一种立式压滤机断续卸料控制系统的制作方法
1.本实用新型涉及固液分离设备领域,特别涉及一种立式压滤机断续卸料控制系统。
背景技术:
2.立式压滤机作为当今社会自动化程度高,技术先进的固液分离设备,广泛应用于矿山、冶金、化工、制药、环保工程等行业。随着现代工业水平的提高,立式压滤机正在向大型化、智能化和多功能化发展。现有申请号为200910019654.8,专利名称为立式全自动压滤机的中国发明专利,能够对物料进行固液分离,实现全自动卸料。
3.发明人在日常实践中,发现现有的技术方案具有如下问题:
4.目前应用的大多数立式压滤机的动力系统采用液压系统,通过油路和换向阀的配合驱动压滤机的滤布行走,卸掉滤布上面的物料。滤布行走卸料过程只能连续进行,滤布行走进行卸料时速度不好调整,滤布行走速度过快时,落下的物料量大,容易把压滤机下面的输送设备堵死,造成输送设备故障甚至损坏。滤布行走速度太慢时,整个卸料过程运行时间过长,加长了整个工艺运行的时间,影响产量。
5.有鉴于此,实有必要提供一种新的技术方案以解决上述问题。
技术实现要素:
6.为解决上述技术问题,本技术提供一种立式压滤机断续卸料控制系统,能够调整卸料时间,实现断续卸料,有效避免输送设备故障。
7.一种立式压滤机断续卸料控制系统,包括:
8.控制模块,所述控制模块包括装载系统控制程序的plc控制器;
9.卸料单元,所述卸料单元包括滤布、滤板、驱动辊和滤板导辊;所述滤板导辊固定于滤板水平方向的一侧;相邻滤板上的所述滤板导辊交错设置,呈“之”字型排布;所述滤布环绕设置于所述滤板导辊上;所述滤布包括金属搭接头;所述驱动辊与所述滤布相切设置,依靠摩擦力带动所述滤布运动;
10.检测单元,所述检测单元用于检测所述滤布运动时间的脉冲信号;
11.滤布执行单元,所述滤布执行单元与所述控制模块电性连接,在所述控制模块控制下实现所述滤板开合以及所述滤布运动;
12.油路动力单元,所述油路动力单元与所述滤布执行单元相连,为所述滤布执行单元提供液压油。
13.优选的,所述滤布执行单元包括滤布执行i/o模块、滤布执行中间继电器、电磁换向阀以及液压站、液压马达组和液压缸组;所述滤布执行i/o模块、所述滤布执行中间继电器、所述电磁换向阀依次电性连接;所述液压站、所述液压马达组和所述液压缸组均与所述电磁换向阀连通,依靠所述电磁换向阀控制所述液压站与所述液压马达组连通或控制所述液压站与所述液压缸组连通。
14.优选的,所述油路动力单元包括依次电性连接的油路控制i/o模块、油路控制中间继电器、接触器和液压驱动电机。
15.优选的,还包括hmi模块;所述hmi模块与所述控制模块电性连接。
16.优选的,所述检测单元与所述控制模块电性连接;所述检测单元包括电性连接的检测i/o模块和检测元件;所述包括检测元件包括编码器和涡流传感器。
17.优选的,还包括滤布张紧单元;所述滤布张紧单元包括张紧驱动机构和张紧辊;所述张紧辊能够在所述张紧驱动机构的带动下张紧所述滤布。
18.优选的,所述油路动力单元包括依次相连的油路控制i/o模块、油路控制中间继电器、接触器和液压驱动电机。
19.与现有技术相比,本技术至少具有以下有益效果:
20.(1)卸料时实现断续卸料功能,可以有效控制卸料量,确保立式压滤机下方的输送设备不会超载,避免损坏输送设备;
21.(2)卸料完毕后可以实现滤布连续行走运行,节省时间,提高设备运行效率;
22.(3)根据生产现场情况,通过对于参数的设定,设定断续卸料时间,适用于多种生产场景。
附图说明
23.后文将参照附图以示例性而非限制性的方式详细描述本实用新型的一些具体实施例。附图中相同的附图标记标示了相同或类似的部件或部分。本领域技术人员应该理解,这些附图未必是按比例绘制的。附图中:
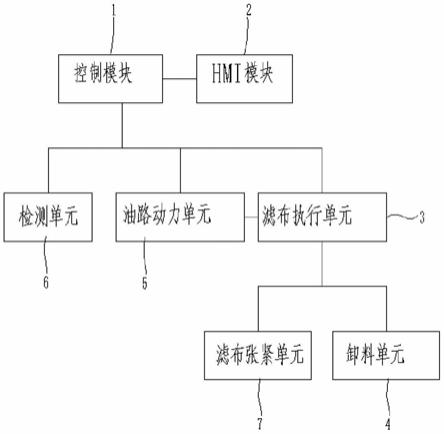
24.图1为本实用新型实施例的整体部件连接示意图;
25.图2为本实用新型实施例的滤布执行单元部件连接示意图;
26.图3为本实用新型实施例的油路单元部件连接示意图;
27.图4为本实用新型的部件连接原理示意图;
28.图5为本实用新型实施例的检测单元部件连接示意图。
29.其中,上述附图包括以下附图标记:
30.1、控制模块,2、hmi模块,3、滤布执行单元,4、卸料单元, 5、油路动力单元,6、检测单元,7、滤布张紧单元;
31.31、滤布执行i/o模块,32、滤布执行中间继电器,33、电磁换向阀组,34、液压缸组,35、液压马达组,36、液压站;
