一种电视柜木板漆面涂蜡装置的制作方法
1.本发明涉及一种涂蜡装置,尤其涉及一种电视柜木板漆面涂蜡装置。
背景技术:
2.目前,为了提高木板的防潮能力,普遍都在木板上涂蜡。
3.专利申请cn214981790u,公开日为20211203。一种刨花板铺装用传送带的涂蜡装置,属于刨花板生产的技术领域,其包括设置在传送带一侧的支架,所述支架包括水平设置的承重板,所述承重板上放置有与传送带端部相接触到的蜡条,所述承重板上还设置有将蜡条始终抵接在传送带端部的抵接组件。本技术具有提高原料利用率的效果,虽然该装置具有提高原料利用率的效果,但是存在涂层厚又不均匀,浪费原料,影响木板的美观。
4.为了解决上述问题,我们提出了一种能够使得均匀涂层既薄又均匀,确保木板的美观的电视柜木板漆面涂蜡装置。
技术实现要素:
5.为了克服存在涂层厚又不均匀,浪费原料,影响木板的美观的缺点,本发明提供一种能够使得均匀涂层既薄又均匀,确保木板的美观的电视柜木板漆面涂蜡装置。
6.本发明通过以下技术途径实现:
7.一种电视柜木板漆面涂蜡装置,包括有立架、外壳、蜡盒、送料装置和上蜡装置,外壳下部固接有立架,立架与外壳之间设有用于运输木板的送料装置,送料装置与外壳和之间设有用于推出蜡块的上蜡装置,上蜡装置上设有蜡盒。
8.进一步说明,送料装置包括有第一转轴、输送轮、运输带、限位圈、安装框、电机和第一传动组件,立架上部前后两侧都转动式设有第一转轴,第一转轴中部固接有输送轮,前后两侧输送轮之间左右对称绕有用于输送木板的运输带,运输带外侧面固接有用于限位木板的限位圈,外壳内右侧面中部固接有安装框,安装框内通过螺栓的方式连接有电机,电机的输出轴与前方第一转轴左部之间连接有第一传动组件,第一传动组件由两个皮带轮和皮带组成,一个皮带轮安装于电机的输出轴上,另一个皮带轮安装于前方第一转轴左部,皮带绕于两个皮带轮之间。
9.进一步说明,上蜡装置包括有第一安装板、第一安装架、第二转轴、柱齿轮、软齿圈、螺杆、压料板、限位座、转动筒、第二传动组件和第三传动组件,外壳内顶部前中侧固接有第一安装板,第一安装板与蜡盒固定连接,第一安装板左部下侧固接有第一安装架,第一安装架下部中间转动式设有第二转轴,第二转轴下部固接有柱齿轮,左方运输带左侧面固接有软齿圈,软齿圈与柱齿轮啮合,蜡盒左右两侧都螺纹式连接有螺杆,左右两侧螺杆底端之间转动式设有用于推动蜡块的压料板,压料板位于蜡盒内,蜡盒外顶部左右对称固接有限位座,螺杆穿过限位座,螺杆与限位座螺纹式连接,限位座内转动式设有转动筒,转动筒与螺杆螺纹式连接,第二转轴上部与左方转动筒中部之间连接有第二传动组件,第二传动组件由两个皮带轮和皮带组成,一个皮带轮安装于第二转轴上部,另一个皮带轮安装于左
方转动筒中部,皮带绕于两个皮带轮之间,左右两侧转动筒上部之间连接有第三传动组件,第三传动组件由两个皮带轮和皮带组成,皮带轮均安装于转动筒上部,皮带绕于两个皮带轮之间。
10.进一步说明,还包括有用于均匀涂蜡的抹蜡装置,抹蜡装置包括有第二安装板、第三转轴、第四传动组件、第四转轴、锥齿轮、转动板、滑动柱、固定架、滑动一字槽板、连接架、第一滑杆、滑动座、海绵块和第一复位弹簧,外壳内顶部左后侧固接有第二安装板,第二安装板左部下侧转动式设有第三转轴,第三转轴左部与后方第一转轴左部之间连接有第四传动组件,第四传动组件由两个皮带轮和皮带组成,一个皮带轮安装于第三转轴左部,另一个皮带轮安装于后方第一转轴左部,皮带绕于两个皮带轮之间,第二安装板前部