一种生产铝合金型材用V型喷涂粉房装置的制作方法
一种生产铝合金型材用v型喷涂粉房装置
技术领域
1.本发明涉及铝合金喷涂技术领域,尤其涉及一种生产铝合金型材用v型喷涂粉房装置。
背景技术:
2.目前,中国专利申请号:cn202020392459.1公开了用于高性能铝合金材表面喷漆装置,包括箱体,所述箱体顶部内壁的一侧设有喷漆机构,所述箱体顶部内壁的一侧通过螺栓固定有连接杆,连接杆的底部外壁上通过螺栓固定有固定槽,所述固定槽一侧外壁上插接有两个连接管,连接管的一端套接有真空吸盘,真空吸盘的吸附端位于固定槽的外部,所述箱体的一侧外壁上通过螺栓固定有支撑板,支撑板的顶部外壁上通过螺栓固定有真空泵,真空泵的输出端插接有抽气管,抽气管的一端位于箱体的内部,公开了现有一般结构的喷漆装置,
3.现有的喷漆装置喷漆完成后,无法对未喷至铝材表面且悬浮在空中的油漆进行回收利用。
技术实现要素:
4.因此,针对上述的问题,本发明提出一种生产铝合金型材用v型喷涂粉房装置,其解决了现有的喷漆装置喷漆完成后,无法对未喷至铝材表面且悬浮在空中的油漆进行回收利用的技术问题。
5.为实现上述目的,本发明采用了以下技术方案:一种生产铝合金型材用v型喷涂粉房装置,包括用于将v型钢输送的输送导轨、用于将v型钢喷漆的喷漆装置、与喷漆装置呈间隔设置的挡板、设于挡板底部且用于将油漆回收的负压管以及用于将喷漆后v型钢加热风干的烘干装置,所述喷漆装置包括与挡板间隔设置的安装板、用于对安装板上下升降的升降台以及设于安装板靠近挡板一端面的多个喷漆头,所述负压管与档板底部相连通;所述输送导轨包括四根间隔分部的导轨架、设于导轨架中部且前后间隔设置的多个导向座、设于导向座四个边角处的第一滑轮、设于导向座横向两端的第二滑轮、固设于导向座横向两端的凸柱、分别与两个导向座上凸柱可转动连接的连接杆、可拆卸地设于导向座底部的第一连接机构、可拆卸地设于连接杆底部的第二连接机构、可转动地设于第一连接机构和第二连接机构底部的转杆、设于转杆底部的齿盘以及设于齿盘底端的支撑片,所述第一滑轮与纵向间隔的导轨架相贴合,所述第二滑轮分别设于导向座顶端和底端,所述第二滑轮与前后间隔设置的导轨架相贴合,所述凸柱为底部外径尺寸大于凸柱顶部外径尺寸,所述第二滑轮设于凸柱顶部,所述连接杆设于凸柱底部。
6.进一步的,所述齿盘和支撑片之间设有形状为“v”字形的导片,所述导轨架底端位于挡板处设有两个间隔设置的支撑杆,所述支撑杆底端设有两个间隔设置的框板,两个所述框板中部设有用于齿盘穿过的凹槽,其中一个所述框板凹槽上设有至少两个与齿盘啮合的齿条。
7.进一步的,所述烘干装置具有入口处,所述烘干装置入口处设有用于对各个v型钢夹持的多个夹持装置,所述烘干装置入口处设有用于对夹持装置提升的提升装置,所述夹持装置包括设于提升装置上的夹座、设于夹座上的卡块、设于夹座上远离卡块一侧的固定块、与固定块螺纹连接的螺杆、设于螺杆靠近卡块一端的夹块以及设于螺杆远离固定块一段的旋钮头,所述夹座其中一个外侧面上设有圆环部,各所述夹座上的圆环部通过锁链串起相连。
8.进一步的,所述提升装置包括呈竖直转态设置的输送带、用于支撑输送带的输送架以及设于输送带上的多个支撑件,所述支撑件设有多个,各所述支撑件前后间隔设置。