32.41、滤布,42、驱动辊,43、滤板导辊,44、滤板;45、物料; 46、改向辊;
33.51、油路控制i/o模块,52、油路控制中间继电器,53、接触器, 54、液压驱动电机;
34.61、检测i/o模块,62、检测元件;
35.621、涡流传感器,622、编码器;
36.71、张紧辊,72、张紧驱动机构。
具体实施方式
37.为使本技术的目的、技术方案和优点更加清楚,下面将结合本技术具体实施例及相应的附图对本技术技术方案进行清楚、完整地描述。显然,所描述的实施例仅是本技术一
部分实施例,而不是全部的实施例。基于本技术中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本技术保护的范围。
38.图1所示是一种立式压滤机断续卸料控制系统,包括控制模块1、 hmi模块2、滤布执行单元3、卸料单元4、油路动力单元5以及检测单元6。控制模块1为装载系统控制程序的plc控制器。hmi模块2、滤布执行单元3、油路动力单元5和检测单元6均与控制模块1电性连接。油路动力单元5与滤布执行单元3相连,为滤布执行单元3提供液压油。卸料单元4和滤布张紧单元7与滤布执行单元3相连,依靠滤布执行单元3提供动力供给。hmi模块2与控制模块1相连,hmi 模块2中的画面包含系统参数设定画面和控制按钮画面,能够进行参数设定和确定控制模块1是否执行相关操作。
39.如图2所示,滤布执行单元3包括滤布执行i/o模块31、滤布执行中间继电器32、电磁换向阀33以及液压站36、液压马达组35 和液压缸组34。其中,滤布执行i/o模块31、滤布执行中间继电器 32、电磁换向阀33依次电性连接。液压站36、液压马达组35和液压缸组34均与电磁换向阀33通过液压管路连通,依靠电磁换向阀 33控制液压站36与液压马达组35连通或控制液压站36与液压缸组 34连通。
40.如图3所示,油路动力单元5与滤布执行单元3相连,为滤布执行单元3提供液压油,包括依次电性连接的油路控制i/o模块51、油路控制中间继电器52、接触器53和液压驱动电机54,通过控制液压驱动电机54的通断电来实现液压站36的液压油供给或停止。
41.如图4所示,卸料单元4包括滤布41、滤板44、驱动辊42和滤板导辊43。滤板导辊43固定于滤板44水平方向的一侧,相邻滤板 44上的滤板导辊43交错设置,呈“之”字型排布。滤布41以“之”字型环绕设置于滤板导辊43上。同时,驱动辊42与滤布41相切设置,在动力装置的带动下,能够依靠摩擦力带动滤布41运动。另外,滤布41为首尾相连的整床布,在首尾连接处依靠金属搭接头固定。
42.另外,卸料单元4还包括若干与滤布41缠绕相切的改向辊46,用于改变滤布41的绕向。
43.滤布张紧单元7包括张紧辊71和张紧驱动机构72。张紧辊71 能够在张紧驱动机构72的带动下张紧滤布41,进而增加驱动辊42 与滤布41之间的摩擦力,避免驱动辊42空转。张紧驱动机构72优选为气缸,张紧辊71设置于气缸的移动端。
44.如图5所示并参考图4,检测单元6包括电性连接的检测i/o模块61和检测元件62,检测单元6与控制模块1电性连接,用于检测所述滤布41运动相关的脉冲信号,包括滤布运行时间以及滤布41的金属搭接头是否经过检测位置。检测元件62包括涡流传感器621和编码器622。涡流传感器621能够在滤布41金属搭接头经过时检测到信号并传输至控制模块1,进行编码器622脉冲清零。编码器622 与编码器轮连接,编码器轮压接在滤布41上,滤布41行走,带动编码器轮旋转,进而带动编码器622旋转,编码器622旋转时能够发出脉冲信号,测量滤布41的长度。
45.一种立式压滤机断续卸料控制系统在使用时:
46.利用编码器622测量滤布41长度脉冲值和单个滤板44长度脉冲值;
47.设定卸料驱动时间、卸料暂定时间、断续卸料时间、滤布41连续运动时间与脉冲值的对应关系,依据脉冲值确定卸料驱动、卸料暂定、断续卸料和滤布41连续运动的开闭时间点;
48.控制模块1控制滤布执行单元3,闭合滤板44进行固液分离;
49.控制模块1控制油路动力单元5使液压驱动电机54开启,为立式压滤机提供液压油;
50.控制模块1控制滤布执行单元3将滤板44打开,使滤板44之间具有足够的运行空间;
51.控制模块1控制滤布张紧单元7利用张紧辊71将滤布41张紧,使滤布41与驱动辊42之间具有足够的摩擦力;