下侧转动式设有第四转轴,第四转轴后部与第三转轴右部都固接有锥齿轮,两个锥齿轮相互啮合,第四转轴前端固接有转动板,转动板前侧面右部固接有滑动柱,外壳内顶部中后侧固接有固定架,固定架上滑动式设有滑动一字槽板,滑动一字槽板套于滑动柱上,滑动一字槽板与滑动柱滑动连接,滑动一字槽板底部固接有连接架,连接架下部间隔设有四根第一滑杆,四根第一滑杆之间滑动式设有滑动座,滑动座内嵌入式设有用于均匀涂蜡的海绵块,第一滑杆上绕有第一复位弹簧,第一复位弹簧一端与滑动座连接,第一复位弹簧另一端与连接架连接。
11.进一步说明,还包括有用于始终下压滑动座的下压装置,下压装置包括有第二滑杆、滑动筒、第二复位弹簧、长板、斜块、第二安装架和滚动筒,外壳内左右两侧后部都固接有第二滑杆,第二滑杆上滑动式设有滑动筒,滑动筒底部与第二滑杆下部之间绕接有第二复位弹簧,左右两侧滑动筒下部内侧之间固接有长板,长板顶部中间固接有用于驱动的斜块,滑动筒上部内侧固接有第二安装架,第二安装架内侧转动式设有滚动筒,滚动筒与滑动座接触。
12.进一步说明,还包括有用于对木板导向的导向装置,导向装置包括有支撑板、托板和导向板,外壳外前侧面下部左右对称固接有支撑板,左右两侧支撑板顶部之间固接有托板,托板顶部左右对称固接有用于对木板导向的导向板。
13.进一步说明,还包括有用于烘干涂层的风烘装置,风烘装置包括有第三安装板和热风机,外壳内顶部中间固接有第三安装板,第三安装板底部固接有用于烘干涂层的热风机。
14.进一步说明,热风机上间隔设有喷头。
15.本发明其显著进步在于:
16.1、本发明运输带正转带动木板向后移动,木板向后移动与蜡块接触被上蜡,同时,后方第一转轴通过第四传动组件带动第三转轴正转,进而滑动柱正转带动滑动一字槽板左右移动,滑动座左右移动带动海绵块对木板进行涂抹,如此,能够使得均匀涂层既薄又均匀,确保木板的美观。
17.2、本发明在下压装置的作用下,滑动座向下移动带动海绵块向下移动,从而使得海绵块紧压木板,如此,可避免海绵块与木板接触不到位。
18.3、本发明在导向装置的作用下,可通过托板将木板推入运输带上,导向板起到导向作用,导向板也使得木板位于左右两侧限位圈之间,如此,可避免木板难以移动至限位圈之间。
附图说明
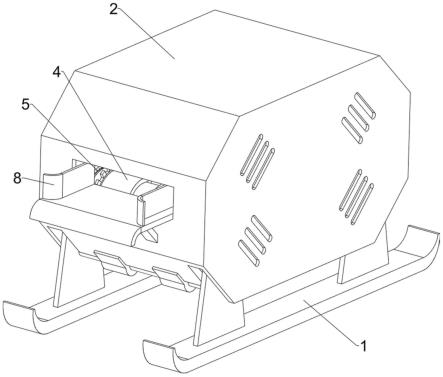
19.图1为本发明的第一种立体结构示意图。
20.图2为本发明的第二种立体结构示意图。
21.图3为本发明的剖视结构示意图。
22.图4为本发明的部分剖视结构示意图。
23.图5为本发明送料装置的立体结构示意图。
24.图6为本发明送料装置的部分剖视结构示意图。
25.图7为本发明上蜡装置的立体结构示意图。
26.图8为本发明上蜡装置的部分立体结构示意图。
27.图9为本发明上蜡装置的部分剖视结构示意图。
28.图10为本发明抹蜡装置的立体结构示意图。
29.图11为本发明抹蜡装置的第一种部分剖视结构示意图。
30.图12为本发明抹蜡装置的第二种部分剖视结构示意图。
31.图13为本发明下压装置的立体结构示意图。
32.图14为本发明a部分的放大示意图。
33.图15为本发明下压装置的部分立体结构示意图。
34.图16为本发明导向装置的立体结构示意图。
35.图17为本发明风烘装置的立体结构示意图。