9.进一步的,所述夹座上设有定位孔,所述支撑件上设有穿过定位孔定位柱。
10.进一步的,所述输送架顶部设有用于对旋钮头旋转的旋合装置,所述旋合装置包括旋合座、设于旋合座底端面的滑轨、滑动设于滑轨上的移动块、设于移动块顶端的轴座、可转动地设于轴座内的旋转轴、滑动设于旋转轴远离轴座一端的滑动块、设于旋转轴远离轴座一端的y字头以及用于驱动旋转轴旋转的旋转装置,所述y字头穿过旋合座内,所述滑动块与旋合座相连。
11.进一步的,所述旋钮头上设有与y字头相插接的y字孔。
12.进一步的,所述旋转轴外侧设有外齿轮,所述旋转装置包括与旋合座相连接的第一电机,所述第一电机输出轴设有与外齿轮相啮合的主动齿轮,所述主动齿轮宽度尺寸小于外齿轮宽度尺寸,所述旋转轴远离y字头一端设有弹簧,所述弹簧位于旋转轴和旋合座之间,所述旋转轴远离y字头一端设有外杆,所述旋转轴靠近y字头一端设有与外杆可转动连接的内杆,所述外杆和内杆穿过旋合座,所述内杆远离外杆一端设有贴合块,所述旋合座靠近贴合块处设有延伸座,所述延伸座上可转动地设有椭圆形的圆块,所述延伸座上设有用于驱动圆块旋转的第二电机,所述轴座顶端设有遮挡块,所述旋合座上设有用于感应旋转轴的y字头移动插入y字孔的感应器。
13.进一步的,所述第二电机输出轴位于远离圆块中心孔处,所述贴合块与圆块贴合面为由中部到头尾两端逐渐缩小的弧形。
14.进一步的,所述卡块之间夹角角度为90度,所述卡块之间具有缺口。
15.通过采用前述技术方案,本发明的有益效果是:
16.本生产铝合金型材用v型喷涂粉房装置,通过负压管的设置,其中输送导轨将v型钢输送,v型钢输送过程中经过挡板时,升降台通过带动安装板带动多个喷漆头上下移动,对v型钢进行喷漆,完成后,部分漆未喷涂在v型钢上,在自重的影响下,漆下沉通过负压管吸收,通过外部收回系统对负压管吸附的漆进行回收,使用更环保,解决了现有的喷漆装置喷漆完成后,无法对未喷至铝材表面且悬浮在空中的油漆进行回收利用的技术问题;输送导轨的设置,导轨架组件方便安装,并且该结构承重力,可根据实际使用情况对组件进行增长,适合长距离输送使用场景,由于具有四个滑轮,导轨架拐弯时,四个滑轮可贴合导轨架带动导向座拐弯移动;连接杆的设置,如果都通过导向座相连,将导致输送导轨成本高,之间通过一个连接杆,连接杆为与导向座可活动的杆件,批量生产成本低,连接杆由于与导向座可活动相连,导向座拐弯移动时,可减少对导向座的干涉,连接杆重量轻,还可减少输送导轨整体重量。
17.进一步的,通过框板的设置,其中喷涂装置由上到下对v型钢进行完全喷涂,完成
后再通过第三个齿条旋转120
°
恢复初始的位置,输送到下个喷漆装置再次进行均匀喷涂,该喷涂过程中v型钢进行旋转,v型钢喷涂厚度将更加均匀;通过齿条驱动齿盘旋转,利于控制旋转角度,并且无需第一电机或其它驱动装置对齿盘驱动旋转,利用齿盘移动对v型钢旋转效果好,框板还可以限制v型钢移动,避免喷漆时,v型钢晃动导致喷涂不均匀,保持v型钢稳定。
18.进一步的,夹持装置的设置,其中由于各个夹座通过锁链穿过圆环部串起,各由于v型钢顶端通过支撑片相连,各个v型钢底端通过各个锁链串起的夹座固定,可限制各个v型钢在风干过程中,剧烈旋转晃动,导致碰撞刮擦的缺点,同时v型钢具有一定重量,也可以限制各排v型钢受风力影响摆动。