52.控制模块1控制滤布执行单元3使驱动辊42旋转,在所述断续卸料时间内带动滤布41断续运动进行双边断续卸料,直至全部物料 45卸料完成;
53.卸料完成后,控制模块1控制滤布执行单元3使驱动辊42旋转,在所述滤布41连续运动时间内带动滤布41连续运动;
54.控制模块1控制滤布张紧单元7利用张紧辊71将滤布41松弛,使滤板44闭合时不会受到滤布41张紧力的干涉;
55.控制模块1控制滤布执行单元3将滤板44闭合,进行下一固液分离循环。
56.具体实施例中,滤布41连续运动状态下,利用编码器622测量滤布41长度脉冲值和单个滤板44长度脉冲值,其中测得滤布41长度脉冲值=2500。在hmi模块2画面内找到相关参数,断续卸料驱动时间设定为5秒、断续卸料暂停时间设定为30秒、每周期进料次数设定值为3。相关参数设定完毕后,按下启动按钮启动。
57.控制模块1执行控制程序,发出控制信号经油路控制i/o模块 51接通油路控制中间继电器52,油路控制中间继电器52通过触点接通接触器53,接触器53驱动液压驱动电机54运行。
58.控制模块1执行控制程序,发出控制信号经滤布执行i/o模块 31接通滤布执行中间继电器32,滤布执行中间继电器32通过触点接通电磁换向阀组33,使油路与液压缸组34之间连通,使滤板44打开。
59.控制模块1执行控制程序,发出控制信号经滤布执行i/o模块 31接通滤布执行中间继电器32,滤布执行中间继电器32通过触点接通电磁换向阀组33,使油路与液压马达组35之间连通,将张紧辊71 由松弛状态调整到张紧状态,为下一步做准备。
60.控制模块1执行控制程序,发出控制信号经滤布执行i/o模块 31接通滤布执行中间继电器32,滤布执行中间继电器32通过触点接通电磁换向阀组33,使油路与液压马达组35之间连通,在张紧辊71 保持张紧状态下,使驱动辊42旋转,带动滤布41行走,使滤布41 做整体循环。随着滤布行走,带动编码器轮旋转,进而带动编码器 622旋转,编码器622旋转时发出脉冲信号。涡流传感器621可以检测滤布41的金属搭接头,进行编码器622脉冲清零。
61.其中,利用编码器622测量滤布41长度脉冲值和单个滤板44长度脉冲值时,滤布41的金属搭接头行走至涡流传感器621时,编码器622脉冲计数值清零,滤布41的金属搭接头走过涡流传感器621 时,编码器622脉冲计数值开始重新计数递增。因首次卸饼洗布流程滤布41上没有物料45,故不进行断续卸料功能。
62.一种立式压滤机断续卸料控制系统的各部件之间紧密联系,构成完整的整体,能够实现立式压滤机的断续卸料,可以有效控制卸料量,确保立式压滤机下方的输送设备不会超载,避免损坏输送设备,各部件之间不可单独割裂,相似功能单独部件的叠加并不能够
解决本实用新型创造的相应技术问题。
63.为了便于描述,在这里可以使用空间相对术语,如“在...... 之上”、“在......上方”、“在......上表面”、“上面的”等,用来描述如在图中所示的一个器件或特征与其他器件或特征的空间位置关系。应当理解的是,空间相对术语旨在包含除了器件在图中所描述的方位之外的在使用或操作中的不同方位。例如,如果附图中的器件被倒置,则描述为“在其他器件或构造上方”或“在其他器件或构造之上”的器件之后将被定位为“在其他器件或构造下方”或“在其他器件或构造之下”。因而,示例性术语“在......上方”可以包括“在...... 上方”和“在......下方”两种方位。该器件也可以其他不同方式定位(旋转90度或处于其他方位),并且对这里所使用的空间相对描述作出相应解释。
64.需要注意的是,这里所使用的术语仅是为了描述具体实施方式,而非意图限制根据本技术的示例性实施方式。如在这里所使用的,除非上下文另外明确指出,否则单数形式也意图包括复数形式,此外,还应当理解的是,当在本说明书中使用术语“包含”和/或“包括”时,其指明存在特征、步骤、工作、器件、组件和/或它们的组合。
65.需要说明的是,本技术的说明书和权利要求书及上述附图中的术语“第一”、“第二”等是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的本技术的实施方式能够以除了在这里图示或描述的那些以外的顺序实施。
66.以上所述仅为本实用新型的优选实施例而已,并不用于限制本实用新型,对于本领域的技术人员来说,本实用新型可以有各种更改和变化。凡在本实用新型的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1