36.附图中各零部件的标记如下:1-立架,2-外壳,3-蜡盒,4-送料装置,41-第一转轴,42-输送轮,43-运输带,44-限位圈,45-安装框,46-电机,47-第一传动组件,5-上蜡装置,51-第一安装板,52-第一安装架,53-第二转轴,54-柱齿轮,55-软齿圈,56-螺杆,57-压料板,58-限位座,59-转动筒,510-第二传动组件,511-第三传动组件,6-抹蜡装置,61-第二安装板,62-第三转轴,63-第四传动组件,64-第四转轴,65-锥齿轮,66-转动板,67-滑动柱,68-固定架,69-滑动一字槽板,610-连接架,611-第一滑杆,612-滑动座,613-海绵块,614-第一复位弹簧,7-下压装置,71-第二滑杆,72-滑动筒,73-第二复位弹簧,74-长板,75-斜块,76-第二安装架,77-滚动筒,8-导向装置,81-支撑板,82-托板,83-导向板,9-风烘装置,91-第三安装板,92-热风机。
具体实施方式
37.以下结合说明书附图进一步阐述本发明、并结合说明书附图给出本发明的实施例。
38.实施例1
39.一种电视柜木板漆面涂蜡装置,如图1-图9所示,包括有立架1、外壳2、蜡盒3、送料装置4和上蜡装置5,外壳2下部固接有立架1,立架1与外壳2之间设有送料装置4,送料装置4可实现运输木板,送料装置4与外壳2和之间设有上蜡装置5,上蜡装置5可实现不断将蜡块推出,使得木板始终与蜡块接触,上蜡装置5上设有蜡盒3。
40.如图1-图6所示,送料装置4包括有第一转轴41、输送轮42、运输带43、限位圈44、安装框45、电机46和第一传动组件47,立架1上部前后两侧都转动式设有第一转轴41,第一转轴41中部固接有输送轮42,前后两侧输送轮42之间左右对称绕有运输带43,运输带43可实
现带动木板进行移动,运输带43外侧面固接有限位圈44,限位圈44可实现对木板进行卡位,外壳2内右侧面中部固接有安装框45,安装框45内通过螺栓的方式连接有电机46,电机46的输出轴与前方第一转轴41左部之间连接有第一传动组件47,第一传动组件47由两个皮带轮和皮带组成,一个皮带轮安装于电机46的输出轴上,另一个皮带轮安装于前方第一转轴41左部,皮带绕于两个皮带轮之间。
41.如图1、图3、图4、图7、图8和图9所示,上蜡装置5包括有第一安装板51、第一安装架52、第二转轴53、柱齿轮54、软齿圈55、螺杆56、压料板57、限位座58、转动筒59、第二传动组件510和第三传动组件511,外壳2内顶部前中侧固接有第一安装板51,第一安装板51与蜡盒3固定连接,第一安装板51左部下侧固接有第一安装架52,第一安装架52下部中间转动式设有第二转轴53,第二转轴53下部固接有柱齿轮54,左方运输带43左侧面固接有软齿圈55,软齿圈55与柱齿轮54啮合,蜡盒3左右两侧都螺纹式连接有螺杆56,左右两侧螺杆56底端之间转动式设有压料板57,压料板57向下移动不断将蜡块推出,使得木板始终与蜡块接触,压料板57位于蜡盒3内,蜡盒3外顶部左右对称固接有限位座58,螺杆56穿过限位座58,螺杆56与限位座58螺纹式连接,限位座58内转动式设有转动筒59,转动筒59与螺杆56螺纹式连接,第二转轴53上部与左方转动筒59中部之间连接有第二传动组件510,第二传动组件510由两个皮带轮和皮带组成,一个皮带轮安装于第二转轴53上部,另一个皮带轮安装于左方转动筒59中部,皮带绕于两个皮带轮之间,左右两侧转动筒59上部之间连接有第三传动组件511,第三传动组件511由两个皮带轮和皮带组成,皮带轮均安装于转动筒59上部,皮带绕于两个皮带轮之间。