19.进一步的,输送带的设置,其中需要装夹v型钢时,先将各个夹座放置在输送带上的支撑件上,通过输送带带动支撑件移动到顶部,然后输送带带动支撑件移动到顶部部,避免了人工抬起到v型钢下方费力的问题;优选地,位于所述支撑件上方的输送导轨呈“u”形下降上升状态,所述支撑件前后间隔距离为v型钢穿过距离;输送带快带动支撑件移动到顶部时,v型钢通过输送导轨向下滑动至夹座的上方,然后输送带带动支撑件移动到顶部时,v型钢将卡入卡块和夹块之间,装夹完成后再通过输送导轨提升,从前后间隔的支撑件中穿过移走,避免需要一个人抬起夹座将夹座放置在v型钢底端,然后再通过一个人拧紧旋钮头的缺点,并且装夹速度可提升。
20.定位柱的设置,其中夹座放置在定位柱上时,可通过定位柱对夹座限位,避免上升移动时,夹座从支撑件上容易振落的缺点,并且装夹完成后,v型钢提升时,直接带动夹块脱离支撑件,不干涉v型钢升降。
21.旋合装置的设置,其中输送带带动支撑件移动到顶部时,v型钢将卡入卡块和夹块之间,移动轴座,旋转轴将通过移动块在滑轨上滑动,旋转轴通过滑动块导向穿过旋合座,旋转轴将卡入旋钮头内,然后旋转装置驱动旋转轴旋转,旋转轴带动旋钮头旋转,螺杆带动夹块移动,使夹块和卡块卡紧v型钢,避免了人工旋转螺杆费力的缺点。
22.圆块的设置,当输送带快带动支撑件移动到顶部时,第二电机将带动圆块旋转90度,贴合块与旋合座间隔距离最大,将通过内杆和外杆带动旋转轴向右移动,避让上升的夹座,使其上升至输送架顶部,输送带带动支撑件移动到顶部,v型钢将卡入卡块和夹块之间时,圆块位置将旋转45度,贴合块与旋合座间隔距离适中,旋转轴在弹簧的作用下将顶压在旋钮头上,第一电机带动主动齿轮旋转,主动齿轮带动从动齿轮旋转,从而带动旋转轴旋转,旋转轴在旋转过程中y字头将卡入旋钮头的y字孔内,旋转轴产生位移,轴座向左移动,轴座向左移动过程中带动顶端阻挡块对感应器造成阻挡,完成后圆块位置将继续旋转45度,阻挡块与旋合座间隔距离靠近,第一电机将带动主动齿轮高速旋转,主动齿轮带动外齿轮旋转,外齿轮快速旋转带动螺杆旋转,螺杆带动夹块移动,使夹块和卡块卡紧v型钢,完成后圆块逆向旋转90度,贴合块与旋合座间隔距离最大,使夹座通过v型钢移动走,同时避让底部的夹座上升,无需人工移动旋合装置对旋钮头拧紧,提升装夹速度,使用简单快捷。
附图说明
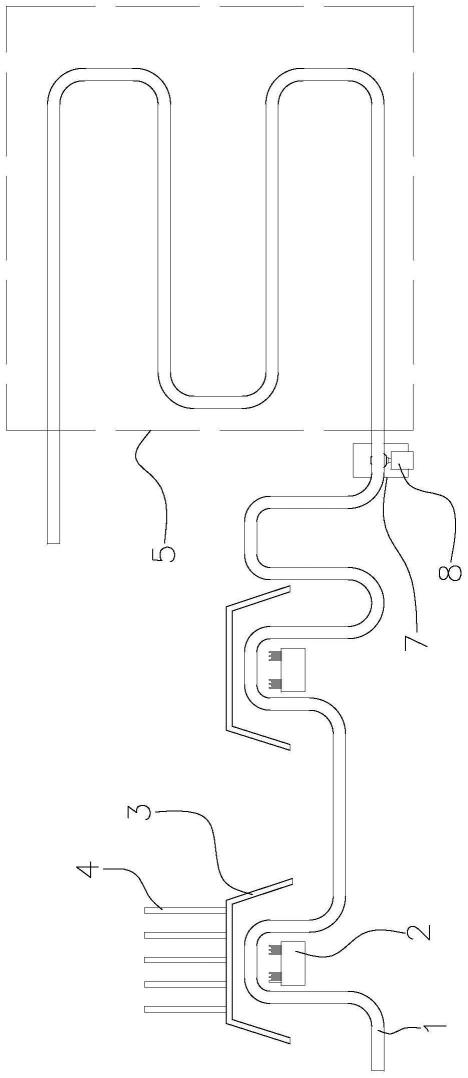
23.图1是本发明的结构示意图;
24.图2是本发明的喷漆装置结构左视示意图;
25.图3是本发明的喷漆装置结构后视示意图;
26.图4是本发明的输送导轨局部结构使用状态示意图;
27.图5是本发明的输送导轨局部结构示意图;
28.图6是本发明的输送导轨局部爆炸状态结构示意图;
29.图7是本发明的挡板结构正视示意图;
30.图8是本发明的框板使用状态结构示意图;
31.图9是本发明的夹持装置和提升装置使用状态简画结构正视示意图;
32.图10是本发明的夹持装置和提升装置使用状态简画结构左视示意图;
