机的工作时间进行设定;并在整个过程中,通过plc控制器对所有的部件进行监控和控制,使得整个过程中自动化程度提高,操作简单,提高了生产效率和生产质量。
15.本实用新型通过plc控制系统对涂料的生产进行在线监测和控制器,大大提高了涂料在生产过程中的生产效率和生产质量。
附图说明
16.为了更清楚地说明本实用新型实施例的技术方案,下面对本实用新型实施例中的附图作简单地介绍。
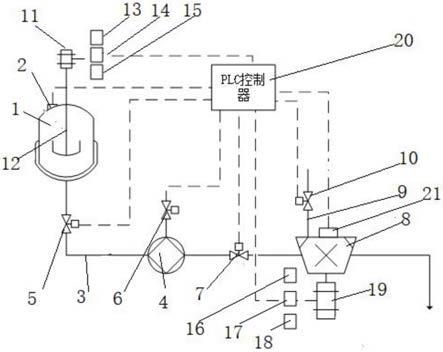
17.图1为本实用新型的示意图;
18.其中:1-配制罐,2-液位传感器,3-输送管,4-气动隔膜泵,5-泵前电磁阀,6-进气电磁阀,7-泵后电磁阀,8-砂磨机,9-冷却水管,10-冷却水电磁阀,11-搅拌电机,12-搅拌组件,13-变频器一,14-转速传感器一,15-定时器一,16-变频器二,17-转速传感器二,18-定时器二,19-驱动电机,20-plc控制器,21-温度传感器。
具体实施方式
19.下面结合附图并通过具体实施方式来进一步说明本实用新型的技术方案。
20.其中,附图仅用于示例性说明,表示的仅是示意图,而非实物图,不能理解为对本专利的限制;为了更好地说明本实用新型的实施例,附图某些部件会有省略、放大或缩小,并不代表实际产品的尺寸。
21.参照图1所示的一种基于plc控制的汽车底漆自动化砂磨系统,包括配制罐1和砂磨机8,所述配制罐1上设有搅拌机构,搅拌机构的搅拌段位于配制罐1中,所述配制罐1的出口与所述砂磨机8的进口通过输送管3连通,且输送管3上安装有气动隔膜泵4,所述配制罐1上设有用于监测配制罐1中的料液的液位的液位传感器2;
22.还包括plc控制系统,所述plc控制系统包括plc控制器20和监测控制系统,所述监测控制系统包括泵前电磁阀5、泵后电磁阀7、进气电磁阀6和冷却水电磁阀10,所述泵前电磁阀5和所述泵后电磁阀7均安装在输送管3上,泵前电磁阀5位于配制罐1与气动隔膜泵4之间的输送管3上,泵后电磁阀7位于砂磨机8与气动隔膜泵4之间的输送管3上,进气电磁阀6安装在气动隔膜泵4上,冷却水电磁阀10安装在设置在研磨机8中的冷却水管9上,所述泵前电磁阀5、泵后电磁阀7、进气电磁阀6和冷却水电磁阀10均与plc控制器20相连接;
23.所述plc控制器20还分别与搅拌机构、砂磨机8及其液位传感器2相连接。
24.在本实施例中,所述搅拌机构包括搅拌电机11和搅拌组件12,所述搅拌组件12竖直转动安装在配制罐1中,且上端贯穿配制罐1,并延伸至配制罐1的上方,所述搅拌电机11
设置在配制罐1的上端,且驱动端与搅拌组件12的端部相连接;
25.所述搅拌电机11上设有变频器一13、转速传感器一14和定时器一15,且所述变频器一13、转速传感器一14和定时器一15均与plc控制器20相连接。
26.在本实施例中,所述plc控制系统还包括变频器二16、转速传感器二17和定时器二18,所述变频器二16、转速传感器二17和定时器二18均设置在砂磨机8上,且与砂磨机8上的驱动电机19相连接,所述变频器二16、转速传感器二17和定时器二18均与plc控制器20相连接。
27.在本实施例中,所述砂磨机8上还设有用于监测砂磨机8内部的料液的温度的温度传感器21,所述温度传感器21与plc控制器20相连接。
28.本实用新型在使用时,将初始状态的料液通过上料管从设置在配制罐1上的上料口中补充到配制罐1中,并通过液位传感器2对配制罐1中的料液的液位进行监测,从而保证配制罐1内的料液量;
29.料液进入配制罐1中,通过启动搅拌电机11,搅拌电机11带动搅拌组件12在配制罐1中对料液进行搅拌混合,然后启动气动隔膜泵4、泵前电磁阀5、泵后电磁阀7及其进气电磁阀6,料液从输送管3进入砂磨机8,通过砂磨机8进行砂磨,最后将料液排出。
30.在整个过程中,plc控制器20可以用于对搅拌电机11的转速和驱动电机19的转速进行监控,并通过变频器一13和变频器二16对搅拌电机11和驱动电机19的转速进行控制,且在整个过程中,可以通过定时器一15和定时器二18对搅拌电机11和驱动电机19的工作时间进行设定;并在整个过程中,通过plc控制器20对所有的部件进行监控和控制,使得整个过程中自动化程度提高,操作简单,提高了生产效率和生产质量。
31.本实用新型通过plc控制系统对涂料的生产进行在线监测和控制器,大大提高了涂料在生产过程中的生产效率和生产质量。
32.以上所述,以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1