42.首先操作人员将蜡块放置在蜡盒3内,再将一张木板从外壳2前侧放入,木板与运输带43接触,且木板位于左右两侧限位圈44之间,启动电机46带动第一传动组件47正转,第一传动组件47正转带动前方第一转轴41正转,前方第一转轴41正转带动前方输送轮42正转,前后两侧输送轮42正转配合带动运输带43正转,运输带43正转带动木板向后移动,木板向后移动与蜡块接触被上蜡,同时,左方运输带43正转带动软齿圈55正转,软齿圈55正转带动柱齿轮54反转,柱齿轮54反转带动第二转轴53反转,第二转轴53反转带动第二传动组件510反转,第二传动组件510反转带动左方转动筒59反转,左方转动筒59反转带动左方螺杆56向下移动,且左方转动筒59反转还带动第三传动组件511反转,第三传动组件511反转带动右方螺杆56向下移动,左右两侧螺杆56配合向下移动带动压料板57向下移动,压料板57向下移动不断将蜡块推出,使得木板始终与蜡块接触,从而运输带43继续带动木板向后移动,木板向后移动从外壳2后侧伸出,进而拿下木板进行后续处理,如此反复,可不断对木板进行涂蜡,木板涂蜡完成后,关闭电机46,电机46停止通过第一传动组件47带动前方第一转轴41正转,运输带43也就停止正转,然后手动扭动螺杆56带动压料板57向上移动复位即可。
43.实施例2
44.在实施例1的基础之上,如图3、图10、图11和图12所示,还包括有抹蜡装置6,抹蜡装置6包括有第二安装板61、第三转轴62、第四传动组件63、第四转轴64、锥齿轮65、转动板66、滑动柱67、固定架68、滑动一字槽板69、连接架610、第一滑杆611、滑动座612、海绵块613和第一复位弹簧614,外壳2内顶部左后侧固接有第二安装板61,第二安装板61左部下侧转动式设有第三转轴62,第三转轴62左部与后方第一转轴41左部之间连接有第四传动组件63,第四传动组件63由两个皮带轮和皮带组成,一个皮带轮安装于第三转轴62左部,另一个
皮带轮安装于后方第一转轴41左部,皮带绕于两个皮带轮之间,第二安装板61前部下侧转动式设有第四转轴64,第四转轴64后部与第三转轴62右部都固接有锥齿轮65,两个锥齿轮65相互啮合,第四转轴64前端固接有转动板66,转动板66前侧面右部固接有滑动柱67,外壳2内顶部中后侧固接有固定架68,固定架68上滑动式设有滑动一字槽板69,滑动一字槽板69套于滑动柱67上,滑动一字槽板69与滑动柱67滑动连接,滑动一字槽板69底部固接有连接架610,连接架610下部间隔设有四根第一滑杆611,四根第一滑杆611之间滑动式设有滑动座612,滑动座612内嵌入式设有海绵块613,海绵块613左右移动可实现均匀涂蜡,第一滑杆611上绕有第一复位弹簧614,第一复位弹簧614一端与滑动座612连接,第一复位弹簧614另一端与连接架610连接。
45.如图3、图13、图14和图15所示,还包括有下压装置7,下压装置7包括有第二滑杆71、滑动筒72、第二复位弹簧73、长板74、斜块75、第二安装架76和滚动筒77,外壳2内左右两侧后部都固接有第二滑杆71,第二滑杆71上滑动式设有滑动筒72,滑动筒72底部与第二滑杆71下部之间绕接有第二复位弹簧73,左右两侧滑动筒72下部内侧之间固接有长板74,长板74顶部中间固接有斜块75,木板可使得斜块75向下移动,从而第二安装架76向下移动带动滚动筒77向下移动,滑动筒72上部内侧固接有第二安装架76,第二安装架76内侧转动式设有滚动筒77,滚动筒77与滑动座612接触。