33.图11是本发明的旋合装置局部结构左视示意图;
34.图12是本发明的旋合装置局部结构剖面示意图;
35.图13是本发明的圆块和贴合块使用状态结构示意图;
36.图14是本发明的支撑件和定位柱使用状态一侧视角示意图;
37.图15是本发明的支撑件和定位柱使用状态另一侧视角示意图;
38.图16是本发明的外部动力组件结构俯视示意图。
39.图中标号:1、输送导轨;2、喷漆装置;3、挡板;4、负压管;5、烘干装置;21、安装板;22、升降台;23、喷漆头;101、导轨架;102、导向座;103、第一滑轮;104、第二滑轮;105、凸柱;106、连接杆;107、第一连接机构;108、第二连接机构;109、转杆;110、齿盘;111、支撑片;112、导片;113、支撑杆;114、框板;115、凹槽;116、齿条;6、夹持装置;7、提升装置;61、夹座;62、卡块;63、固定块;64、螺杆;65、夹块;66、旋钮头;6a、圆环部;71、输送带;72、输送架;73、支撑件;67、定位孔;74、定位柱;8、旋合装置;801、旋合座;802、滑轨;803、移动块;804、轴座;805、旋转轴;806、滑动块;807、y字头;808、旋转装置;809、外齿轮;810、第一电机;811、主动齿轮;812、弹簧;813、外杆;814、内杆;815、贴合块;816、延伸座;817、圆块;818、第二电机;819、遮挡块;820、感应器。
具体实施方式
40.现结合附图和具体实施方式对本发明进一步说明。
41.参考图1至图16,本实施例提供一种生产铝合金型材用v型喷涂粉房装置,包括用于将v型钢输送的输送导轨1、用于将v型钢喷漆的喷漆装置2、与喷漆装置呈间隔设置的挡板3、设于挡板底部且用于将油漆回收的负压管4以及用于将喷漆后v型钢加热风干的烘干装置5,该装置具有v型钢;
42.所述喷漆装置包括与挡板间隔设置的安装板21、用于对安装板上下升降的升降台22以及设于安装板靠近挡板一端面的多个喷漆头23,所述负压管与档板底部相连通,上述喷气头、升降台以及烘干装置均为现有常规技术,在此不予赘述;通过喷漆装置的设置,其中输送导轨将v型钢输送,v型钢输送过程中经过挡板时,升降台通过带动安装板带动多个喷漆头上下移动,对v型钢进行喷漆,完成后,部分漆未喷涂在v型钢上,在自重的影响下,漆下沉通过负压管吸收,通过外部收回系统对负压管吸附的漆进行回收,使用更环保,喷涂后的v型钢再通过烘干装置烘干固化。
43.所述输送导轨包括四根间隔分部的导轨架101、设于导轨架中部且前后间隔设置的多个导向座102、设于导向座四个边角处的第一滑轮103、设于导向座横向两端的第二滑
轮104、固设于导向座横向两端的凸柱105、分别与两个导向座上凸柱可转动连接的连接杆106、可拆卸地设于导向座底部的第一连接机构107、可拆卸地设于连接杆底部的第二连接机构108、可转动地设于第一连接机构和第二连接机构底部的转杆109、设于转杆底部的齿盘110以及设于齿盘底端的支撑片111,所述第一滑轮与纵向间隔的导轨架相贴合,所述第二滑轮分别设于导向座顶端和底端,所述第二滑轮与前后间隔设置的导轨架相贴合,所述凸柱为底部外径尺寸大于凸柱顶部外径尺寸,所述第二滑轮设于凸柱顶部,所述连接杆设于凸柱底部。
44.输送导轨的设置,其中先将导向座放置在导轨架内,完成后,再将导向座前后端面安装第一滑轮,再将两个间隔的导向座顶端凸柱插入连接杆,完成后再将顶端面和底端面凸柱安装第二滑轮,完成整条输送轨道铺装后,将其中一个导向座与外部动力组件相连,外部动力组件将带动其中一个导向座移动,将支撑片底部通过挂钩与v型钢相连,或者其它现有装夹机构与v型钢相连,由于各个导向座之间通过连接杆相连,将整组导向座和导向杆移动,导向座上的第一滑轮将贴合上下导轨架移动,第二滑轮将贴合前后导轨架导向移动,该导轨架组件方便安装,并且该结构承重力,可根据实际使用情况对组件进行增长,适合长距离输送使用场景,由于具有四个滑轮,导轨架拐弯时,四个滑轮可贴合导轨架带动导向座拐弯移动;连接杆的设置,如果都通过导向座相连,将导致输送导轨成本高,之间通过一个连接杆,连接杆为与导向座可活动的杆件,批量生产成本低,连接杆由于与导向座可活动相连,导向座拐弯移动时,可减少对导向座的干涉,连接杆重量轻,还可减少输送导轨整体重量;框板还可以限制v型钢移动,避免喷漆时,v型钢晃动导致喷涂不均匀,保持v型钢稳定;外部动力组件可以如图16所示,外部动力组件包括与导轨架间隔设置的转块10a、用于驱动转块旋转的动力电机10b以及用于对各凸柱顶端夹持移动的夹块10c,所述夹块包括左夹块10d和右夹块10e,所述右夹块长度尺寸小于左夹块长度尺寸,左夹块10d和右夹块10e间隔距离大于凸柱顶端外径尺寸,凸柱顶端向上延伸;外部动力组件也可以替换为现有其它驱动机构,实现导向座移动即可。
45.转块旋转过程中右夹块避让凸柱,左夹块旋转过程中与凸柱贴合,并带动凸柱向右旋转,从而带动各个导向座移动,转块继续旋转,凸柱卡入左夹块10d和右夹块10e之间,通过左夹块10d和右夹块10e向右旋转夹持凸柱滑动输送到右端,转块顶端的左夹块10d和右夹块10e将向左旋转,可持续对输入的凸柱顶端卡入输送,相比链条或者通过一个驱动车驱动整条输送导轨移动,成本更低,输送更稳定。
46.所述齿盘和支撑片之间设有形状为“v”字形的导片112,所述导轨架底端位于挡板处设有两个间隔设置的支撑杆113,所述支撑杆底端设有两个间隔设置的框板114,两个所述框板中部设有用于齿盘穿过的凹槽115,其中一个所述框板凹槽上设有至少两个与齿盘啮合的齿条116。
47.如果v型钢不旋转通过喷漆装置上下喷漆面,将导致v型钢局部漆面过厚,烘干后的v型钢局部面将产生橘子皮一样的粗糙面,为了避免喷涂漆面过厚且不均匀的问题,通过框板的设置,其中导向座和连接杆带动各个支撑片移动,将到达喷漆装置时,通过支撑杆导向滑入框板的凹槽内,经过齿条时,齿条将带动齿盘旋转,齿盘将带动支撑片和转杆旋转,从而带动v型钢旋转,优选地设有三个齿条,三个齿条长度相同,三个齿条分别带动v型钢旋转120度,在经过第一个齿条之前,喷漆装置将v型钢内侧v型面进行上下喷涂,完成后经过
一个齿条时,将旋转120度,旋转120度后v型钢外侧一个v面将朝向喷漆装置,喷漆装置将由下到上喷涂,完成v型钢将再次经过第二个齿条旋转120度,外侧的另一个v型面将朝向喷涂装置,喷涂装置由上到下对v型钢进行完全喷涂,完成后再通过第三个齿条旋转120