46.当电机46启动时,运输带43正转带动木板向后移动,木板向后移动与海绵块613接触,同时,后方第一转轴41正转带动第四传动组件63正转,第四传动组件63正转带动第三转轴62正转,第三转轴62正转通过锥齿轮65带动第四转轴64正转,第四转轴64正转带动转动板66正转,转动板66正转带动滑动柱67正转,滑动柱67正转带动滑动一字槽板69左右移动,滑动一字槽板69左右移动带动连接架610左右移动,连接架610左右移动带动第一滑杆611左右移动,第一滑杆611左右移动带动滑动座612左右移动,滑动座612左右移动带动海绵块613左右移动,海绵块613左右移动对木板进行涂抹,第一复位弹簧614起到缓冲作用,从而运输带43继续带动木板向后移动,木板向后移动从外壳2后侧伸出,进而拿下木板进行后续处理,木板涂蜡完成后,关闭电机46,运输带43停止正转,后方第一转轴41停止通过第四传动组件63带动第三转轴62正转,海绵块613也就停止移动,如此,可避免木板涂蜡不均匀。
47.当电机46启动时,运输带43正转带动木板向后移动,木板向后移动与海绵块613接触,同时,木板向后移动还与斜块75接触,木板使得斜块75向下移动,斜块75向下移动带动长板74向下移动,长板74向下移动带动滑动筒72向下移动,第二复位弹簧73被压缩,滑动筒72向下移动带动第二安装架76向下移动,第二安装架76向下移动带动滚动筒77向下移动,滚动筒77向下移动带动滑动座612向下移动,第一复位弹簧614被压缩,滑动座612向下移动带动海绵块613向下移动,从而使得海绵块613紧压木板,从而运输带43继续带动木板向后移动,木板向后移动从外壳2后侧伸出,进而拿下木板进行后续处理,木板与斜块75脱离,因第二复位弹簧73的作用,滑动筒72通过长板74带动斜块75向上移动复位,且因第一复位弹簧614的作用,滑动座612也带动海绵块613向上移动复位,如此,可避免海绵块613与木板接触不到位。
48.实施例3
49.在实施例1和实施例2的基础之上,如图3和图16所示,还包括有导向装置8,导向装置8包括有支撑板81、托板82和导向板83,外壳2外前侧面下部左右对称固接有支撑板81,左
右两侧支撑板81顶部之间固接有托板82,托板82顶部左右对称固接有导向板83,当需对木板进行涂蜡时,可通过托板82将木板推入运输带43上,导向板83起到导向作用。
50.如图3和图17所示,还包括有风烘装置9,风烘装置9包括有第三安装板91和热风机92,外壳2内顶部中间固接有第三安装板91,第三安装板91底部固接有用于烘干涂层的热风机92,热风机92上间隔设有喷头,热风机92可通过喷头吹出热风对涂层进行烘干。
51.当需对木板进行涂蜡时,可通过托板82将木板推入运输带43上,导向板83起到导向作用,导向板83也使得木板位于左右两侧限位圈44之间,如此,可避免木板难以移动至限位圈44之间。
52.当木板与蜡块接触被上蜡时,启动热风机92运作,热风机92运作通过喷头吹出热风对涂层进行烘干,全部木板涂料完成后,关闭热风机92即可,如此,可避免木板涂蜡后难以凝固。
53.最后,有必要说明的是:上述内容仅用于帮助理解本发明的技术方案,不能理解为对本发明保护范围的限制;本领域技术人员根据本发明的上述内容所做出的非本质改进和调整,均属本发明所要求保护的范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1