°
恢复初始的位置,输送到下个喷漆装置再次进行均匀喷涂,该喷涂过程中v型钢进行旋转,v型钢喷涂厚度将更加均匀;通过齿条驱动齿盘旋转,利于控制旋转角度,并且无需第一电机或其它驱动装置对齿盘驱动旋转,利用齿盘移动对v型钢旋转效果好。
48.优选地,v型钢内侧面夹角为90度,齿条包括用于将v型钢旋转135度的第一齿条11a、用于将v型钢旋转90度的第二齿条11b和用于将v型钢旋转135度的第三齿条11c,并且框板入口处设有两个呈一定夹角的导向板114a,其中导向板可将齿盘导向倒入两个框板之间;v型钢为90度,未经过第一齿条时,v型钢内侧v型面a将朝向喷漆装置喷头,喷漆装置由上到下,再由下到上喷涂两次对v型钢内侧v型面a喷涂,该内侧v型面a内凹槽,连续两次喷涂更均匀且效果好,相比外侧v型面b,由于该外侧v型面b呈一定斜面,外侧v型面将漆分流到横向两侧,需要喷涂多次才可以完全上漆,喷涂后边缘喷涂效果不理想不均匀,当需要喷涂外侧v型面时,将外侧v型面分为两次喷涂,第一次旋转135度后,其中一个外侧v型面将平行于喷漆装置,第二次旋转时,旋转90度,另一个外侧v型面将与喷漆装置保持平行,两次旋转后的外侧v型面平行于喷漆装置,与喷漆装置平行的v型面,边缘喷涂效果好,喷漆更均匀,同时减少喷漆装置上下喷涂次数,对v型钢喷涂次数更少,喷涂速度更快;优选地,所述卡块62之间夹角角度为90度,所述卡块62之间具有缺口,利于v型钢卡入卡块,与卡块紧密贴合,并且卡块之间缺口利于v型钢外侧面露出。
49.所述转杆与第一连接机构和第二连接机构阻尼为2~15n,转杆与第一连接机构和第二连接机构可通过阻尼器相连,其中阻尼器为现有常规技术,在此不予赘述;转杆与第一连接机构和第二连接机构连接时,其中转杆如果与第一连接机构和第二连接机构连接无阻力且光滑,输送导轨在滑动过程中转杆将呈一定的角度偏移,通过喷漆装置时将导致喷漆的面均匀,具有一定阻尼时,除非受外力干涉,输送导轨输送过程中转杆将不旋转,可使转杆下方的v型钢进入喷漆装置角度相同。
50.所述烘干装置具有入口处,所述烘干装置入口处设有用于对各个v型钢夹持的多个夹持装置6,所述烘干装置入口处设有用于对夹持装置提升的提升装置7,所述夹持装置包括设于提升装置上的夹座61、设于夹座上的卡块62、设于夹座上远离卡块一侧的固定块63、与固定块螺纹连接的螺杆64、设于螺杆靠近卡块一端的夹块65以及设于螺杆远离固定块一段的旋钮头66,所述夹座其中一个外侧面上设有圆环部6a,各所述夹座上的圆环部通过锁链串起相连。
51.通过夹持装置的设置,其中提升装置将带动夹座上升到v型钢底端,完成后将v型钢卡入卡块和固定块之间,再将螺杆拧紧,螺杆将向卡块方向移动,螺杆同时带动夹块向卡块一端移动,完成后固定块和卡块将于v型钢底端紧紧夹持,由于各个夹座通过锁链穿过圆环部串起,各由于v型钢顶端通过支撑片相连,各个v型钢底端通过各个锁链串起的夹座固定,可限制各个v型钢在风干过程中,剧烈旋转晃动,导致碰撞刮擦的缺点,同时v型钢具有一定重量,也可以限制各排v型钢受风力影响摆动。
52.所述提升装置包括呈竖直转态设置的输送带71、用于支撑输送带的输送架72以及设于输送带上的多个支撑件73,所述支撑件设有多个,各所述支撑件前后间隔设置。
53.输送带的设置,其中需要装夹v型钢时,先将各个夹座放置在输送带上的支撑件上,通过输送带带动支撑件移动到顶部,然后输送带带动支撑件移动到顶部部,避免了人工抬起到v型钢下方费力的问题;优选地,位于所述支撑件上方的输送导轨呈“u”形下降上升状态,所述支撑件前后间隔距离为v型钢穿过距离;输送带快带动支撑件移动到顶部时,v型钢通过输送导轨向下滑动至夹座的上方,然后输送带带动支撑件移动到顶部时,v型钢将卡入卡块和夹块之间,装夹完成后再通过输送导轨提升,从前后间隔的支撑件中穿过移走,避免需要一个人抬起夹座将夹座放置在v型钢底端,然后再通过一个人拧紧旋钮头的缺点,并且装夹速度可提升。
54.所述夹座上设有定位孔67,所述支撑件上设有穿过定位孔的定位柱74;夹座放置在定位柱上时,可通过定位柱对夹座限位,避免上升移动时,夹座从支撑件上容易振落的缺点,并且装夹完成后,v型钢提升时,直接带动夹块脱离支撑件,不干涉v型钢升降。
55.所述输送架顶部设有用于对旋钮头旋转的旋合装置8,所述旋合装置包括旋合座801、设于旋合座底端面的滑轨802、滑动设于滑轨上的移动块803、设于移动块顶端的轴座804、可转动地设于轴座内的旋转轴805、滑动设于旋转轴远离轴座一端的滑动块806、设于旋转轴远离轴座一端的y字头807以及用于驱动旋转轴旋转的旋转装置808,所述y字头穿过旋合座内,所述滑动块与旋合座相连。
56.通过旋合装置的设置,其中输送带带动支撑件移动到顶部时,v型钢将卡入卡块和夹块之间,移动轴座,旋转轴将通过移动块在滑轨上滑动,旋转轴通过滑动块导向穿过旋合座,旋转轴将卡入旋钮头内,然后旋转装置驱动旋转轴旋转,旋转轴带动旋钮头旋转,螺杆带动夹块移动,使夹块和卡块卡紧v型钢,避免了人工旋转螺杆费力的缺点。
57.所述旋钮头上设有与y字头相插接的y字孔x,y字头利于插入y字孔内。
58.所述旋转轴外侧设有外齿轮809,所述旋转装置包括与旋合座相连接的第一电机810,所述第一电机输出轴设有与外齿轮相啮合的主动齿轮811,所述主动齿轮宽度尺寸小于外齿轮宽度尺寸,所述旋转轴远离y字头一端设有弹簧812,所述弹簧位于旋转轴和旋合座之间,所述旋转轴远离y字头一端设有外杆813,所述旋转轴靠近y字头一端设有与外杆可转动连接的内杆814,所述外杆和内杆穿过旋合座,
59.所述内杆远离外杆一端设有贴合块815,所述旋合座靠近贴合块处设有延伸座816,所述延伸座上可转动地设有椭圆形的圆块817,所述延伸座上设有用于驱动圆块旋转的第二电机818,所述轴座顶端设有遮挡块819,所述旋合座上设有用于感应旋转轴的y字头移动插入y字孔的感应器820;具体原理为,旋转轴的y字头移动插入y字孔,将带动旋转轴上的阻挡块移动对感应器产生遮挡,感应器优选地设有三个,中间的感应器用于检测旋转轴的y字头移动插入y字孔,左端的感应器用于检测夹块和卡块卡紧v型钢,右端的感应器检测而旋转轴移动到右端。
60.当输送带快带动支撑件移动到顶部时,第二电机将带动圆块旋转90度,贴合块与旋合座间隔距离最大,将通过内杆和外杆带动旋转轴向右移动,避让上升的夹座,使其上升至输送架顶部,输送带带动支撑件移动到顶部,v型钢将卡入卡块和夹块之间时,圆块位置将旋转45度,贴合块与旋合座间隔距离适中,旋转轴在弹簧的作用下将顶压在旋钮头上,第一电机带动主动齿轮旋转,主动齿轮带动从动齿轮旋转,从而带动旋转轴旋转,旋转轴在旋转过程中y字头将卡入旋钮头的y字孔内,旋转轴产生位移,轴座向左移动,轴座向左移动过
程中带动顶端阻挡块对感应器造成阻挡,完成后圆块位置将继续旋转45度,阻挡块与旋合座间隔距离靠近,第一电机将带动主动齿轮高速旋转,主动齿轮带动外齿轮旋转,外齿轮快速旋转带动螺杆旋转,螺杆带动夹块移动,使夹块和卡块卡紧v型钢,完成后圆块逆向旋转90度,贴合块与旋合座间隔距离最大,使夹座通过v型钢移动走,同时避让底部的夹座上升,无需人工移动旋合装置对旋钮头拧紧,提升装夹速度,使用简单快捷。
61.具体原理为:先将各个夹座放置在输送带上的支撑件上,夹座放置在支撑件上定位柱时,可通过定位柱对夹座限位,输送带快带动支撑件移动到顶部时,第二电机将带动圆块旋转90度,贴合块与旋合座间隔距离最大,将通过内杆和外杆带动旋转轴向右移动,避让上升的夹座,使其上升至输送架顶部,同时,输送带快带动支撑件移动到顶部时,v型钢通过输送导轨向下滑动至夹座的上方,然后输送带带动支撑件移动到顶部时,v型钢将卡入卡块和夹块之间,圆块位置将旋转45度,贴合块与旋合座间隔距离适中,旋转轴在弹簧的作用下将顶压在旋钮头上,第一电机带动主动齿轮旋转,主动齿轮带动从动齿轮旋转,从而带动旋转轴旋转,旋转轴在旋转过程中y字头将卡入旋钮头的y字孔内,旋转轴产生位移,轴座向左移动,轴座向左移动过程中带动顶端阻挡块对感应器造成阻挡,完成后圆块位置将继续旋转45度,阻挡块与旋合座间隔距离靠近,第一电机将带动主动齿轮高速旋转,主动齿轮带动外齿轮旋转,外齿轮快速旋转带动螺杆旋转,螺杆带动夹块移动,使夹块和卡块卡紧v型钢,完成后圆块逆向旋转90度,贴合块与旋合座间隔距离最大,使夹座通过v型钢移动走,装夹完成后夹座再通过输送导轨提升,从前后间隔的支撑件中穿过移走,同时避让底部的夹座上升。
62.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
63.在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
64.在本发明中,除非另有明确的规定和限定,第一特征在第二特征“上”或“下”可以是第一和第二特征直接接触,或第一和第二特征通过中间媒介间接接触。而且,第一特征在第二特征“之上”、“上方”和“上面”可是第一特征在第二特征正上方或斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”可以是第一特征在第二特征正下方或斜下方,或仅仅表示第一特征水平高度小于第二特征。
65.在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结
合和组合。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1